摘要
本课题针对纸张的卷对卷涂布设备,放卷侧储料架内纸张的张力控制问题,建立了储料架内纸张的张力耦合模型、输入输出辊和托架的动力学模型、滚轴丝杠的推力模型;融合遗传算法(GA)和线性自抗扰控制器(LADRC),设计了改进LADRC以实现LADRC的参数自整定和解决传统比例-积分-微分(PID)控制器控制精度不足、鲁棒性差等问题;结合所建立模型和所设计控制器,针对改进LADRC的参数整定性能和储料架内纸张的张力控制性能展开仿真实验。结果表明,所设计的改进LADRC能实现控制器的参数自整定,相比于传统PID控制器拥有更好的张力控制性能,能够满足放卷侧储料架内纸张涂布制造的张力控制需求。
纸张是由纤维交织构成的三维网状多孔薄型材
纸张卷对卷涂布制造过程中,在放卷侧减速更换料辊时,放卷侧储料架可将储存的纸张释放出来,保证纸张卷对卷涂布制造的连续性。因此,在放卷侧储料架储存和释放纸张的过程中,储料架内纸张张力必须稳定在一个范围内,否则会影响产品质量和生产效
综上所述,本课题针对纸张卷对卷涂布制造过程中放卷侧储料架的张力控制问题,融合LADRC和GA,设计改进LADRC,并基于放卷侧储料架张力耦合模型进行仿真分析,具体结构如下:结合卷对卷涂布设备放卷侧储料架具体结构,建立放卷侧储料架张力耦合模型;融合GA和LADRC设计改进LADRC,实现LADRC的参数自整定;在MATLAB/Simulink中进行仿真分析,比较所设计控制器和PID控制器的控制性能。
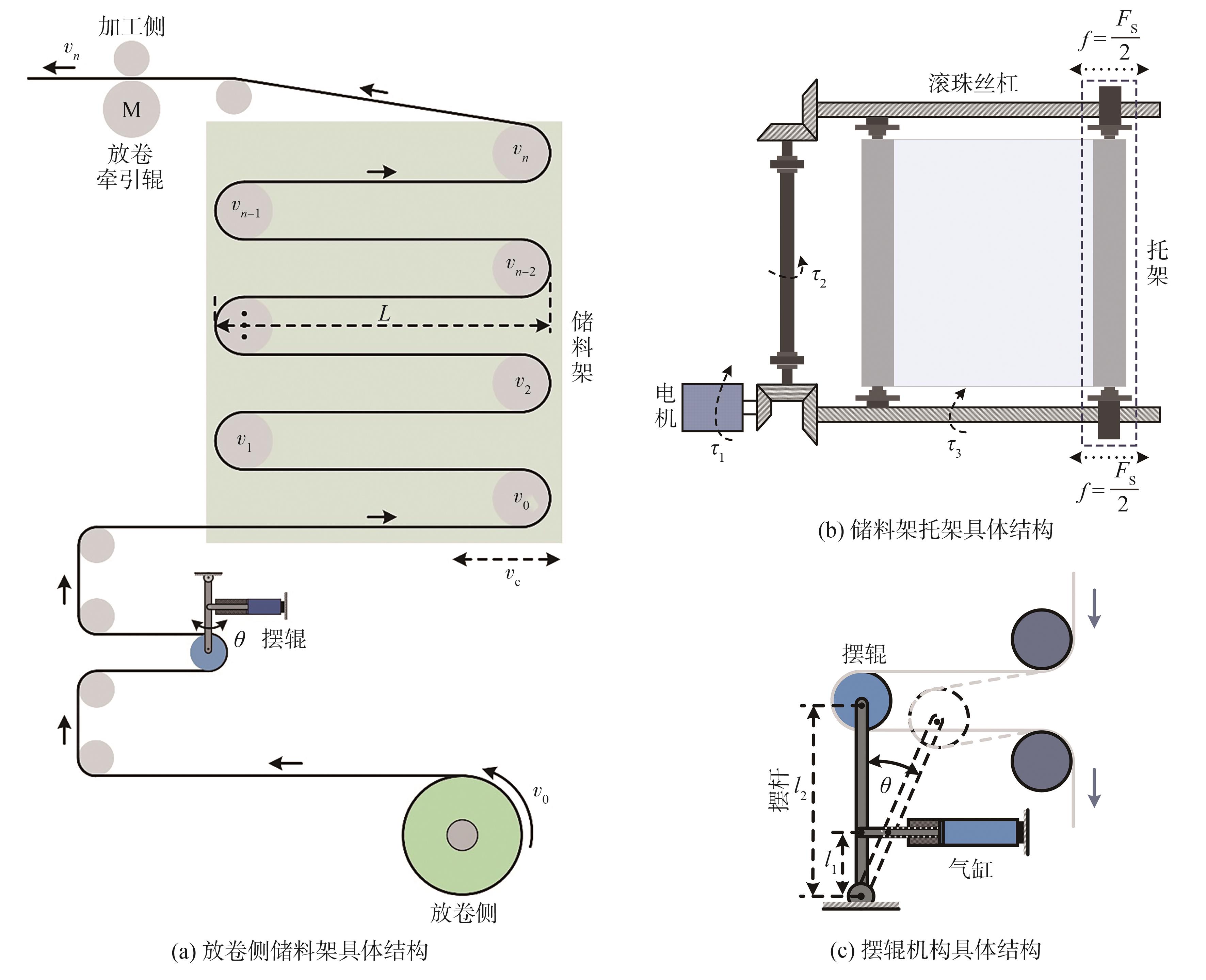
图1 储料架系统结构组成
Fig.1 Components of the accumulator system
在
| (1) |
| 参数 | 含义 | 单位 |
|---|---|---|
| T | 储料架各段纸张的张力大小 | N |
| v0 | 储料架内输入辊的线速度 | m/s |
| vn | 储料架内输出辊的线速度 | m/s |
| vc | 储料架内托架的移动速度 | m/s |
| L | 储料架内各段纸张长度 | m |
| E | 纸张的杨氏弹性模量 | Pa |
| A | 纸张横截面积 |
|
根据文献[
| (2) |
| 参数 | 含义 | 单位 |
|---|---|---|
| fm | 轴承摩擦系数 | N·m·s |
| J | 自由辊转动惯量 |
kg· |
| R | 自由辊半径 | m |
| JM | 电机输出轴等效转动惯量 |
kg· |
| RM | 电机输出轴半径 | m |
| vM0,vMn | 电机输出速度 | m/s |
| Mc | 托架质量 | kg |
| g | 重力加速度 | N/kg |
| δ0,δn,δc | 干扰因子 | N |
| μ | 动摩擦因数 | |
| n | 纸张张力段 |
| (3) |

图2 储料架输入辊及托架速度曲线规划
Fig. 2 Velocity profile planning for accumulator input roller and carriage
如
1)放卷速度同加工侧速度vn相同,托架处于初始位置,静止不动;
2)放卷速度加速上升至最大速度v0-max,托架加速上升;
3)放卷速度保持最大速度v0-max不变,托架匀速上升;
4)放卷速度从v0-max减速至vn,托架减速上升;
5)放卷速度从vn减速至0,托架加速向下;
6)放卷速度为0,更换放料卷,托架匀速向下;
7)放卷速度从0加速至vn,托架减速向下;
8)放卷速度同加工侧速度vn相同,托架处于初始位置,静止不动。
摆辊系统主要由气缸、摆杆、摆辊3部分组
| (4) |
| 参数 | 含义 | 单位 |
|---|---|---|
| l1 | 气缸支点与摆杆连接点距离 | m |
| l2 | 摆杆长度 | m |
| Jeq | 摆辊等效转动惯量 |
kg· |
| fD | 轴承摩擦系数 | N·m·s |
| FP | 气缸推力 | N |
| (5) |
滚轴丝杠推力f(t)=2πη3τ3/D和电机转矩τ3=JMsvMs/RMs,则
| (6) |
| 参数 | 含义 | 单位 |
|---|---|---|
| D | 滚轴丝杠导程 | m |
| JMs | 电机输出轴转动惯量 |
kg· |
| RMs | 电机输出轴半径 | m |
| η1,η2 | 齿轮传递效率 | |
| N1,N2 | 齿轮传动比 | |
| η3 | 滚轴丝杠传递效率 |
综上所述,本节研究分析了放卷侧储料架系统的具体结构,建立了储料架系统的张力耦合模型,给出了储料架托架、输入输出辊的动力学模型,针对摆辊系统建立了摆辊系统的张力反馈模型,针对滚轴丝杠建立了滚轴丝杠的推力模型。同时,针对v0和vc的变化曲线,分析了储料架托架的运行情况。
LADRC主要由二阶线性扩张状态观测器、一阶线性误差反馈控制和根据误差对系统进行补偿3部分组成。
二阶线性扩张状态观测器的具体结构如
| (7) |
一阶线性误差反馈控制的具体结构如
| (8) |
GA算法通常以一组二进制字符串结构或浮点数编码的随机解开始搜索,每个解均被分配了一个与搜索和优化问题的目标函数直接相关的量。通过应用3个类似于自然遗传算子的算子繁殖、交叉和突变,将解的种群修改为新的种群,GA算法通过在每一代中连续应用这3个算子进行迭代工作,直到满足终止准则。本课题利用GA算法实现LADRC中Kp、β1、β2 3个参数的实时整定。算法具体设置见
| (9) |
| (10) |
| 参数 | 种群范围 | 种群数量 | 迭代次数 | 编码方式 | 繁殖概率 | 交叉概率 | 变异概率 | 繁殖方式 | 交叉方式 | 变异方式 |
|---|---|---|---|---|---|---|---|---|---|---|
| Kp | [100,300] | 100 | 100 | 浮点数 | 0.01 | 0.2 | 0.3 | 精英选择 | 混合交叉 | 高斯近似变异 |
| b1 | [100,300] | 100 | 100 | 浮点数 | 0.01 | 0.2 | 0.3 | 精英选择 | 混合交叉 | 高斯近似变异 |
| b2 | [20,800] | 100 | 100 | 浮点数 | 0.01 | 0.2 | 0.3 | 精英选择 | 混合交叉 | 高斯近似变异 |
综上所述,本课题融合GA算法和LADRC,提出改进LADRC,实现控制器的参数自整定,控制器参数整定流程如
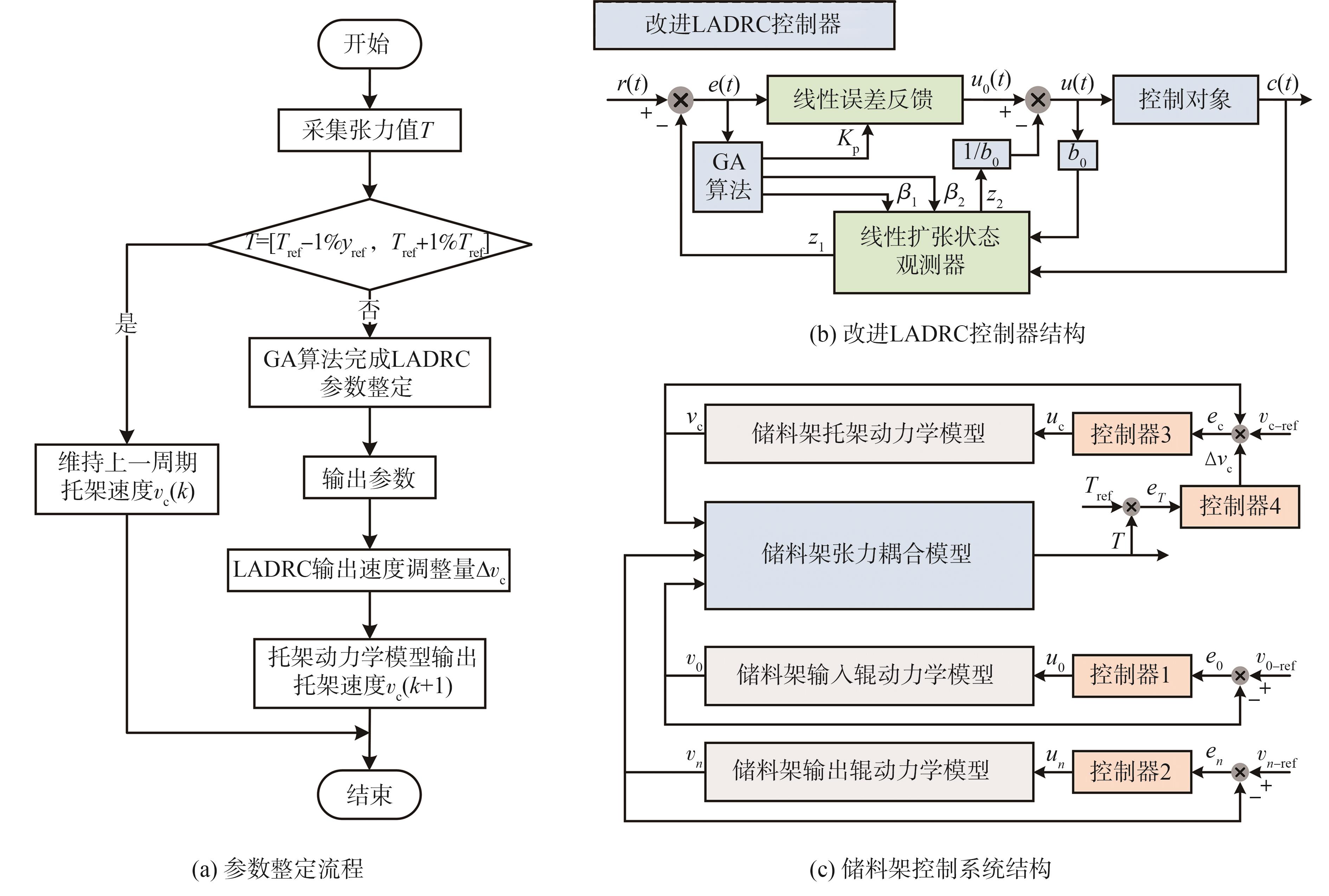
图3 控制器设置
Fig. 3 Controller settings
储料架内纸张的张力控制采用3个PID控制器与一个改进LADRC,控制器1、控制器2、控制器3采用PID控制器分别实现对储料架输出辊、输入辊、托架速度参考量v0-ref、vn-ref、vc-ref的跟踪;控制器4采用改进LADRC,其根据储料架张力反馈值输出托架速度调整量∆vc,最终通过4个控制器的共同控制,实现储料架内纸张张力的精确控制,控制系统具体结构见
在建立了储料架张力耦合模型,输入输出辊、托架和摆辊机构的动力学模型,以及滚轴丝杠系统的推力模型后,本节利用所设计改进LADRC在MATLAB/Simulink(2019a)中展开仿真实验,验证改进LADRC的参数整定性能与张力控制效果。仿真步长1 ms,仿真时间200 s,vn-ref为2 m/s,v0-ref、vc-ref变化曲线见

图4 参考曲线设置
Fig. 4 Reference curve setting
| 参数 | 数值 | 参数 | 数值 |
|---|---|---|---|
| A |
7×1 | E |
7×1 |
| g | 9.8 | Mc | 7 310 |
| n | 10 | μ | 0.05 |
| JR1,JR2 | 0.231 4 | R0,Rn | 0.2 |
| RM0,RMn,RMs | 0.03 | fm0,fmn,fD |
2.25×1 |
| JM0,JMn,JMs | 0.009 | Jeq | 0.036 |
| η1,η2 | 0.92 | η3 | 0.95 |
| N1 | 3 | N2 | 1 |
| l1 | 0.154 | l2 | 0.35 |
| D | 0.01 | FP | 227.27 |
参数整定性能分析针对改进LADRC在张力输出曲线不满足张力控制要求时,验证经过GA算法对初始参数整定后LADRC的张力控制情况。首先,初始化3组LADRC参数,参数值见
| Kp | β1 | β2 | |
|---|---|---|---|
| 第一组 | 50 | 50 | 625 |
| 第二组 | 100 | 50 | 625 |
| 第三组 | 100 | 100 | 2 500 |

图5 张力输出曲线对比图
Fig. 5 Comparison of tension output curves

图6 参数整定图
Fig. 6 Diagram of parameter self-tuning
根据
| LADRC | 改进LADRC | |||||||
|---|---|---|---|---|---|---|---|---|
| 初始 | 175 s后 | 初始 | 175 s后 | |||||
| overmax/% | tover/s | overmax/% | tover/s | overmax/% | tover/s | overmax/% | tover/s | |
| 第一组 | 7.19 | 0.194 | 2.10 | 0.105 | 0 | 0 | 0 | 0 |
| 第二组 | 5.15 | 0.185 | 1.29 | 0.094 | 0 | 0 | 0 | 0 |
| 第三组 | 7.41 | 0.098 | 2.20 | 0.054 | 0 | 0 | 0 | 0 |
张力控制性能分析部分围绕改进LADRC和PID控制的控制性能展开,比较传统PID控制器和本课题所设计改进LADRC的张力控制性能,采用初始仿真条件,仿真实验分为以下2部分:
部分1:取
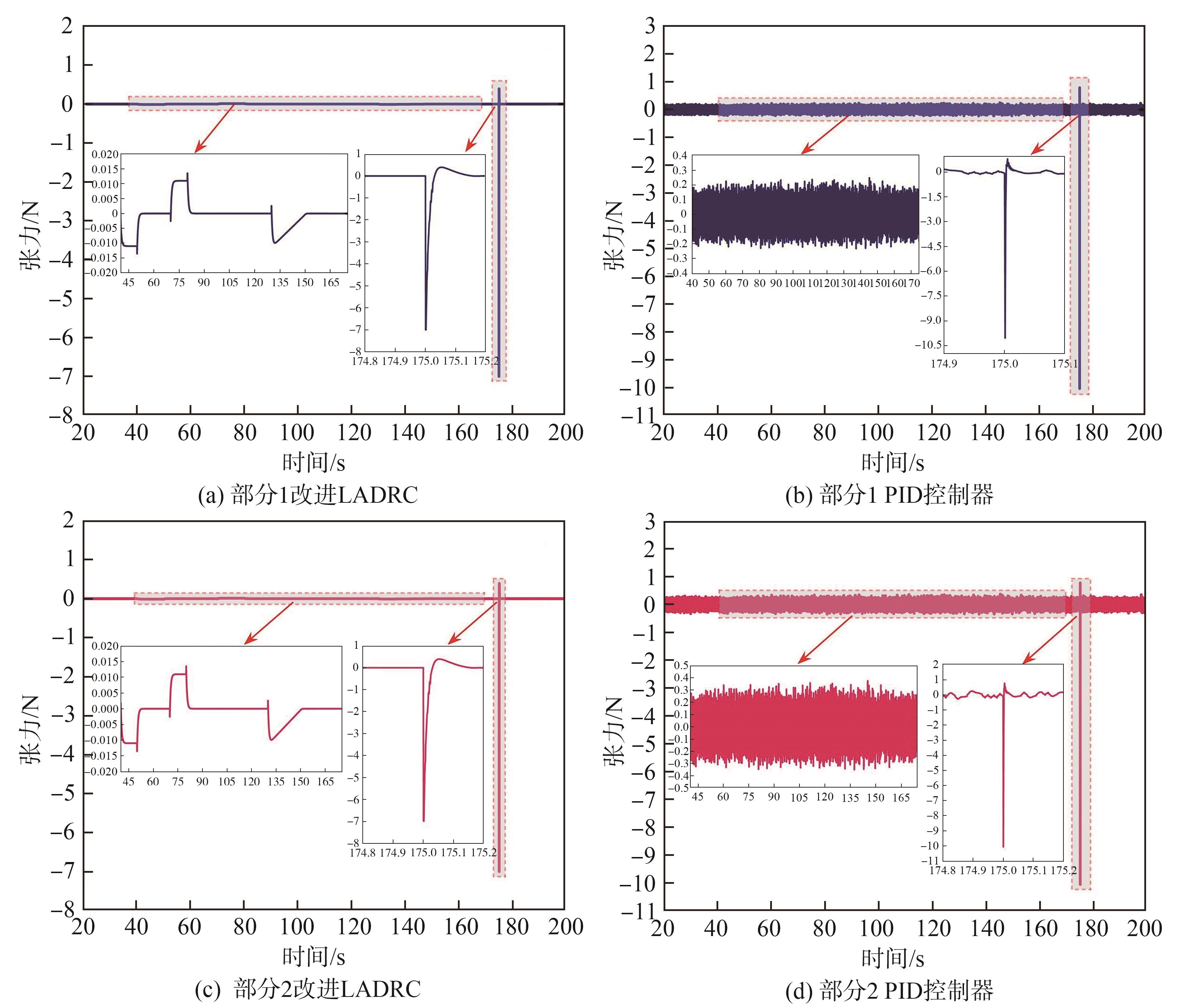
图7 张力误差示意图
Fig.7 Diagram of tension error
部分2:取
| 控制器 | 部分1 | 部分2 |
|---|---|---|
| 改进LADRC | 0.004 5 | 0.078 9 |
| PID | 0.074 5 | 0.183 0 |
本课题依据所建立放卷侧储料架模型和所设计的改进线性自抗扰控制器(LADRC),在MATLAB(2019a)中展开仿真实验。
5.1 仿真实验结果显示,LADRC在使用3组初始化参数进行张力控制时,最大张力超调量为7.41%,而改进LADRC的最大张力超调量为2.20%,
5.2 改进LADRC控制能够很好地完成控制器参数的实时调整,实现LADRC的参数自整定。
5.3 使用改进LADRC和PID控制器进行张力控制,并提取仿真过程中的张力误差eT(t),使用绝对平均误差(MAE)对张力误差eT(t)进行评价,改进LADRC的2个部分的评价结果分别为0.004 5 N和0.078 9 N,PID控制器分别为0.074 5 N和0.183 0 N。
5.4 改进LADRC拥有更好的张力控制性能,能够满足纸张涂布过程中的张力控制需求。
参 考 文 献
王益, 刘寅, 沈文浩. 基于X射线断层扫描技术的涂布纸张三维结构表征[J]. 中国造纸, 2023, 42(9): 54-64. [百度学术]
WANG Y, LIU Y, SHEN W H. Three-dimensional Structural Characterisation of Coated Paper Based on X-ray Tomography[J]. China Pulp & Paper, 2023, 42(9): 54-64. [百度学术]
王加福. 超细淀粉粒的制备及其在纸张涂布中的应用[D]. 北京: 中国制浆造纸研究院, 2017. [百度学术]
WANG J F. Preparation of ultrafine starch granules and their application in paper coating [D]. Beijing: China National Pulp and Paper Research Institute, 2017. [百度学术]
张宝军. 淀粉复合物的制备及其在纸张阻隔涂布中的应用[D]. 广州: 华南理工大学, 2017. [百度学术]
ZHANG B J. Preparation of starch complex and its application in paper barrier coating [D]. Guangzhou: South China University of Technology, 2017. [百度学术]
尤鹏, 杨仁党, 杨飞, 等. 专用防水剂在纸张涂布中的应用[J]. 中国造纸, 2008,27 (4): 24-26. [百度学术]
YU P, YANG R D, YANG F, et al. Application of Special Waterproofing Agent in Paper Coating[J]. China Pulp & Paper, 2008,27(4):24-26. [百度学术]
张飞. 造纸机恒张力控制系统研究[D]. 长沙: 中南大学, 2013. [百度学术]
ZHANG F. Research on constant tension control system for paper machine[D]. Changsha: Central South University, 2013. [百度学术]
BRANDENBURG G. New mathematical models and control strategies for rotary printing presses and related web handling systems[J]. IFAC Proceedings Volumes, 2011, 44(1): 8620-8632. [百度学术]
PAGILLA P R, SINGH I, DWIVEDULA R V. A study on control of accumulators in web processing lines[J].Journal of Dynamic Systems, Measurement, and Control, 2004, 126(3): 453-461. [百度学术]
KUHM D, KNITTEL D. New mathematical modelling and simulation of an industrial accumulator for elastic webs[J]. Applied Mathematical Modelling, 2012, 36(9): 4341-4355. [百度学术]
CHEN M X, LU P P, ZHANG H. Linear Active Disturbance Rejection Control Strategy of Plastic Film Winding Tension[J]. Engineering Plastics Application, 2021, 49(8):74-80. [百度学术]
张加语. 基于线性自抗扰的涂布复合机张力与速度控制[D]. 上海: 上海交通大学, 2019. [百度学术]
ZHANG J Y. Tension and speed control of coating and laminating machine based on linear self-immunity [D]. Shanghai: Shanghai Jiao Tong University, 2019. [百度学术]
FAN Y, WANG Z, XIONG J. Tension control for an industrial accumulator based on linear active disturbance rejection control[C]//The 26th China Process Control Conference.Process Control Committee of the Chinese Society of Automation, 2015:1. [百度学术]
PAGILLA P R, GARIMELLA S S, DREINHOEFER L H, et al. Dynamics and control of accumulators in continuous strip processing lines[J]. IEEE Transactions on Industry Applications, 2001, 37(3): 934-940. [百度学术]
李艳, 王素方, 万芙蓉. 基于遗传算法的碱回收炉炉膛负压模糊-PI复合控制[J]. 中国造纸学报, 2016, 31(3): 36-41. [百度学术]
LI Y, WANG S F, WAN F R. Fuzzy-PI Composite Control of Negative Pressure in Alkali Recovery Furnace Chamber Based on Genetic Algorithm[J]. Transactions of China Pulp and Paper, 2016, 31(3): 36-41. [百度学术]
JU G, LIU S, WEI K, et al. A Parameter Self-tuning Decoupling Controller Based on an Improved ADRC for Tension Systems[J]. Applied Sciences, DOI: 10.3390/app131911085. [百度学术]
刘善慧, 王子煜, 习大润,等. 卷筒料精密涂布机张力系统耦合建模与分析[J]. 西安理工大学学报, 2022, 38(4): 526-532. [百度学术]
LIU S H, WANG Z Y, XI D R, et al. Coupled modelling and analysis of the tension system of a web precision coater[J]. Journal of Xi’an University of Technology, 2022, 38(4): 526-532. [百度学术]
WANG Z Y, LIU S H, FENG L, et al. Coupling Modeling and Analysis of the Tension System for Roll-to-roll Gravure Printing Machines[J]. Journal of Imaging Science and Technology, DOI: 10.23521J.Imaging Sci.Technol.2022.66.2.020401. [百度学术]