摘要
为深入了解加热卷烟抽吸后粘针现象的影响因素和形成机制,本研究对烟支的薄片类型(干法、稠浆法、辊压法)、水分含量以及薄片填充密度对烟支拔出力的影响进行了分析。结果表明,薄片类型对烟支拔出力的影响最大,辊压法、稠浆法、干法薄片卷制的烟支平均拔出力分别为9.61、1.73和1.98 N,辊压法烟支最难拔出,且粘针程度与薄片2~10 nm介孔含量呈正相关;烟支中薄片填充密度或水分含量越高,拔出力越大,越难拔出。受热后析出的焦油在薄片上进一步发生结焦是导致粘针成因之一,且薄片碳化程度与粘针程度正相关。
近年来,加热卷烟(heated tobacco product, HTP)因其有害成分释放量低,对健康损害较小,成为烟草行业研究的热
加热卷烟烟支加热后拔出的顺滑度是影响消费者吸烟体验的关键因素之一,受多种因素影响。前期抽吸测评发现,薄片生产工艺、烟支水分含量以及发烟段薄片的填充密度等因素均对拔出力有显著影响。然而,现阶段研究人员对烟支加热后拔出力的研究仅停留在感官层面,烟支关键特征指标与烟支拔出难易程度间的关联关系缺乏定量表征。此外,烟支粘针现象的形成机制也鲜有报道,相关研究仍属空白,加热卷烟产品加热后烟支难拔出的问题有待深入研究。
鉴于此,本研究对加热卷烟烟支关键特征指标对烟支加热后拔出力的影响进行了深入分析,建立了烟支拔出力的定量测定方法,以及最大拔出力与烟支拔出感知难度间的关联关系,明确了关键指标对烟支粘针的影响程度。此外,利用元素分析和比表面积等表征手段对粘针现象的成因进行了分析并提出了针对性的改进方向。本研究对加热卷烟产品烟支插拔难易的调控具有重要指导意义。
中心加热式加热卷烟烟支(长45 mm、直径(φ) 7.16 mm,其中发烟段12 mm、支撑段10 mm、降温段16 mm、过滤段7 mm),薄片分别由干法、稠浆法、辊压法工艺制
生产 工艺 | 定量(面密度)/(g· | 厚度/mm | 切丝宽度/mm | 整丝率/% | 碎丝率/% |
|---|---|---|---|---|---|
| 稠浆 | 175 | 0.199 | 1.00 | 94.19 | 0.44 |
| 辊压 | 203 | 0.191 | 0.98 | 97.60 | 0.07 |
| 干法 | 121 | 0.298 | 0.99 | 97.40 | 1.01 |
采用全自动插拔力试验机,将烟支与加热针整体脱离时的最大拔出力作为加热卷烟拔出难度的定量评价指标。由于部分烟支表现出明显的粘针现象,本研究使用耐温薄膜覆盖烟支端面,并紧密固定于烟支上(
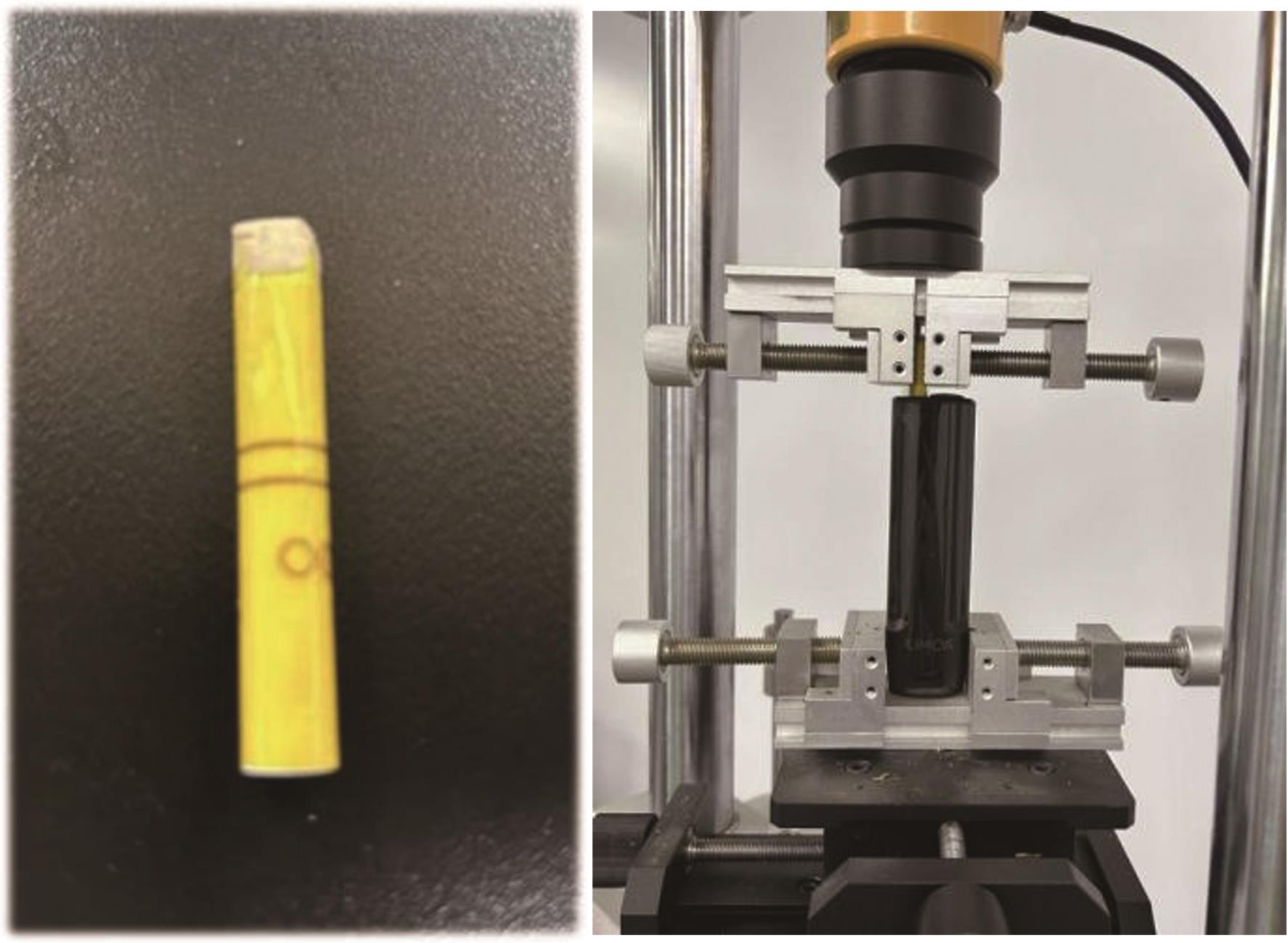
图1 前处理烟支及插拔力测定装置示例
Fig. 1 A pretreated cigarette and insertion and pulling force measuring apparatus
当发生粘针现象时,消费者需要通过手动拔出提取器,破坏薄片与加热针的粘连结构,进而拔出烟支。提取器抽拔难度与消费者体验直接相关,因此本研究分别取适量刚开包的辊压法、稠浆法、干法烟支,将烟支薄片填充密度差异<0.005 g/c
| 拔出难度感知等级 | 说明 | F/N |
|---|---|---|
| 易 | 抽拔力度感知极小,与不插烟支时抽拔感受接近 | F<4.5 |
| 中 | 抽拔时需稍加用力,但不影响用户体验 | 4.5≤F<9.5 |
| 较难 | 抽拔时明显感受到阻力,需要刻意提升拔出用力方能拔出 | 9.5≤F<12.0 |
| 难 | 抽拔非常困难,刻意用力有时也不能拔出或勉强拔出 | F≥12.0 |
利用元素分析仪进行薄片元素分析测试。检测原理为烟草在元素分析仪中燃烧后,可定量地测定成二氧化碳形态的碳、成水形态的氢、成单体形态或氮氧化物形态的氮和成二氧化硫形态的硫,进而通过计算获得薄片中C、H、N的元素含量。
在烟支的各项指标中,薄片种类(干法、稠浆法、辊压法)、水分含量(M)以及薄片填充密度(D)3项指标对烟支加热后拔出难易程度的影响尤为显
通过1.2.2中的方法对大量烟支进行实验分析,得出加热后烟支最大拔出力(设置为F)与拔出难度感知等级间的关联关系如
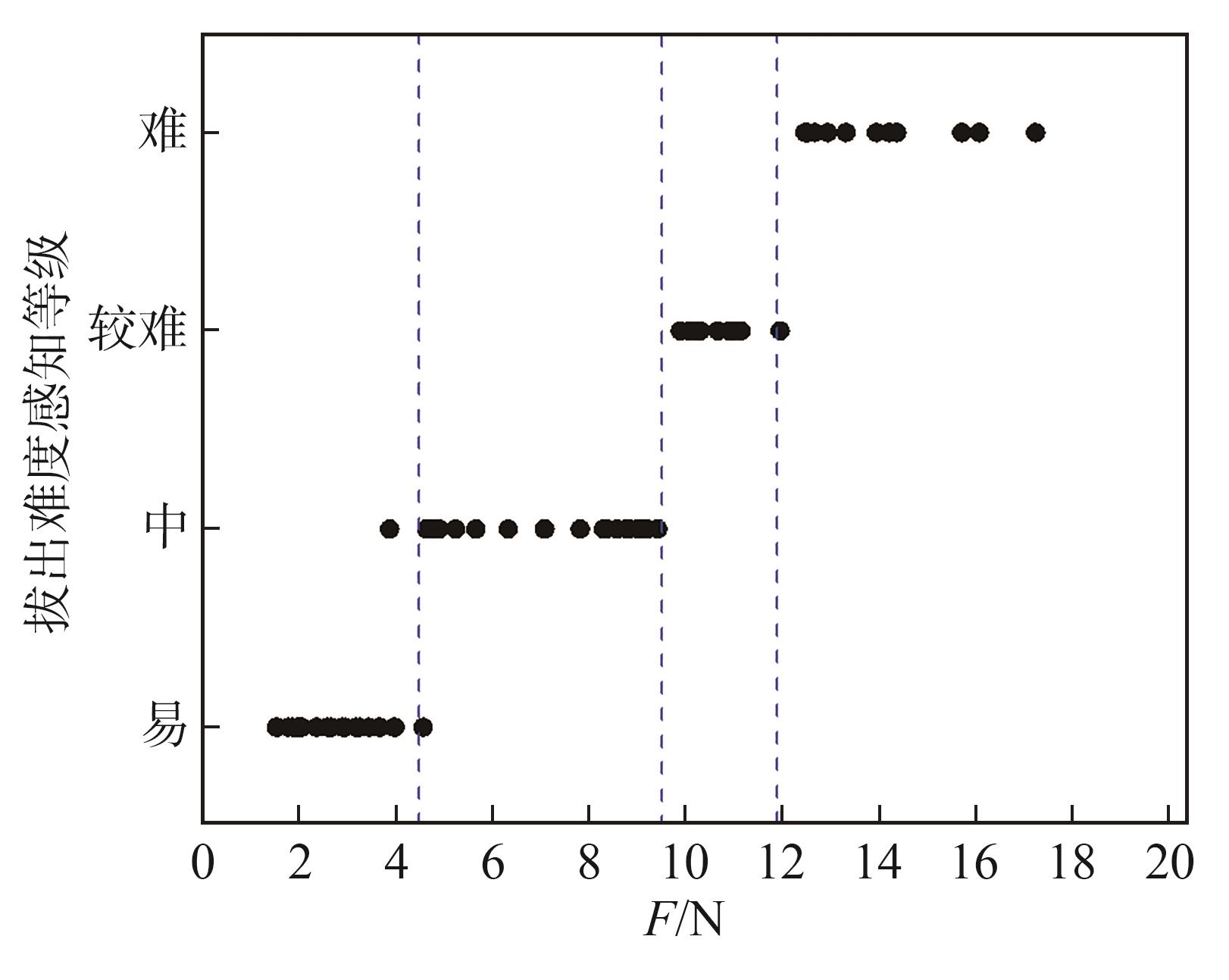
图2 烟支加热后最大拔出力与拔出难度感知等级间的关联关系
Fig. 2 Relationship between the maximum pulling force and the somatosensory experience level after cigarette heating
为研究薄片生产工艺对拔出力的影响,本研究选用干法、稠浆法、辊压法薄片(配方相同)卷制的烟支进行拔出力测试。为避免烟支中薄片填充密度波动和烟支吸水的干扰,选择刚开包且薄片填充密度范围为0.580≤D≤0.590 g/c
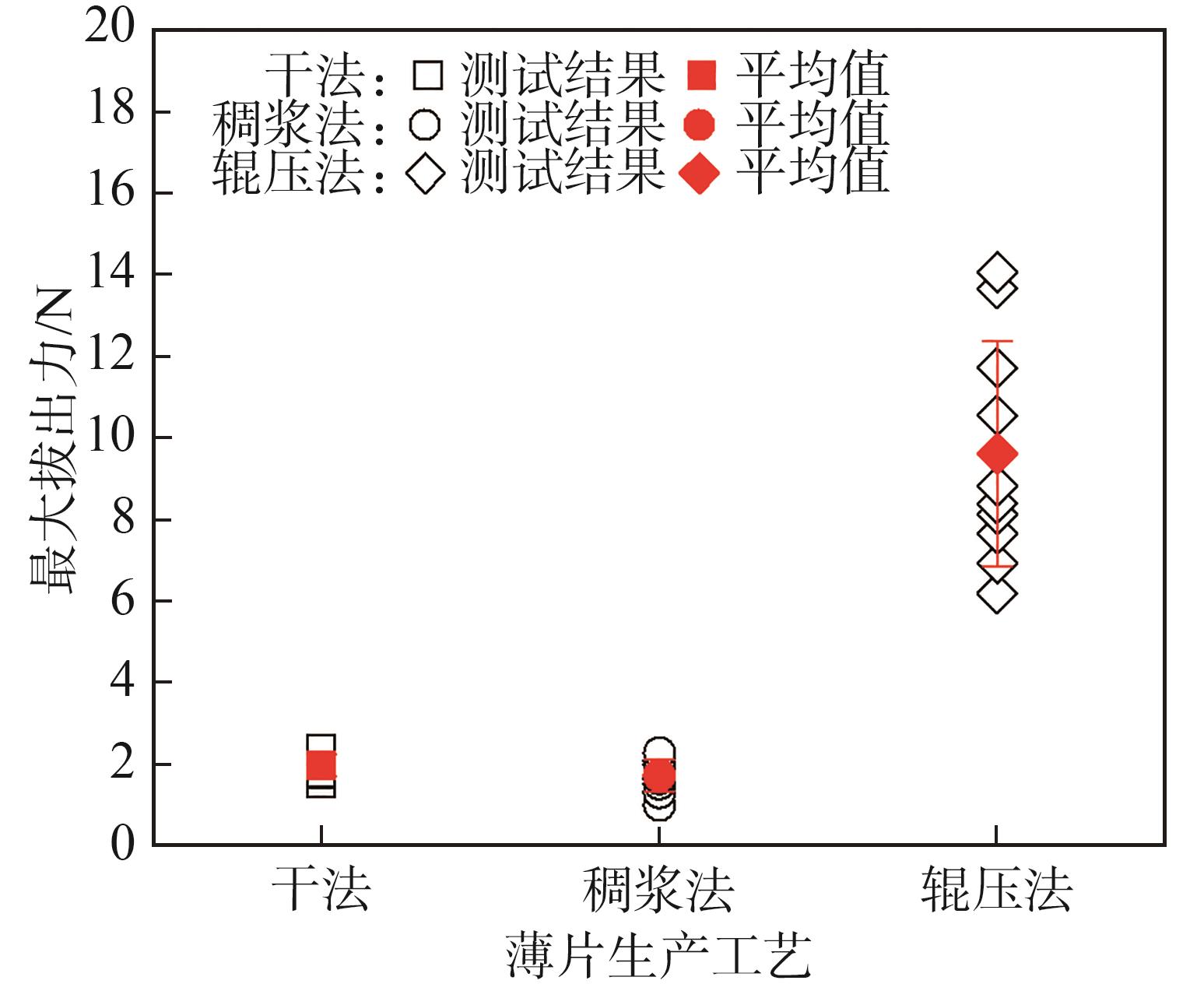
图3 不同工艺薄片卷制的加热卷烟(10支)最大拔出力
Fig. 3 Maximum pulling force of cigarette withdrawal for different sheet production technologies (10 cigarettes tested)
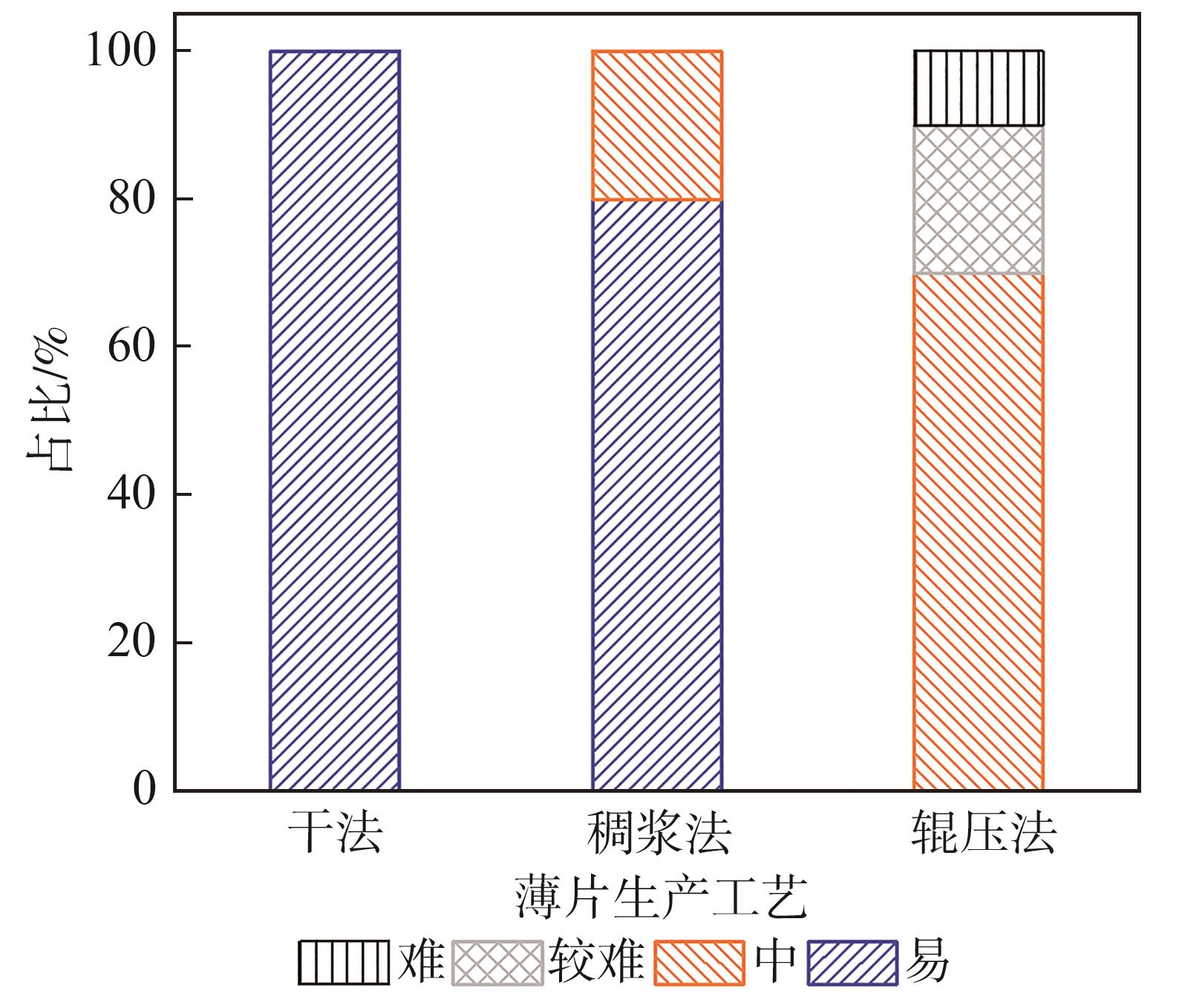
图4 不同工艺薄片卷制的加热卷烟(10支)抽拔提取器感知难度
Fig. 4 Somatosensory experience by pulling cigarette extractor for different sheet production technologies (10 cigarettes tested)
由
加热卷烟生产过程中,由于薄片在卷烟机上卷制过程中存在质量波动,导致成品烟支发烟段的薄片填充量存在差异。为研究烟支中薄片质量对粘针现象的影响,选取笔者所在单位的辊压法烟支(100%辊压法薄片)以及稠浆法烟支(85%稠浆法+15%辊压法)作为研究对象,分析薄片质量不同的典型烟支抽吸结束后的粘针程度。每种烟支随机取60支,选用低薄片填充密度(0.477≤D<0.498 g/c
不同薄片填充密度的烟支各取10支进行拔出力检测和提取器拔出感知测试(手动取出提取器),得到最大拔出力和抽拔提取器感知难度评级结果,如
图5 辊压法和稠浆法烟支的最大拔出力
Fig. 5 Maximum pulling force of cigarette withdrawal for rolling process and slurry process produced cigarettes
图6 辊压法和稠浆法烟支的抽拔提取器感知难度
Fig. 6 Somatosensory experience by pulling cigarette extractor for rolling proces and slurry process produced cigarettes
当烟支的发烟段薄片填充密度较大时,插入加热针后,会挤压薄片使其互相之间紧密接触。薄片受热后,由于受热不均,导致释放的挥发性成分重新在外围薄片上发生冷
进一步分析最大拔出力结果发现,对于辊压法烟支,同牌号同批次烟支的拔出力范围为3.79≤F≤16.90 N,差异较大;对于稠浆法烟支,同牌号同批次烟支的最大拔出力范围为1.49≤F≤5.54 N。表明辊压法薄片更易粘针,且辊压法薄片的质量对最大插拔力的影响更大,同样说明薄片生产工艺对粘针影响显著。
加热卷烟在环境中会吸湿导致薄片水分含量升
图7 不同平衡时间下烟支的最大拔出力(相对湿度80%)
Fig. 7 Maximum pulling force of cigarette withdrawal for different balance time at the condition of 80% relative humidity
注 图中空心图例表示测试结果,实心图例表示平均值。
图8 不同平衡时间下烟支的抽拔提取器感知难度(相对湿度80%)
Fig. 8 Somatosensory experience by pulling cigarette extractor for different balance time at the condition of 80% relative humidity
由
以上研究表明,薄片生产工艺、薄片水分含量、薄片填充密度等因素均对薄片粘针现象有明显影响,其中薄片生产工艺中辊压法薄片粘针程度最高。为了分析薄片粘针的成因,本研究进一步对薄片样品在加热前后的基本物化特性进行了表征分析。
为分析发烟段不同径向位置薄片的受热情况,对烟支中心、烟支中间和烟支外部的薄片分别取样进行表征分析,取样如
图9 烟支中薄片样品取样位置示意图及不同部位取样薄片加热后表观形貌
Fig. 9 Location map of sampling positions of sheets in a cigarette and appearances of heated sheets from different sampling positions
粘针现象与碳化结焦过程直接相关,因此进一步对薄片样品的元素组成进行表征,分析加热后不同径向位置薄片的碳化程度。薄片在受热碳化过程中,烟草分子结构中含H的化学键稳定性相对于C—C键较弱,会以H2O、CH4等小分子气体的形式脱除,因此,H/C比值越小,表明碳化程度越高。H和C的物质的量比(H/C)可作为薄片碳化程度的指
不同径向位置薄片元素分析结果如
| 样品 | 元素含量/% | H/C | |||
|---|---|---|---|---|---|
| C | H | N | |||
| 稠浆法 | 加热前 | 40.59 | 6.11 | 1.81 | 0.151 |
| 加热后-中心 | 46.24 | 5.67 | 2.19 | 0.123 | |
| 加热后-中间 | 41.01 | 6.23 | 1.78 | 0.152 | |
| 加热后-外围 | 39.60 | 6.82 | 1.71 | 0.172 | |
| 辊压法 | 加热前 | 40.58 | 6.65 | 1.90 | 0.164 |
| 加热后-中心 | 46.28 | 5.50 | 2.30 | 0.119 | |
| 加热后-中间 | 41.52 | 6.58 | 1.87 | 0.158 | |
| 加热后-外围 | 40.48 | 6.73 | 1.80 | 0.166 | |
| 干法 | 加热前 | 42.00 | 6.27 | 1.58 | 0.149 |
| 加热后-中心 | 44.82 | 5.70 | 1.85 | 0.127 | |
| 加热后-中间 | 43.62 | 6.28 | 1.80 | 0.144 | |
| 加热后-外围 | 41.51 | 6.70 | 1.57 | 0.161 | |
薄片的孔隙特性对其受热反应特性有明显影
图10 烟支中不同部位取样薄片样品的孔径分布
Fig. 10 Distribution of pore diameter of sampled sheets from different sampling positions
| 样品 | 比表面积/( | 孔体积/(c | 平均孔径/nm | |
|---|---|---|---|---|
| 稠浆法 | 加热前 | 0.976 | 0.016 | 3.662 |
| 加热后-中心部位 | 3.253 | 0.038 | 2.778 | |
| 加热后-中间部位 | 1.066 | 0.025 | 3.961 | |
| 加热后-外围部位 | 1.043 | 0.022 | 3.467 | |
| 辊压法 | 加热前 | 2.810 | 0.036 | 3.139 |
| 加热后-中心部位 | 1.784 | 0.026 | 2.539 | |
| 加热后-中间部位 | 1.259 | 0.022 | 2.369 | |
| 加热后-外围部位 | 1.126 | 0.022 | 3.642 | |
| 干法 | 加热前 | 1.779 | 0.026 | 3.507 |
| 加热后-中心部位 | 3.160 | 0.053 | 3.489 | |
| 加热后-中间部位 | 7.958 | 0.083 | 3.612 | |
| 加热后-外围部位 | 1.464 | 0.050 | 4.170 | |
为了明确导致中心加热式电加热卷烟拔出难的影响因素,本研究对薄片生产工艺、薄片水分含量以及烟支中薄片填充密度对烟支拔出力的影响进行了深入分析。
3.1 在薄片生产工艺、水分含量及薄片填充密度3因素中,生产工艺对烟支拔出力的影响最大,拔出难度排序为辊压法>干法薄片>稠浆法;烟支中薄片填充密度或水分含量越高,拔出力越大,烟支越难拔出。
3.2 薄片受热后析出的焦油在薄片上进一步发生结焦是导致粘针的关键成因之一,且抽吸后薄片碳化程度与粘针程度呈正相关。
3.3 设计加热卷烟产品需对烟支插拔难度进行控制,可增加稠浆法、干法等不易粘针的薄片配比,同时增加薄片的抗吸湿能力,并避免烟支中的薄片填充密度过大。
参 考 文 献
SIMONAVICIUS E, MCNEILL A, SHAHAB L, et al. Heat-not-burn tobacco products: A systematic literature review[J]. Tobacco Control, 2019, 28(5): 582-594. [百度学术]
TONG Y, XIONG Y, YAN Q, et al. Effects of Glycerol and propylene glycol on smoke release of heat-not-burn tobacco products[J]. Journal of Physics, Conference Series, DOI:10.1088/1742-6596/1802/2/022025. [百度学术]
李巧灵,陈昆焱,邓小华,等. 基于烟草热解差异度分析的烟叶替代方法[J]. 烟草科技, 2018, 51(8): 77-84. [百度学术]
LI Q L, CHEN K Y, DENG X H, et al. Method of tobacco substitution based on differential analysis of tobacco pyrolysis[J]. Tobacco Science & Technology, 2018, 51(8): 77-84. [百度学术]
高峄涵,黄洁洁,高 洁,等. 电加热卷烟传热传质和关键物质释放规律研究进展[J]. 烟草科技, 2022, 55(8): 100-112. [百度学术]
GAO Y H, HUANG J J, GAO J, et al. Research progress on mechanism behind heat and mass transfer and key substance release of electrically heated tobacco products[J]. Tobacco Science & Technology, 2022, 55(8): 100-112. [百度学术]
唐顺良,汤建国,杨 柳,等. 国内企业开发加热不燃烧卷烟产品的主要专利障碍及应对思路[J]. 中国烟草学报, 2019, 25(4): 10-19. [百度学术]
TANG S L, TANG J G, YANG L, et al. Major patent obstacles in developing heat-not-burn cigarette products in domestic enterprises and relevant considerations[J]. Acta Tabacaria Sinica, 2019, 25(4): 10-19. [百度学术]
SMITH M R, CLARK B, LUDICKE F, et al. Evaluation of the Tobacco Heating System 2.2. Part 1: Description of the System and the Scientific Assessment Program[J]. Regulatory Toxicology and Pharmacology, 2016, 812: 17-26. [百度学术]
TONG Y, XIONG Z, GAO S, et al. Study on the influence factors of the release characteristics of IQOS cigarette smoke[J]. IOP Conference Series:Earth and Environmental Science, DOI:10.1088/1755-1315/514/5/052034. [百度学术]
张 璟,王 康,谭 健,等. 针式中心加热卷烟抽吸后烟丝中烟碱和雾化剂的径向变化[J]. 烟草科技, 2023, 56(1): 66-73. [百度学术]
ZHANG J, WANG K, TAN J, et al. Radial distributions of nicotine and atomizing agents in tobacco section of a needle-style centrally heated tobacco product after smoking[J]. Tobacco Science & Technology, 2023, 56(1): 66-73. [百度学术]
王 乐,王亚林,李志强,等. 电加热卷烟烟芯段温度分布和烟气关键成分逐口变化:第1部分实验[J]. 烟草科技, 2021, 54(3): 31-39. [百度学术]
WANG L, WANG Y L, LI Z Q, et al. Temperature Distribution in Tobacco Section of an Electrically Heated Cigarette and Puff-by-puff Variation of Key Smoke Components:Part 1. Experiments[J]. Tobacco Science & Technology, 2021, 54(3): 31-39. [百度学术]
马鹏飞,李巧灵,林 凯,等. 加热非燃烧烟草薄片的热解特征研究[J]. 食品与机械, 2018, 34(4): 71-74. [百度学术]
MA P, LI Q L, LIN K,et al. Study on Pyrolysis Characteristics of the Heat-not-burn Reconstituted Tobacco[J]. Food and Machinery, 2018, 34(4): 71-74. [百度学术]
苏 鑫,庞永强,李翔宇,等.加热卷烟芯基材料热性能及气溶胶释放特性分析研究进展[J].中国造纸, 2024,43(2):82-90. [百度学术]
SU X, PANG Y Q, LI X Y,et al. Research Progress on Thermogravimetry and Pyrolysis Behavior and Aerosol Release Characteristics of Heated-not-burn Cigarette Tobacco Material[J]. China Pulp & Paper, 2024,43(2):82-90. [百度学术]
刘达岸,李鹏飞,刘 冰,等. 不同加热非燃烧再造烟叶特性研究[J]. 食品与机械, 2018, 34(6): 26-29. [百度学术]
LIU D A, LI P F, LIU B,et al. Study on Heat-not-burn Reconstituted Tobacco Prepared by Different Processes[J]. Food and Machinery, 2018, 34(6): 26-29. [百度学术]
董高峰,田永峰,尚善斋,等. 用于加热不燃烧(HnB)卷烟的再造烟叶生产工艺研究进展[J]. 中国烟草学报, 2020, 26(1): 109-117. [百度学术]
DONG G F, TIAN Y F, SHANG S Z, et al. Production technology of reconstituted tobacco for heat-not-burn (HnB) cigarettes: A review[J]. Acta Tabacaria Sinica, 2020, 26(1): 109-117. [百度学术]
李朝建,饶先立,郑晓云,等. 不同工艺制备的加热卷烟烟草薄片热失重行为研究[J]. 轻工学报, 2022, 37(1): 55-61. [百度学术]
LI C J, RAO X L, ZHENG X Y, et al. Thermal weight loss behavior study of tobacco slices for heated tobacco pro-duct prepared by different processes[J]. Journal of Light Industry, 2022,37(1): 55-61. [百度学术]
张 丽,王维维,张小涛,等. 加热不燃烧卷烟气溶胶中主要成分的转移行为[J]. 烟草科技, 2019, 52(3): 46-55. [百度学术]
ZHANG L, WANG W W, ZHANG X T, et al. Transfer behavior of main aerosol components in heat-not-burn tobacco products[J]. Tobacco Science & Technology, 2019, 52(3): 46-55. [百度学术]
XIONG Z, SYED H S S A, HU X, et al. Effects of the component interaction on the formation of aromatic structures during the pyrolysis of bio-oil at various temperatures and heating rates[J]. Fuel, 2018, 233: 461-468. [百度学术]
XIONG Z, SYED H S S A, XU J, et al. Evolution of coke structures during the pyrolysis of bio-oil at various temperatures and heating rates[J]. Journal of Analytical and Applied Pyrolysis, 2018, 134: 336-342. [百度学术]
赖炜扬,付丽丽,张 柯,等. 纤维吸湿特性与加热卷烟专用再造烟叶涂布性能适配性研究[J]. 轻工学报, 2023, 38(3): 63-72. [百度学术]
LAI W Y, FU L L, ZHANG K, et al. Investigation on moisture adsorption properties of fibers and their application, in evaluating the coating performance of reconstituted tobacco for heated tobacco products[J].Journal of Light Industry, 2023, 38(3) :63-72. [百度学术]