摘要
为提高制浆过程中置换蒸煮系统在扰动和模型失配条件下的控制精度与鲁棒性,本课题基于置换蒸煮锅温差控制系统仿真模型,提出了一种基于模糊控制算法与粒子群优化算法(Particle Swarm Optimization,PSO)的置换蒸煮系统温差自适应PID控制方法。首先基于粒子群优化算法设置PID控制器参数的初始值,再利用模糊算法实现PID参数自整定,最后将控制效果与传统PID控制器以及模糊PID控制器进行对比。结果表明,在单一工况下,PSO-模糊PID控制器的综合性能最好,调节时间最短,超调量最低,有效保持蒸煮立锅内药液温度的一致性;针对压力阶跃扰动和模型失配,PSO-模糊PID控制器抗干扰性能更强,总体超调量更低,调节时间更短,具有良好的鲁棒性和自适应性。
置换蒸煮系统是一种高效节能的间歇式制浆技术。在置换蒸煮过程中,有效控制其顶部和底部药液的温差是保证纸浆质量的重要生产条
近年来,研究人员针对制浆造纸过程具有的时变性、大滞后、多干扰、非线性、数学模型不确定等难点,将自动控制技术尤其是智能控制技术应用其
本课题基于置换蒸煮系统温差串级控制仿真模型,提出了一种基于模糊控制算法与粒子群优化算法的蒸煮锅温差自适应PID控制方法,用以提高控制系统的鲁棒性与自适应性,获得全局最优控制效果,并开展扰动分析与模型失配分析,通过与传统的PID控制算法和模糊控制算法进行对比,验证新方法的控制性能,对制浆过程中置换蒸煮系统的设计有一定应用价值。
本节针对制浆造纸过程具有时变、大滞后、非线性等特点,基于置换蒸煮的工作流程,分析了置换蒸煮流程中热量交换与温度调节机理,研究了温差控制系统设计方案和相应的控制器控制策略。
在基于置换蒸煮技术的制浆过程中,蒸煮液采用循环加热的方式进行蒸煮,工作流程如
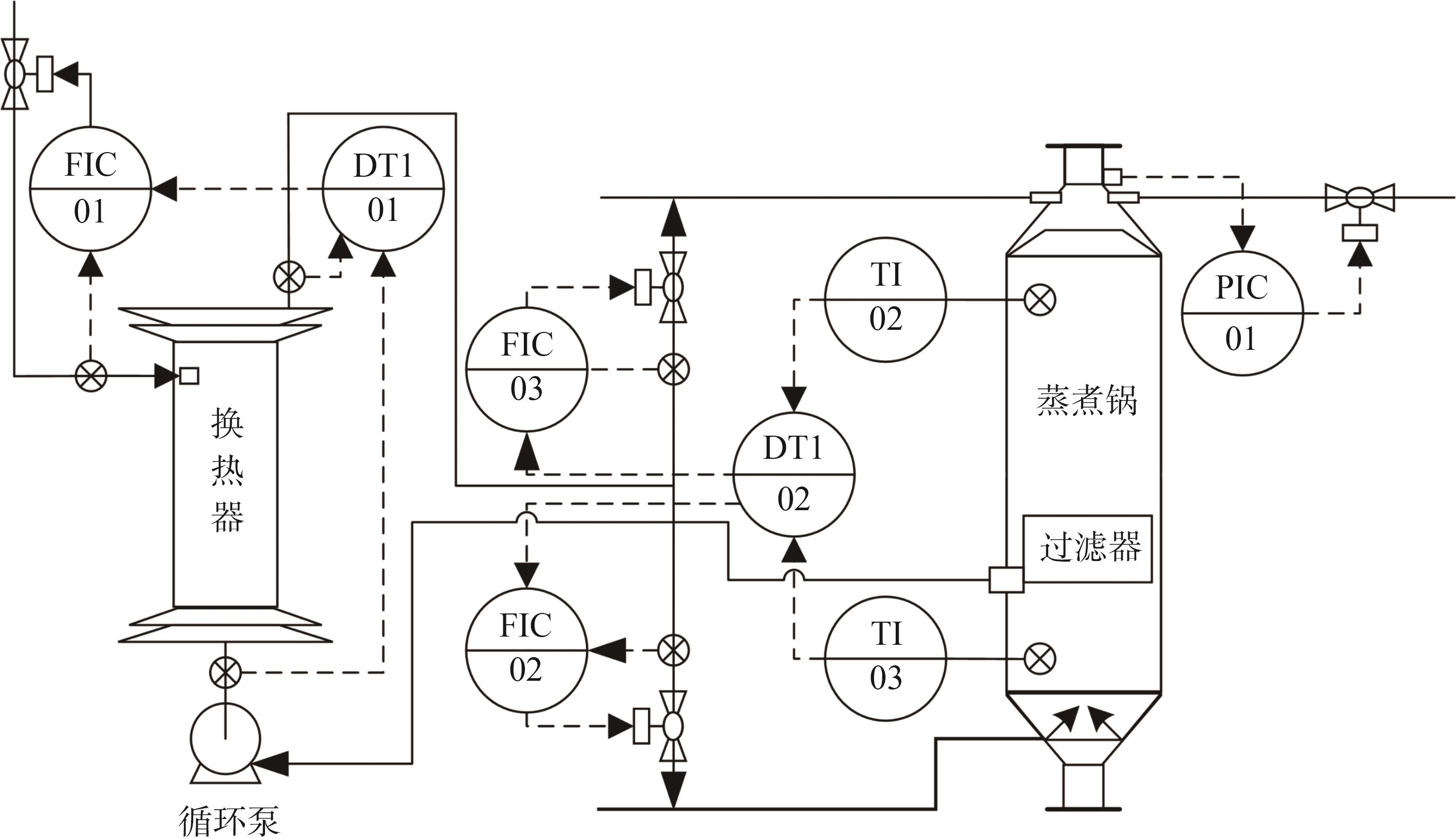
图1 置换蒸煮流程
Fig. 1 Replacement cooking process
基于上述流程可知,在置换蒸煮系统的升温、保温过程中,主要通过改变蒸煮锅顶部和底部的回流流量来实现蒸煮锅内液体温度的一致
针对置换蒸煮锅温差控制系统具有的滞后和时间常数大、外部干扰作用强且频繁、负载变化大及对控制性能要求较高等特点,本课题采用温度环与流量环组成的串级双闭环温差控制方案,以减小置换蒸煮锅内部药液的温差,具体控制方案框图如
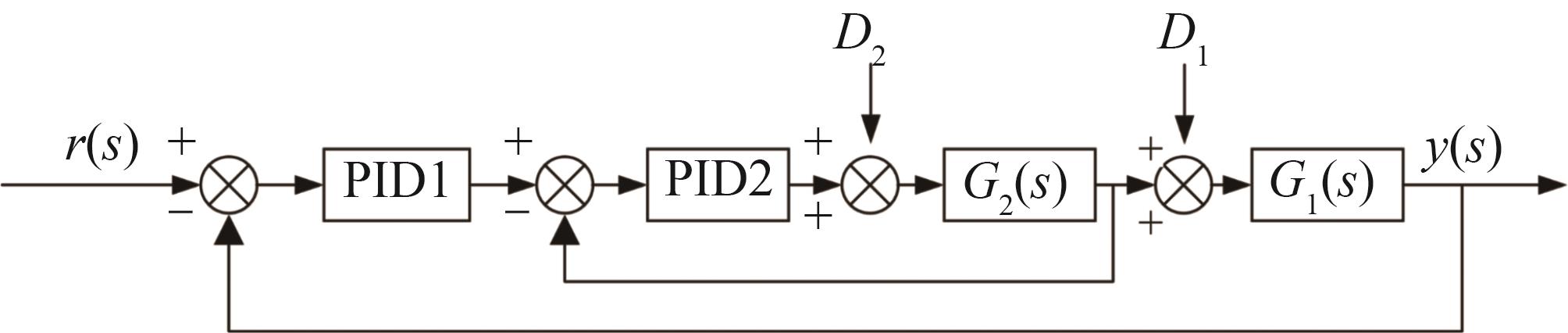
图2 置换蒸煮系统串级双闭环温差控制方案
Fig. 2 Displacement digester temperature difference control system
结合置换蒸煮工艺流程,置换蒸煮系统存在以下控制难点:①由于置换蒸煮锅是一种内部结构复杂、体积庞大的密闭容器,难以建立高精度的仿真模型;②温度对象为严重滞后的被控对象,实时控制的难度大;③被控对象受到多种因素的影响,其模型实时变化,使得被控对象具有非线性特点。常规PID控制器虽然具有结构简单、操作方便等优点,广泛应用于多种工业领域,但仍存在很多局限性,如需要精确的被控对象数学模型,抗干扰能力弱、自适应能力差等,尤其是当被控对象的模型失配时,将难以满足工作要求。综上所述,常规PID控制器难以满足置换蒸煮系统对控制系统的响应速度、控制精度、系统适应性与稳定性等方面的要求。本节基于模糊控制与PSO优化算法,分别设计3种控制方案以比较其控制效果。
PID控制器具有结构简单、可靠性高和适用范围广等优点,已成为目前工业控制领域中应用最广泛的控制

图3 PID控制系统
Fig. 3 PID control system
本课题通过对置换蒸煮过程的特性分析与研究,采用模糊自适应PID控制器作为蒸煮锅温差串级控制系统的主控制器,以提高蒸煮锅温差控制系统在蒸煮锅药液和料片发生变化时的动态性能和抗干扰能力。模糊PID控制器由模糊控制器与PID控制器组成,其控制系统结构如
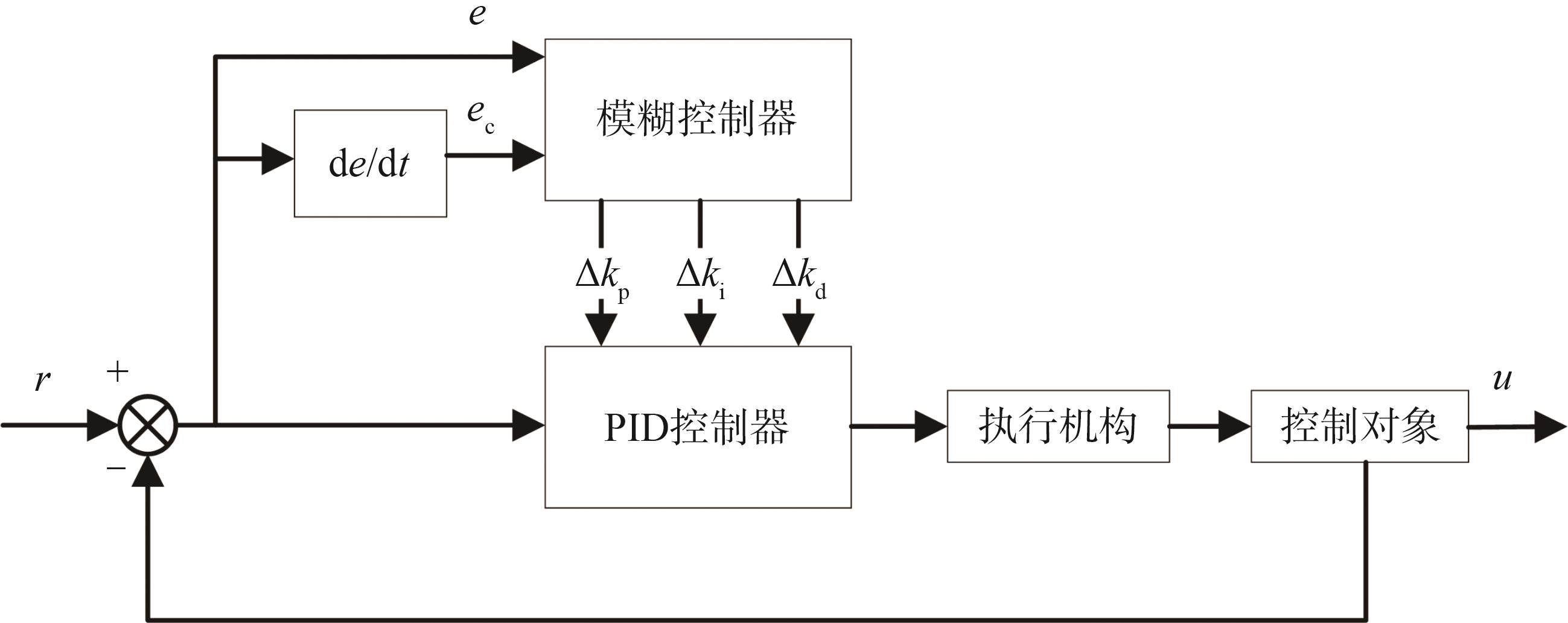
图4 模糊控制PID控制器原理图
Fig. 4 Fuzzy PID controller diagram
经过模糊算法处理后的PID控制器3个参数计算如
| (5) |
式中,、和为算法初始值;、和为3个参数的修正量。
通过引入3个参数的修正量,模糊PID控制算法可根据模糊推理系统对PID控制器的参数进行动态调整,使其在系统受到扰动时保证控制效果的稳定性。
基于模糊控制器参数的设计原则,模糊控制器的输入参数是温差误差e及其变化率ec,输出参数为PID控制器的3个参数的修正量。其隶属度函数如
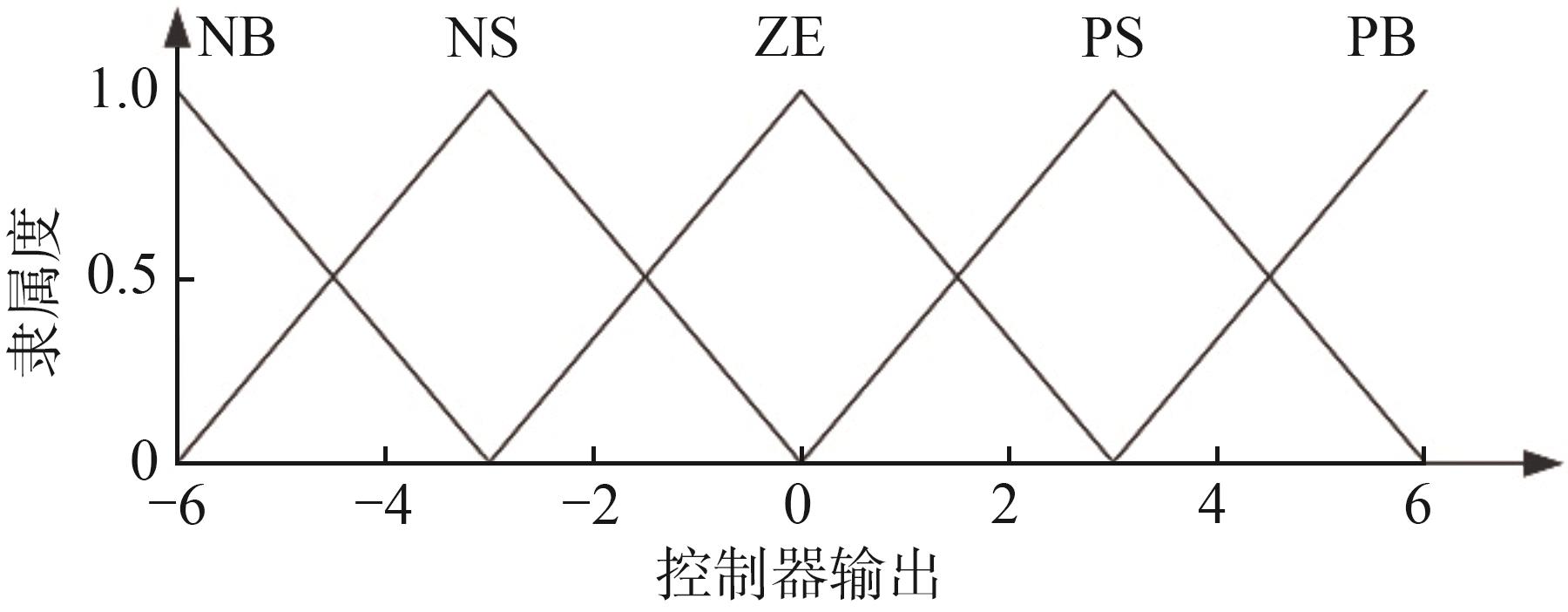
图5 温差误差e和误差变化率ec隶属度函数
Fig. 5 Membership function of temperature difference error e and error change rate ec
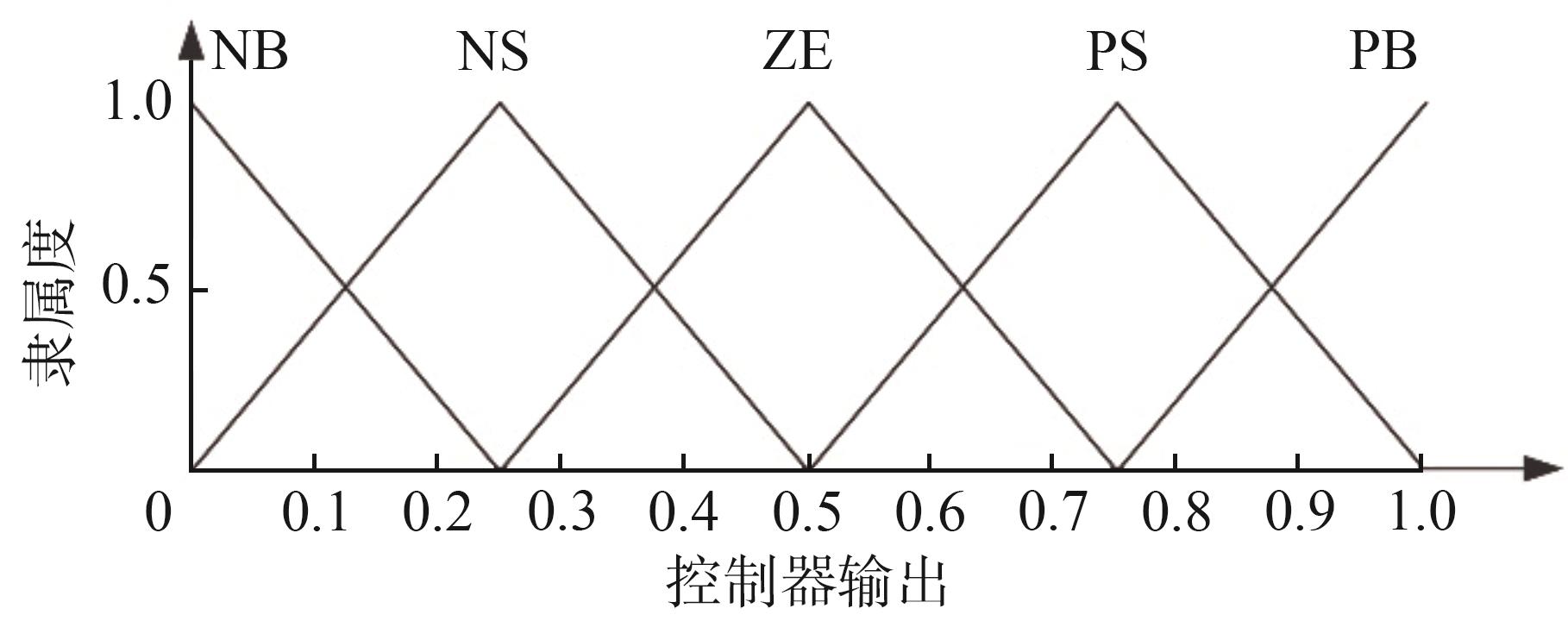
图6 kp、ki、kd隶属度函数
Fig. 6 Membership function of kp,ki,kd
模糊控制器虽然可以实时调整PID控制器的3个参数,实现置换蒸煮系统的温差自适应控制,使系统具有更好的鲁棒性,但模糊PID控制器参数的初始值仍需人工设置,对控制精度影响很大。此外,由于在模糊PID控调器初始值的调参过程中一般采用经验试凑法、临界振荡法(Z-N法)、临界比例度法、频域分析法等方法,需要使用者具有丰富的理论知识和调参经验,并且调参过程需要花费大量的时间,调参结果也往往陷于局部最优解,影响控制效果。为解决初始值优化易陷入局部最优解的难题,本课题在模糊PID控制器基础上进一步引入PSO算法优化控制器的初始值,参数空间分别为[0,100],[0,1],[0,50]。
PSO算法是一种基于鸟群捕食活动启发而深化发展的优化算法。通过持续地跟踪全局最优解,该算法可以更新粒子的速度和位置。具有迭代过程简单、易于实现以及快速收敛等优点。每个粒子都是1个属于N维空间的解向量,设x和v代表第i个粒子的空间位置和速度,则在t时刻,位置与速度的计算如
| (6) |
| (7) |
式中,p为最优解,c1、c2和ω分别代表学习因子与权重系数;r为区间[0,1]内的随机数。下标i、g、d分别代表个体、全局与维度。PSO算法优化模糊PID参数流程如
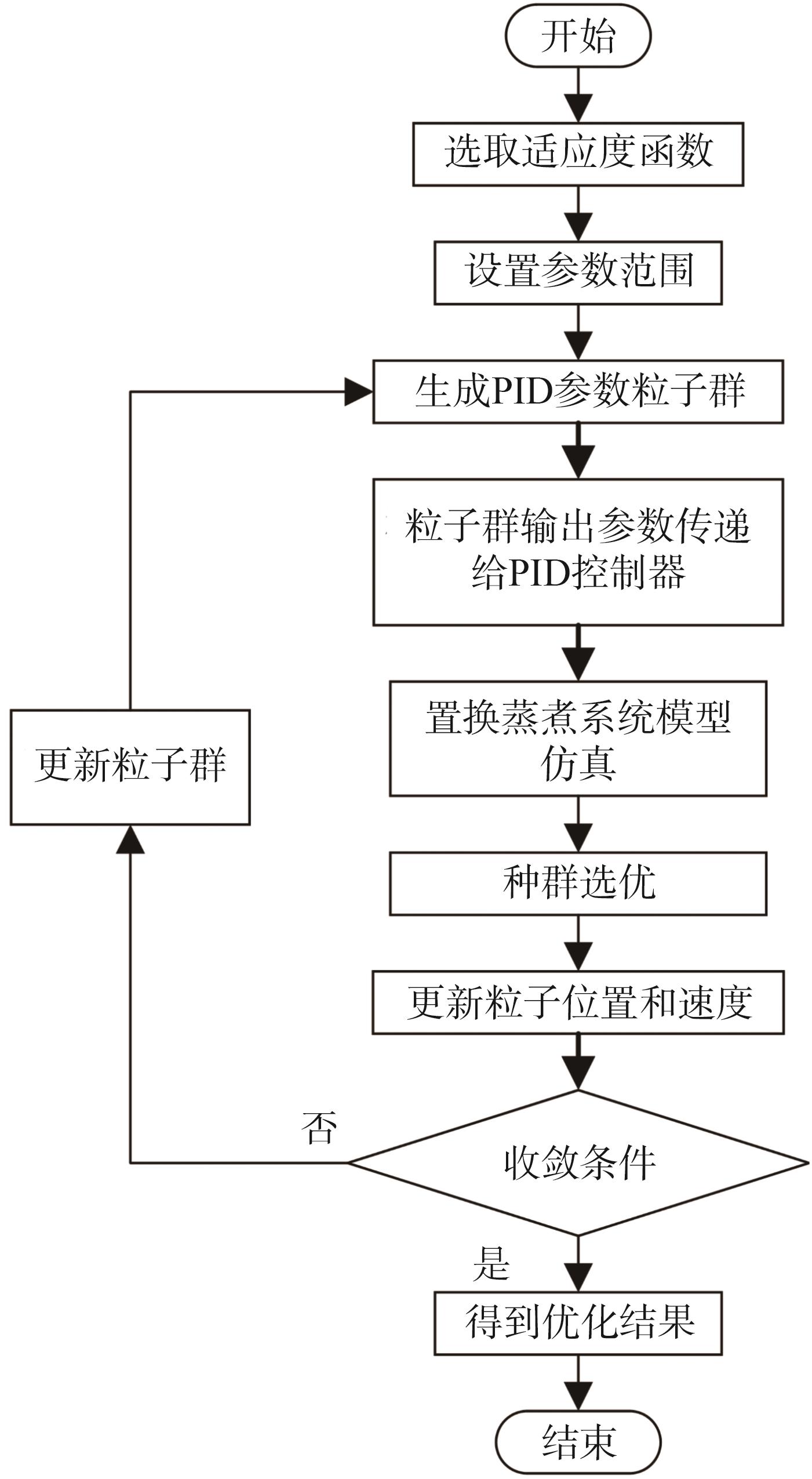
图7 PSO算法优化模糊PID参数流程
Fig. 7 PSO algorithm optimization process of fuzzy PID parameter
(a) 初始化优化模型参数,给定PID控制器的kp0、ki0和kd0 3个待优化参数的取值范围,并设置粒子更新速度计算公式中的学习因子与权重系数。
(b) 将种群中每个粒子的参数分别导入到模糊PID控制器,仿真后计算适应度。
(c) 计算将要更新粒子的速度,并进一步更新其位置,得到新的粒子群。
(d) 基于置换蒸煮系统仿真模型,计算每个粒子的适应度,筛选出温差控制效果最好的粒子,并将其结果与上一代种群比较,保留适应度较小的一组。
(e) 判断是否满足终止条件。如果未达到优化要求,则继续更新粒子群,继续下一轮仿真计算;如果满足优化要求,则输出优化。
引入PSO算法优化模糊PID控制器初始值后的控制器原理如
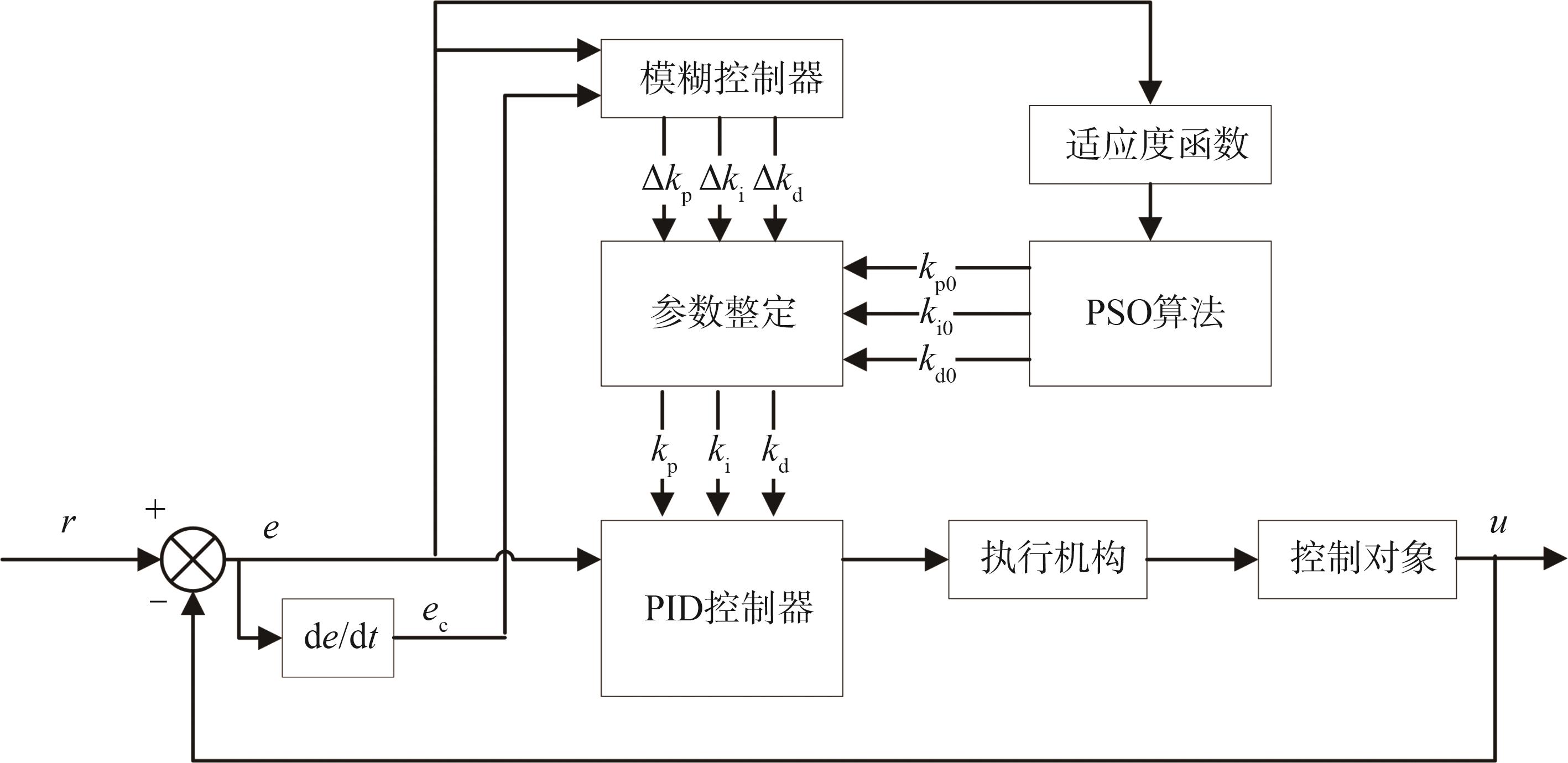
图8 PSO-模糊PID控制算法
Fig. 8 Fuzzy PID control algorithm based on PSO
基于
在控制理论中,阶跃响应能很大程度上反应控制系统的动态特性,所以是分析控制系统时十分重要和常用的响应类型。基于经验整定的方法确定PID控制器的参数kp、ki、kd分别为70、0.2、20,PSO算法化后的PID参数分别为57.6、0.21、30.5。3种控制方法的阶跃响应曲线如
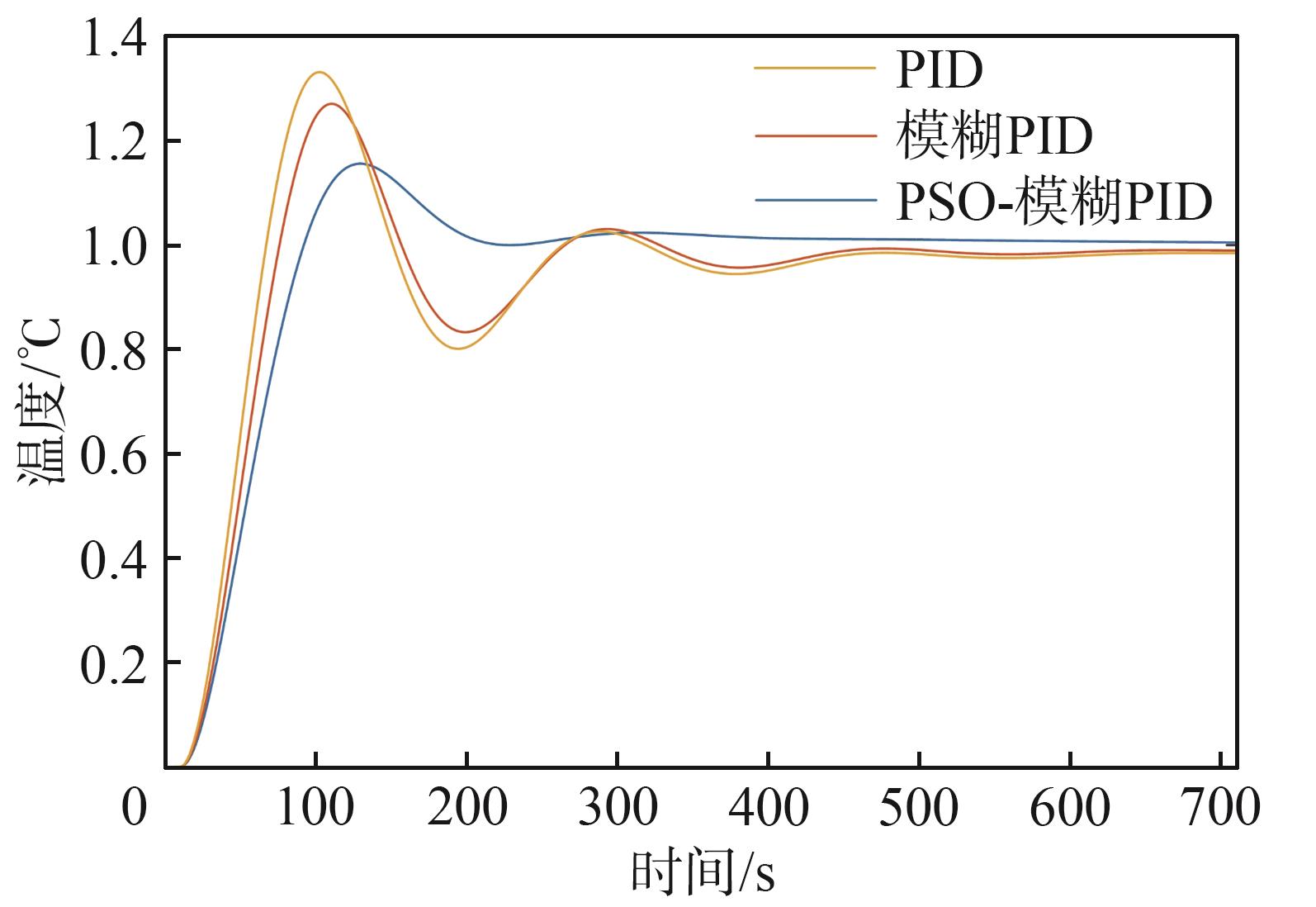
图9 阶跃信号下3种控制策略响应曲线
Fig. 9 Step response curves of three control strategies
由
在制浆造纸过程中,一些不确定因素会导致置换蒸煮锅的温度产生扰
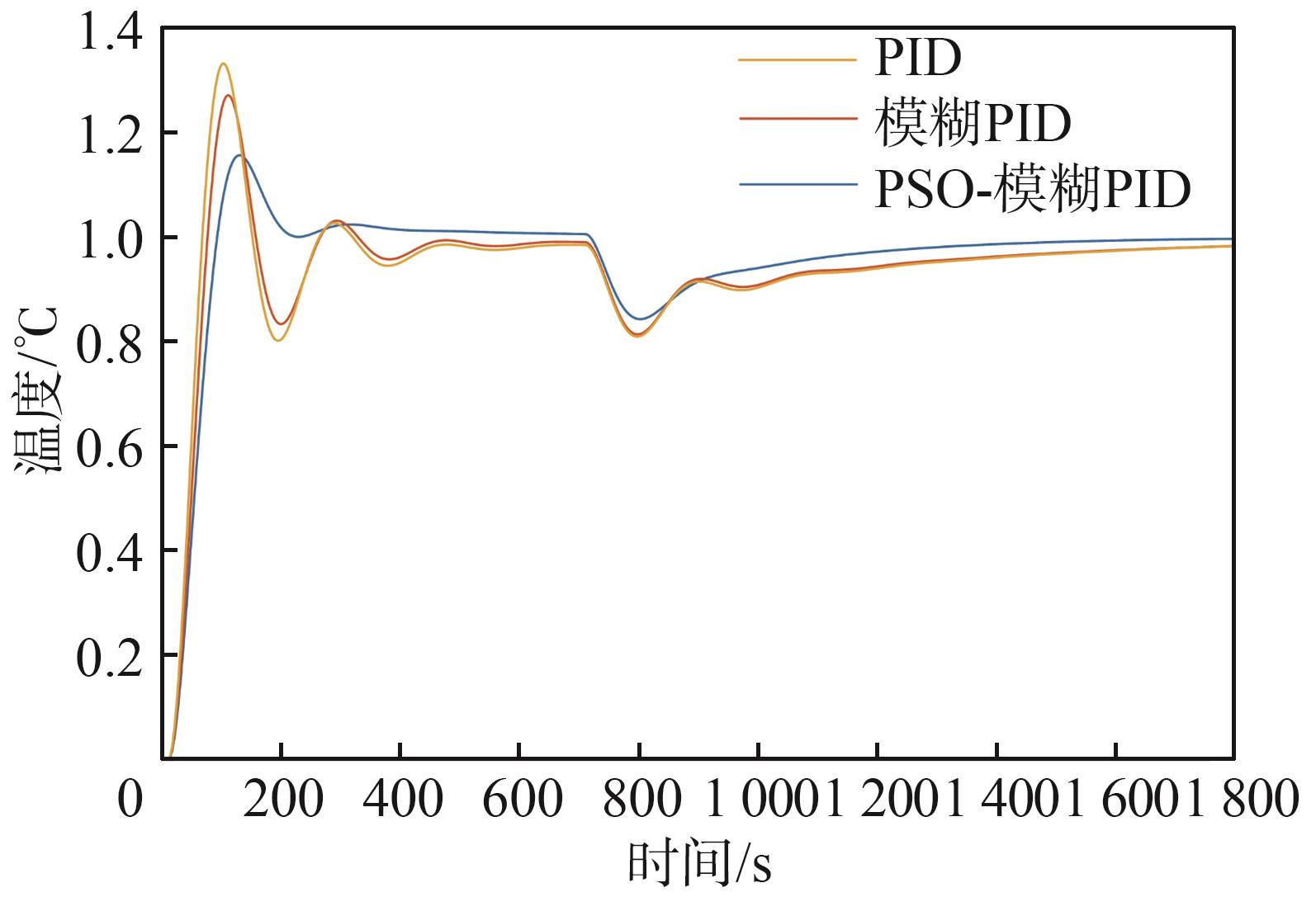
图10 扰动工况下3种控制策略响应曲线
Fig. 10 Response curves of three control strategies under disturbance conditions
由
在实际的工业生产中,被控对象因受到多种因素的影响,出现模型失配的问题,导致其模型参数实时变化,即模型摄
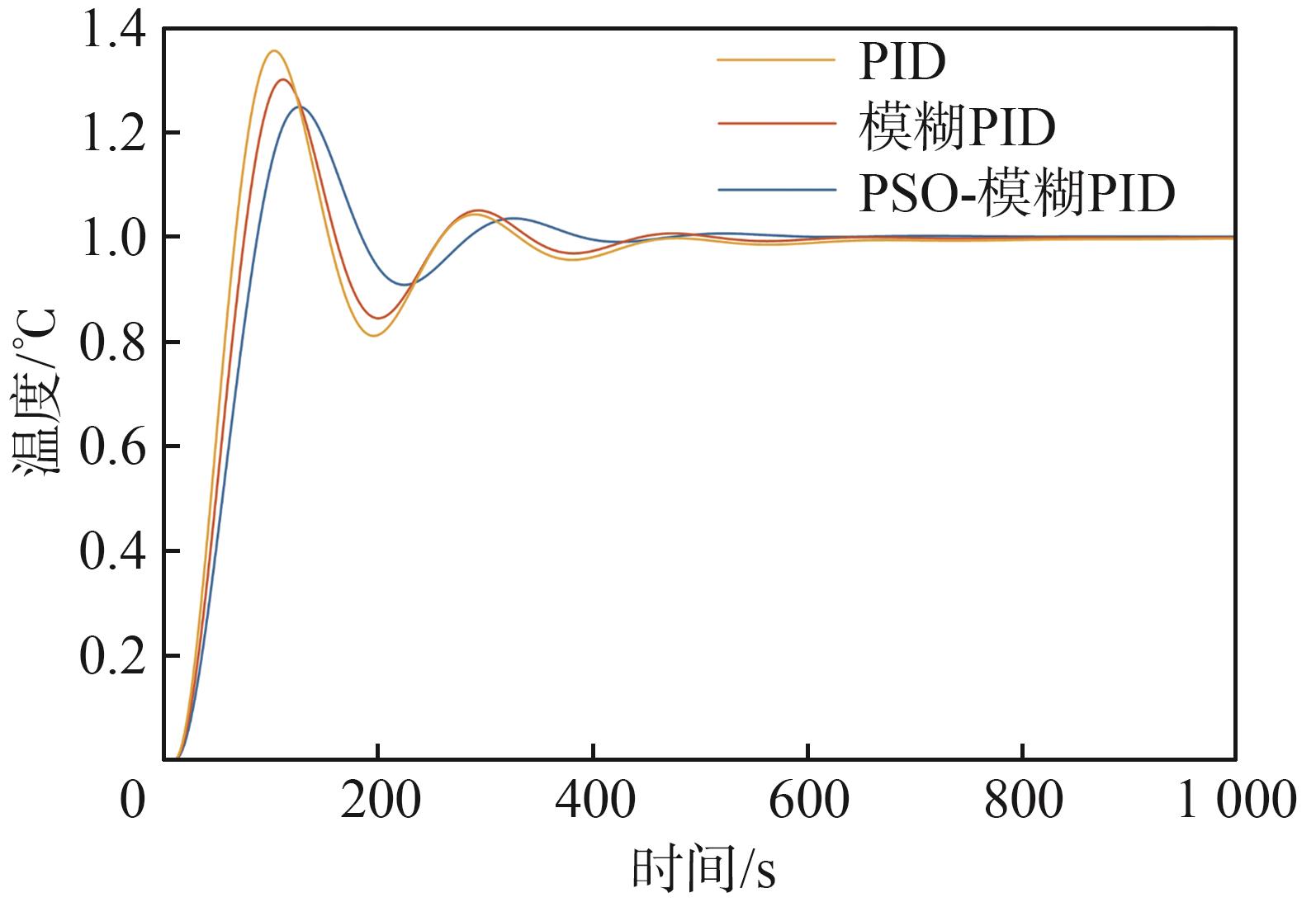
图11 滞后失配工况下3种控制策略响应曲线
Fig. 11 Response curves of three control strategies with hysteresis mismatch model
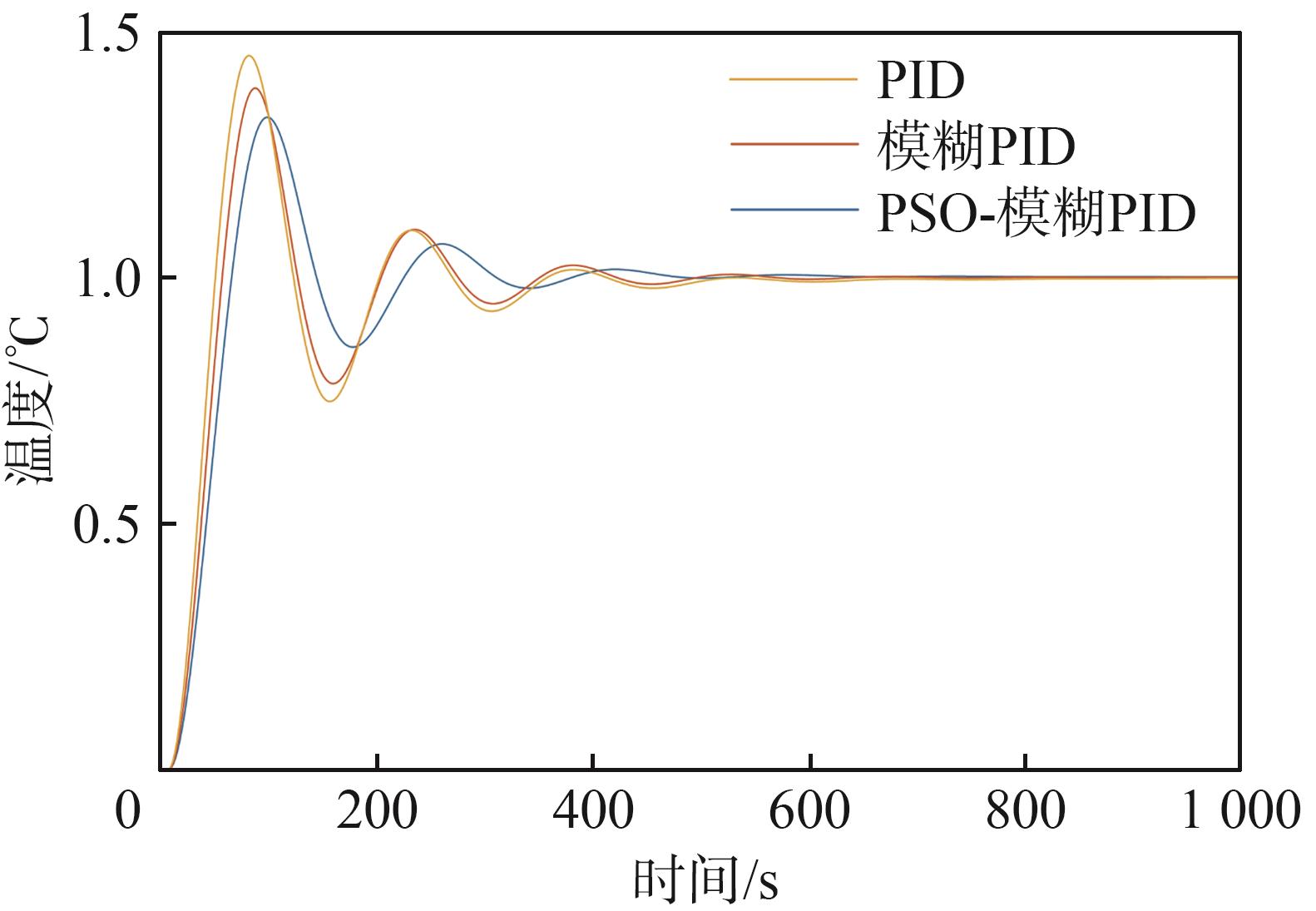
图12 增益失配工况下3种控制策略响应曲线
Fig. 12 Response curves of three control strategies with gain mismatch model
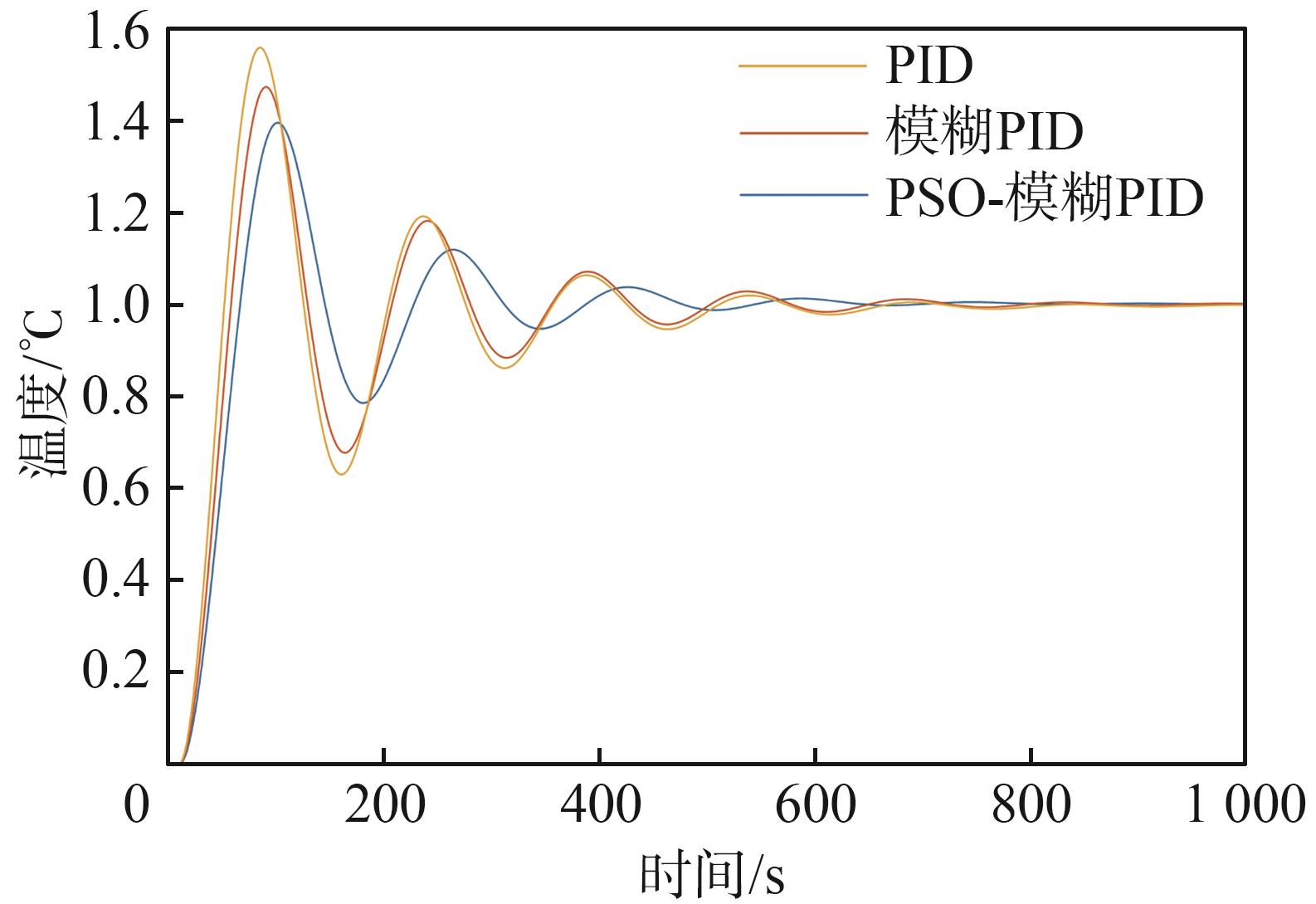
图13 混合模型失配工况下3种控制策略响应曲线
Fig. 13 Response curves of three control strategies with mixed mismatch model
本课题提出了一种基于模糊控制算法与粒子群优化算法的置换蒸煮系统温差自适应PID控制方法,并在Matlab/Simulink环境下对置换蒸煮系统进行了建模与仿真分析,对其温差控制过程进行了研究。
4.1 在阶跃输入工况下,PSO-模糊PID控制器的综合性能最好,能够最快的将系统温差稳定在最佳值附近,有效保持蒸煮立锅内药液温度的一致性。
4.2 PSO-模糊PID控制系统在受到相同阶跃扰动时,变化幅值比PID控制器少20%,调节时间比PID控制器低73.33%,鲁棒性最好。
4.3 模型出现迟滞、增益和混合失配工况下,PSO-模糊PID控制器调节时间最短,因模型失配产生的温差突变最小,控制效果最好。
参 考 文 献
王震. 溶解浆置换蒸煮过程控制策略研究及实现[D]. 西安:陕西科技大学, 2015. [百度学术]
WANG Z. Research and implementation of control strategy for dissolving pulp displacement cooking process [D]. Xi’an:Shaanxi University of Science and Technology, 2015. [百度学术]
黄俊梅, 汤伟, 许保华, 等. 置换蒸煮系统(DDS)的发展及应用[J]. 化工自动化及仪表, 2010, 37(8): 1-6. [百度学术]
HUANG J M, TANG W, XU B H, et al. Developmwnt and Application of Displacement Digester Syste [J]. Control and Instruments in Chemical Industry, 2010, 37(8): 1-6. [百度学术]
杨星奎. DDS置换蒸煮控制系统的研究与实现[D]. 西安:陕西科技大学, 2019. [百度学术]
YANG X K. Research and implementation of DDS displacement cooking control system [D]. Xi’an:Shaanxi University of Science and Technology, 2019. [百度学术]
张秦. 基于PCS7的溶解浆DDS控制系统设计与应用[D]. 西安:陕西科技大学, 2013. [百度学术]
ZHANG Q. Research and implementation of DDS displacement cooking control system [D]. Xi’an:Shaanxi University of Science and Technology, 2013. [百度学术]
汤伟, 张诚, 冯波, 等. 造纸工业高级控制技术和先进控制系统综述[J]. 中国造纸, 2020, 39(8): 14-25. [百度学术]
TANG W, ZHANG C, FENG B, et al. Review of Advanced Control Technologies and Modern Control Systems for Paper Industry [J]. China Pulp & Paper, 2020, 39(8): 14-25. [百度学术]
贾歆玮, 田龙, 唐艳军. 智能PID控制技术在制浆造纸过程中的应用进展[J]. 纸和造纸, 2020, 39(2): 6-10. [百度学术]
JIA X W, TIAN L, TANG Y J. Application and Development of Intelligent PID Control Technology in Pulping and Papermaking Process [J]. Paper and Paper Making, 2020, 39(2): 6-10. [百度学术]
贾歆玮, 唐艳军, 程益民. 基于模糊逻辑的纸张定量水分自适应PID控制[J]. 中国造纸, 2022, 41(4): 85-94. [百度学术]
JIA X W, TANG Y J, CHENG Y M. Adaptive PID Control of Paper Basis Weight and Moisture Based on Fuzzy Logic [J]. China Pulp & Paper, 2022, 41(4): 85-94. [百度学术]
张玉宝, 汤伟, 王孟效. PLC温度控制功能块在造纸工业中的应用[J]. 中国造纸, 2008, 27(1): 41-45. [百度学术]
ZHANG Y B, TANG W, WANG M X. Application of Siemens PLC Temperature Control Function Block in Pulp & Paper Industry [J]. China Pulp & Paper, 2008, 27(1): 41-45. [百度学术]
郭国法. 基于铂热电阻的纸浆蒸球温度模糊控制器设计[J]. 陕西科技大学学报(自然科学版), 2008, 26(1): 95-98. [百度学术]
GUO G F. Design of Embedded Sleep-monitoring Alarm System [J]. Journal of Shaanxi University of Science & Technology(Natural Science Edition), 2008, 26(1): 95-98. [百度学术]
侯晓虎. DDS置换蒸煮过程自动控制系统的研究及应用[D]. 西安:陕西科技大学, 2012. [百度学术]
HOU X H. Research and application of DDS displacement cooking process automatic control system [D]. Xi’an:Shaanxi University of Science and Technology, 2012. [百度学术]
马文明, 王晨煜, 尚苗. 基于模糊分数阶PID的蒸煮药液温度控制[J]. 中国造纸, 2020, 39(10): 60-65. [百度学术]
MA W M, WANG C Y, SHANG M. Temperature Control of Cooking Liquor Based on Fuzzy Fractional PID [J]. China Pulp & Paper, 2020, 39(10): 60-65. [百度学术]
倪锦, 徐文其, 沈建. 旁路调节控制在连续式海参蒸煮设备上的应用研究[J]. 食品与机械, 2015, 31(6): 105-108. [百度学术]
NI J, XU W Q, SHEN J. Application on sea cucumber cooking equipment's control based on bypass adjustment [J]. Food & Machinery, 2015, 31(6): 105-108. [百度学术]
汤伟, 袁志敏, 杨鹏飞, 等. 基于PSO算法的PID控制器参数优化及其在置换蒸煮立锅温差控制中的应用[J]. 中国造纸学报,2016,31(4):39-43. [百度学术]
TANG W, YUAN Z M, YANG P F, et al. Optimization of PID Controller Parameters Based on PSO Algorithm and Its Application in Temperature Control of Displacement Cooking Digester [J]. Transactions of China Pulp and Paper, 2016,31(4):39-43. [百度学术]
侯晓虎, 汤伟, 许保华,等. 基于模糊自整定PID的置换蒸煮锅温差控制系统的设计[J].造纸科学与技术, 2012, 31(4): 67-70. [百度学术]
HOU X H, TANG W, XU B H, et al. Design of Displacement Digester Temperature Difference Control System Based on Fuzzy Self-adjusting PID [J]. Paper Science & Technology, 2012, 31(4): 67-70. [百度学术]
王蕊, 苗宝增, 王秀英. 造纸生产积分分离PID串级温度控制器[J].中国造纸, 2009, 28(6): 70-72. [百度学术]
WANG R, MIAO B Z, WANG X Y. Integral Separation PID Cascade Temperature Controller for Paper Production [J]. China Pulp & Paper, 2009, 28(6): 70-72. [百度学术]
KIRBY R L. Adaptive temperature control of a batch digester [J]. Process Control News (for the Pulp and Paper Industries), 1999, 19(5): 1. CPP [百度学术]