摘要
通过生产线高浓磨浆、生产线高浓磨浆+实验室低浓打浆、生产线低浓磨浆、实验室低浓打浆4种工艺,分别获得混合高浓浆、混合高浓+低浓浆、混合低浓浆和实验室浆,研究了不同打浆工艺对漂白针叶木浆和漂白阔叶木浆混合浆(质量比30∶70)纤维性能及卫生用纸手抄片物理性能的影响。结果表明,与混合低浓浆相比,混合高浓浆的细小纤维含量少,纤维扭结较明显,制备的手抄片松厚度、柔软度及吸水性较好;混合高浓+低浓浆纤维扭结指数更大,细小纤维含量更低;其中,生产线高浓浆的浆浓为18%时,混合高浓+低浓浆手抄片的抗张指数、松厚度、柔软度及吸水性均优于混合低浓浆手抄片;混合高浓+低浓浆手抄片(长纤配比30%,打浆度23 °SR)与实验室浆手抄片(长纤配比35%,打浆度23 °SR)的抗张指数和吸水性相近,松厚度高5.7%、柔软度低27.6%。
我国是人口大国,木材资源短缺,森林覆盖率较低,远低于美国(34%)和欧盟(44%
受木材资源及制浆工艺影响,生活用纸所用浆料主要依赖进口,尤其是漂白针叶木浆;然而受国际形势和通货膨胀影响,价格波动较大。由于漂白针叶木浆价格较高,在实际生产中为了压缩生产成本,需要考虑降低漂白针叶木浆的使用量;同时,为保障纸张物理强度,防止在磨浆过程中,细小纤维含量快速上升,导致白水浓度升高、纸张松厚度下降、纸尘严重等负面影响,不能过度磨浆。低浓磨浆时,盘磨刀片能够直接作用于单根纤维上,使单根纤维经受较多的机械力作用,进而被压溃、细纤维化和切
本研究利用生产线高浓磨浆机对漂白针叶木、漂白阔叶木混合浆进行高浓磨浆(简称混合高浓)处理,进一步在实验室Valley打浆机中进行低浓打浆(简称混合高浓+低浓)处理,对混合高浓浆及混合高浓+低浓浆进行纤维性能分析,并分别抄造手抄片,与生产线混合低浓磨浆(简称混合低浓)处理浆料制备的手抄片,以及不同纤维配比的实验室混合低浓打浆工艺获得的浆料(简称实验室浆)的手抄片物理性能进行对比分析,探讨混合高浓+低浓工艺在生活用纸方面的潜在优势,总结适用于生产线的纤维原料磨浆工艺,为生活用纸企业在改善卫生用纸产品质量、降低生产成本等方面提供参考。
漂白化学针叶木浆板(长纤)和漂白化学阔叶木浆板(短纤)均取自国内某企业。混合高浓工艺在工厂生产线上,采用高浓磨浆机完成,得到混合高浓浆(磨浆浆浓分别为18%、21%、24%,长纤质量分数30%);混合低浓浆(磨浆浆浓4%,长纤质量分数30%)取自工厂生产线。
YC350型高浓磨浆机,湖南正达纤科公司;Rapid-Köthen型自动纸页成型器,奥地利PTI公司;2575-Z型鼓式干燥器,日本KRK公司;P40130型Valley打浆机,瑞典L&W公司;95568型纸浆标准解离器,奥地利PTI公司;纤维质量分析仪,瑞典L&W公司;XWY-Ⅶ型纤维仪,珠海华伦造纸科技有限公司;DCP-KZ1000型抗张强度仪、DCP-HDY04型厚度仪、DCP-RRY1000型柔软度仪,四川长江造纸仪器有限责任公司。
取漂白化学针叶木浆和漂白化学阔叶木浆按照不同纤维配比(长纤质量分数分别为35%、30%、25%),利用实验室Valley打浆机进行低浓打浆,打浆浆浓1.57%,收集打浆后浆料备用。本研究所用工艺及所得浆料如
| 浆料 | 工艺 | 长纤质量分数/% | 生产线磨浆浆浓/% | 实验室打浆浆浓/% |
|---|---|---|---|---|
| 混合高浓浆 | 生产线高浓磨浆 | 30 | 18、21、24 | |
| 混合高浓+低浓浆 | 生产线高浓磨浆+实验室低浓打浆 | 30 | 18、21、24 | 1.57 |
| 混合低浓浆 | 生产线低浓磨浆 | 30 | 4 | |
| 实验室浆 | 实验室低浓打浆 | 35、30、25 | 1.57 |
将浆料稀释至一定浓度,在自动纸页成型器中进行抄片,手抄片定量分别为60 g/
图1 手抄片的外观形貌
Fig. 1 Appearance of handsheets
在磨浆机磨浆间隙、转速和喂料量一定时,对混合浆料进行高浓磨浆(长纤质量分数30%),得到混合高浓浆,并与相同配比的混合低浓浆的纤维形态进行对比,结果如
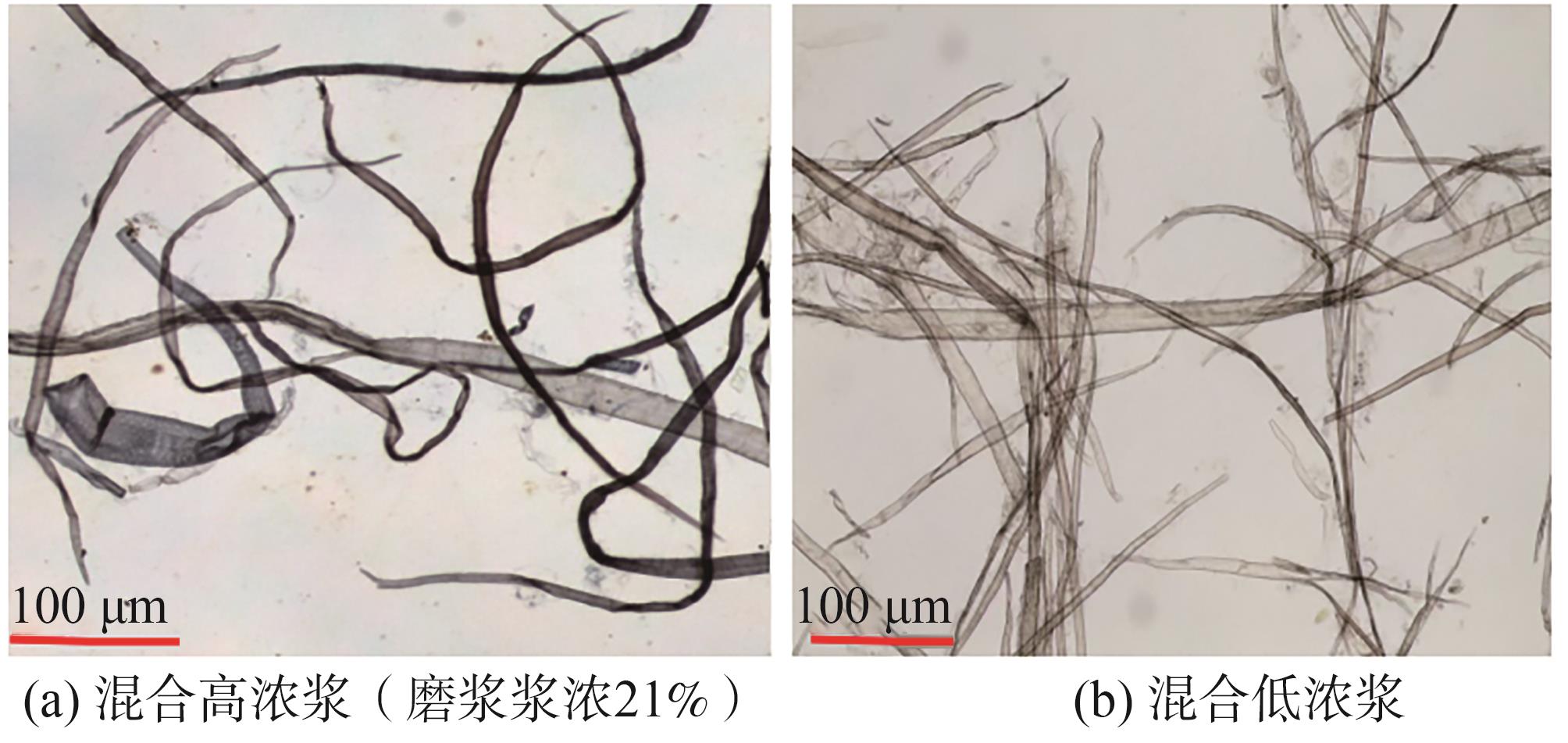
图2 混合高浓浆与混合低浓浆的纤维形态
Fig. 2 Fiber morphology of mixed high-concentration pulp and mixed low-concentration pulp
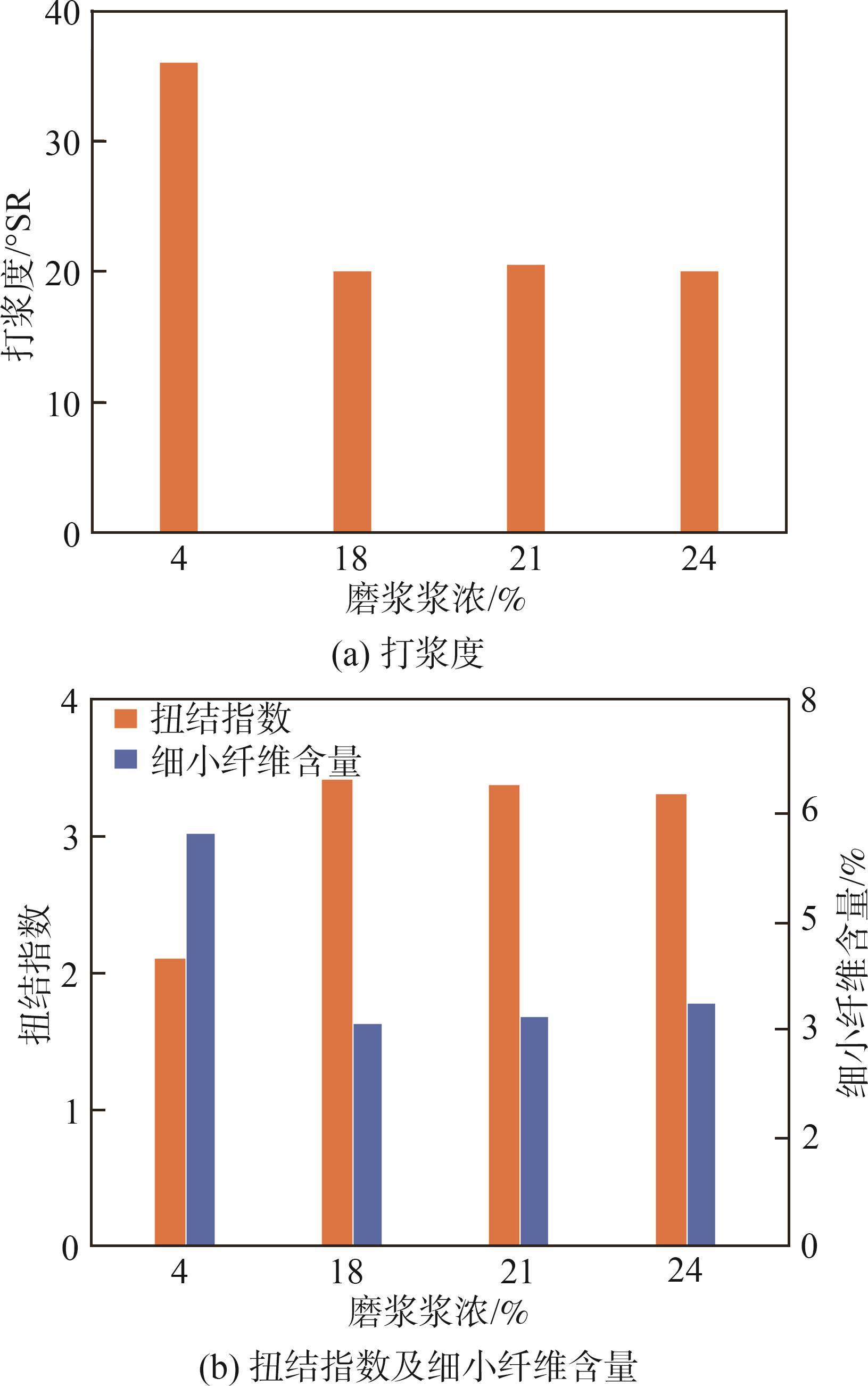
图3 磨浆浆浓对纤维性能的影响
Fig. 3 Effect of refining consistency on fiber characteristics
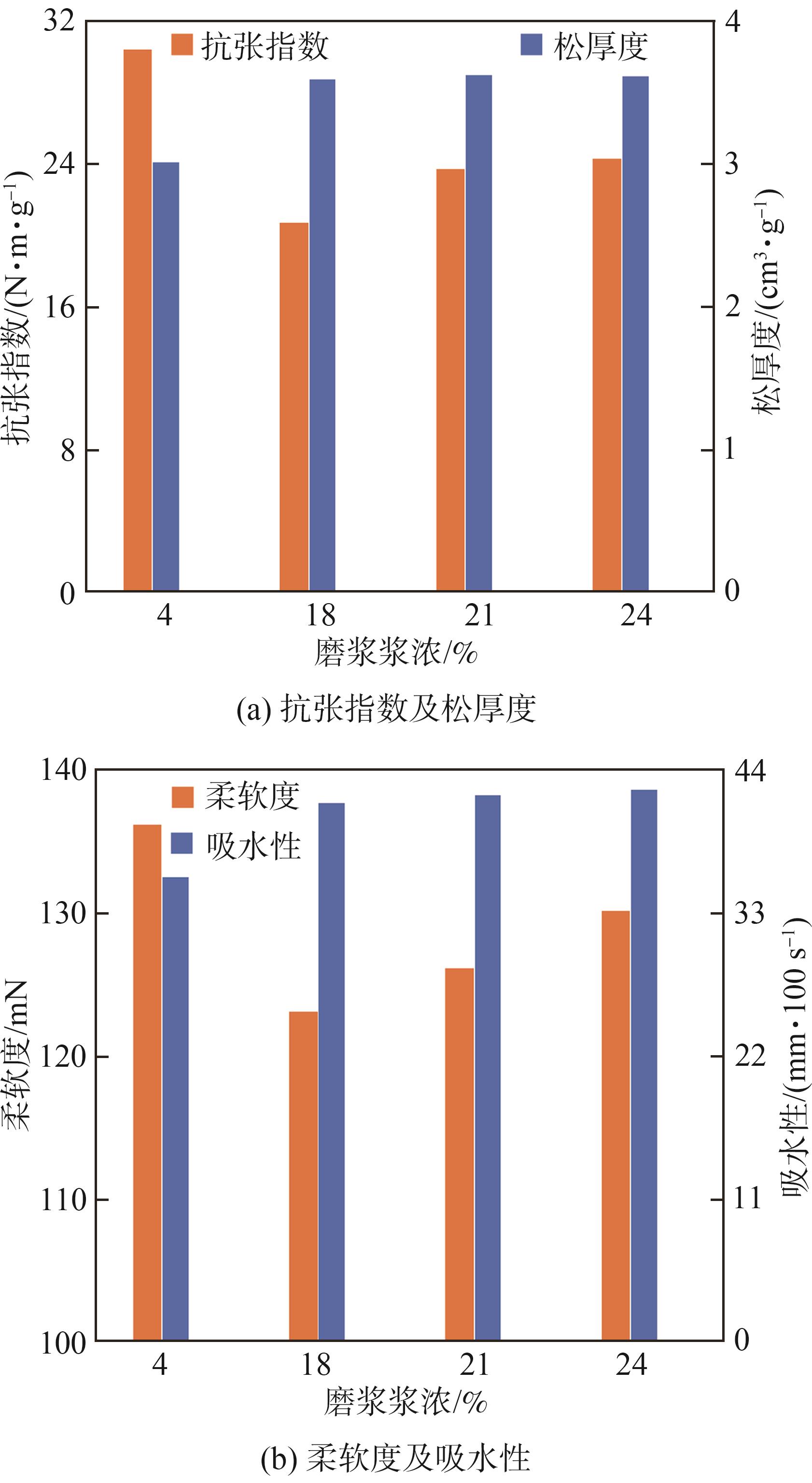
图4 磨浆浆浓对手抄片性能的影响
Fig. 4 Effect refining consistency on handsheets properties
从
从
从
混合高浓浆手抄片松厚度、柔软度和吸水性均优于混合低浓浆手抄片,且随磨浆浓度的提高,混合高浓浆手抄片松厚度、吸水性变化不大,柔软度值略有升高,但仍然低于混合低浓浆手抄片。
混合高浓浆手抄片强度性能较差,但松厚度、柔软度和吸水性较好;因此,混合高浓浆在制备需要较高松厚度及柔软度的卫生用纸时具有一定的优势。将混合高浓浆进行实验室低浓打浆处理,考察混合高浓+低浓浆纤维性能和手抄片物理性能的变化规律,并与混合低浓浆手抄片物理性能进行对比分析,结果如
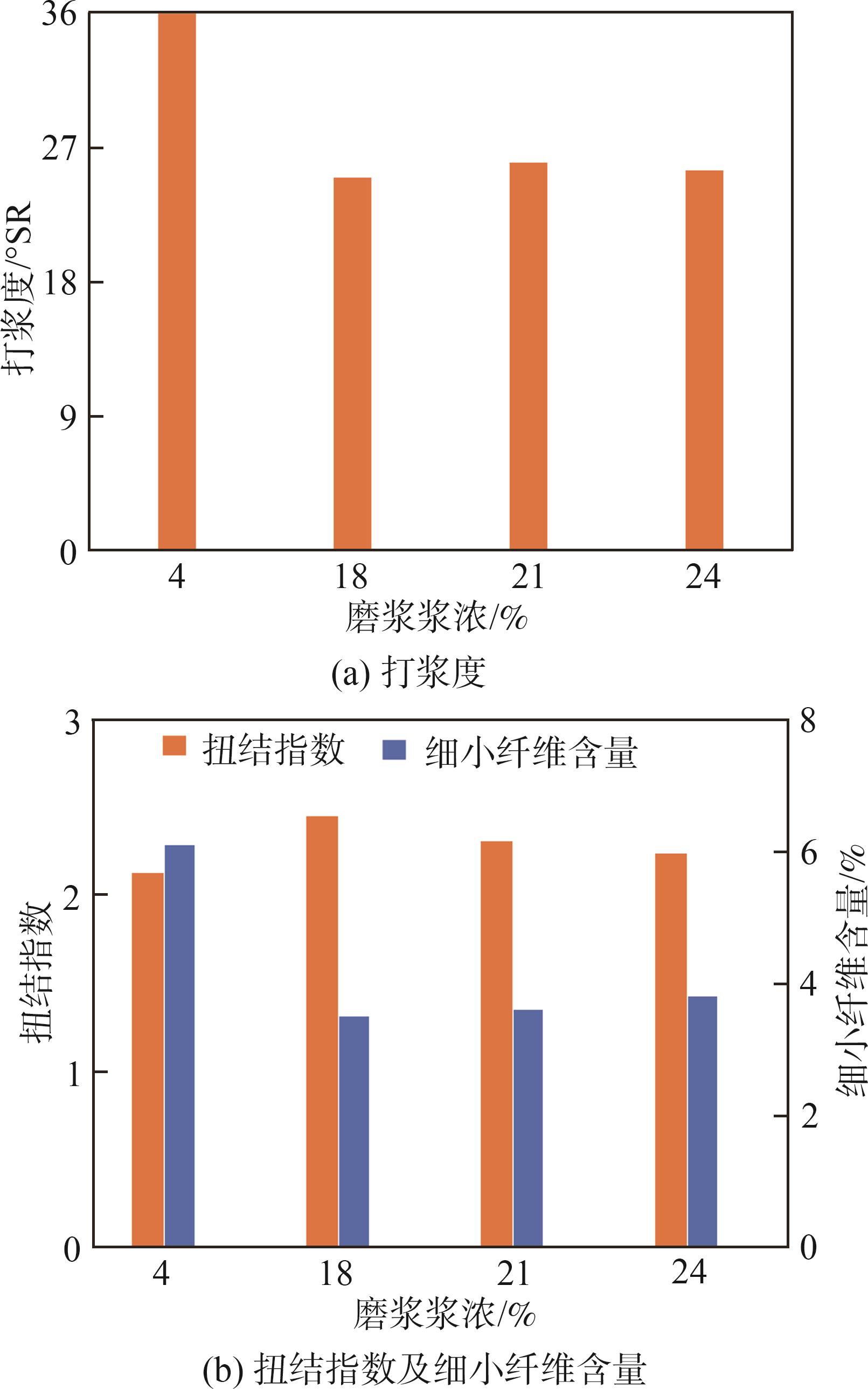
图5 混合高浓+低浓浆的纤维性能
Fig. 5 Fiber properties of mixed high-consistency + low-consistency pulp

图6 混合高浓+低浓浆手抄片的性能
Fig. 6 Handsheets properties of mixed high-consistency + low-consistency pulp
对比
从
利用实验室打浆工艺模拟生产线效果,研究纤维配比(长纤质量分数25%、30%、35%)对实验室浆及其手抄片性能的影响,进一步与混合高浓+低浓浆进行对比,结果如
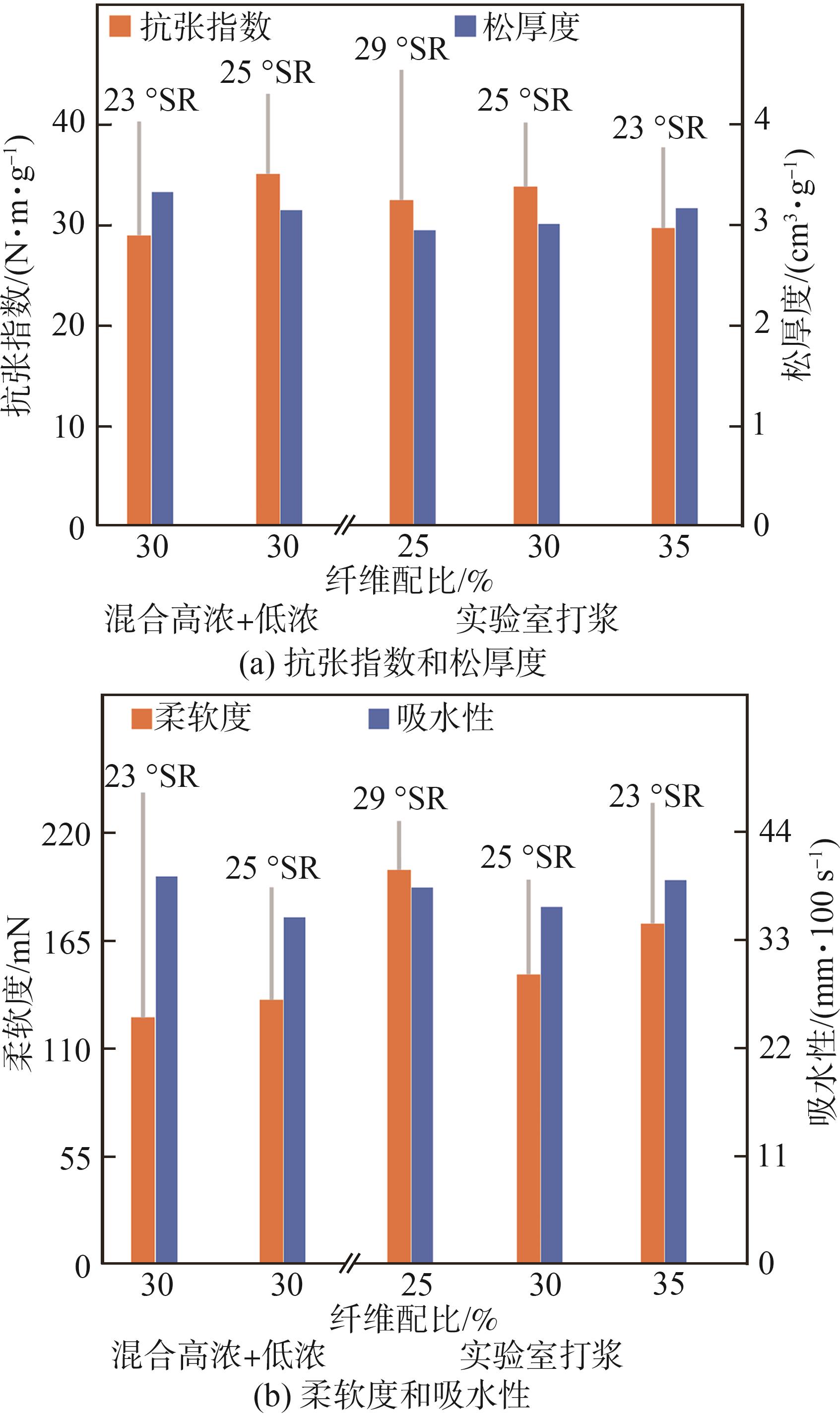
图7 混合高浓+低浓浆与不同长纤质量分数的实验室浆性能对比
Fig. 7 Comparison of performance of lab pulp with different long-fiber ratios and mixed high-concentration+low-concentration pulp
从
长纤质量分数30%、打浆度25 °SR的混合高浓+低浓浆手抄片比长纤质量分数35%、打浆度23 °SR的实验室浆手抄片的抗张指数高16.0%、柔软度低29.0%;比长纤质量分数30%、打浆度25 °SR的实验室浆手抄片的抗张指数高3.7%、松厚度高4.7%、柔软度低8.8%;比长纤质量分数25%、打浆度29 °SR的实验室浆手抄片的抗张指数高7.7%、松厚度高6.7%、柔软度低48.9%,但混合高浓+低浓浆手抄片的吸水性略差,始终低于实验室浆手抄片。
随着长纤质量分数的降低和浆料打浆度的提高,实验室浆手抄片的强度性能虽然有一定程度的增加,但对松厚度和柔软度的负面影响也很明显;随着打浆程度的加剧,细小纤维含量增加,也会加剧生产过程及使用过程的掉毛现象;因此,工厂为降低成本,会减少长纤用量、提高打浆度,虽然此举解决了部分强度指标要求,但由于细小纤维含量的增加带来的对生产及产品的不利影响也愈加突出。综上所述,混合高浓+低浓工艺在提高手抄片强度、松厚度和柔软度方面存在不可替代的作用,但在吸水性方面依然有待提高。
3.1 混合高浓浆的细小纤维含量较少,纤维扭结较明显,分丝帚化主要发生在长纤上;手抄片松厚度、柔软度及吸水性较好,但抗张指数较差。
3.2 混合高浓+低浓浆在打浆度较低(25 °SR)的情况下,即可达到混合低浓浆(打浆度36 °SR)的性能水平,且手抄片强度性能更优。
3.3 打浆度23 °SR时,长纤质量分数30%的混合高浓+低浓浆手抄片的松厚度比长纤质量分数35%的实验室浆手抄片高5.7%、柔软度低27.6%,二者抗张指数相近,说明混合高浓+低浓工艺在降低长纤用量方面有一定优势。
4 参考文献
徐峻.我国制浆造纸行业的绿色发展[J].造纸信息,2023(3):24-28. [百度学术]
XU J.Green Development of Pulp and Paper Industry in China[J]. China Paper Newsletters,2023(3):24-28. [百度学术]
中国造纸工业2023年度报告[R].北京:中国造纸协会,2024:5-8. [百度学术]
2023 Annual Report of China Paper Industry[R].Beijing: China Paper Association,2024:5-8. [百度学术]
曹振雷. 2022年生活用纸行业运行概况[J].中华纸业,2023,44(9):16-18. [百度学术]
CAO Z L.Operation Overview of Tissue Paper Industry in 2022[J].China Pulp & Paper Industry,2023,44(9):16-18. [百度学术]
牛伟娜.生活用纸:2022年价格持续上行 后市博弈持续[J].造纸信息,2023(4):36-37. [百度学术]
NIU W N. Tissue Paper:Prices Continue to Rise in 2022— The After-market Game Continues[J]. China Paper Newsletters,2023(4):36-37. [百度学术]
彭建军,陈铃华,张权,等. 高浓磨浆对阔叶木浆配抄生活用纸性能的影响[C]// 中国造纸学会第十八届学术年会论文集. 北京: 中国造纸学会, 2018: 236-239. [百度学术]
PENG J J,CHEN L H, ZHANG Q,et al.Studies on Application of High Consistency Refining on the Blend Refining Process of the Tissue Paper[C]// Proceedings of the 18th Annual Academic Conference of the Chinese Papermaking Society. Beijing: China Technical Association of the Paper Industry, 2018: 236-239. [百度学术]
张宁,黄一峰,李国华,等.造纸高浓磨浆工艺条件的优化[J].大众科技,2018,20(1):27-29. [百度学术]
ZHANG N,HUANG Y F,LI G H,et al. Optimization of High Consistency Refiner for Papermaking[J].Popular Science &Techonology,2018,20(1):27-29. [百度学术]
石淑兰,何福望,张曾,等.制浆造纸分析与检测[M].北京:中国轻工业出版社,2003:130-131. [百度学术]
SHI S L,HE F W,ZHANG Z, et al.Analysis and Detection of Pulping and Papermaking[M]. Beijing:China Light Industry Press, 2003:130-131. [百度学术]
赵爱威.高浓打浆对纸张性能的影响[J].太原科技,2000(3):37-38. [百度学术]
ZHAO A W. Influence of High Consistency Beating on Paper Function[J].Taiyuan SCI-Tech,2000 (3):37-38. [百度学术]
何北海.造纸原理与工程(3版)[M]. 北京:中国轻工业出版社,2010:27-28. [百度学术]
HE B H. Papermaking Principle and Engineering(Third Edition)[M]. Beijing:China Light Industry Press,2010:27-28. [百度学术]
LORRIE V S. Low consistency refining of mechanical pulps [D]. Vancouver: University of British Columbia,1999. CPP [百度学术]