摘要
本课题提出了一种无损、全方位的成形网透气量检测方法,该方法利用工业相机采集图片数据,通过大津法计算开孔率,并根据开孔率与透气量的关系计算透气量。针对织物52SSB网面进行测试,该方法测得结果与透气仪测得结果最大相对误差为0.33%,可实现无损、全方位检测。
成形网是造纸生产过程中主要的贵重耗材之
成形网分为单层成形网和多层成形网,市售成形网以3层成形网为
机器视觉是智能制造中极为关键的组成部分,使用机器替代人眼和大脑进行测量及判断的方法已逐渐应用到造纸行
目前,造纸网生产厂家采用透气仪检测成形网透气量的具体操作如下:①在成形网进行插接之前,先在首尾处裁下一部分网面样本;②将网面样本放置在
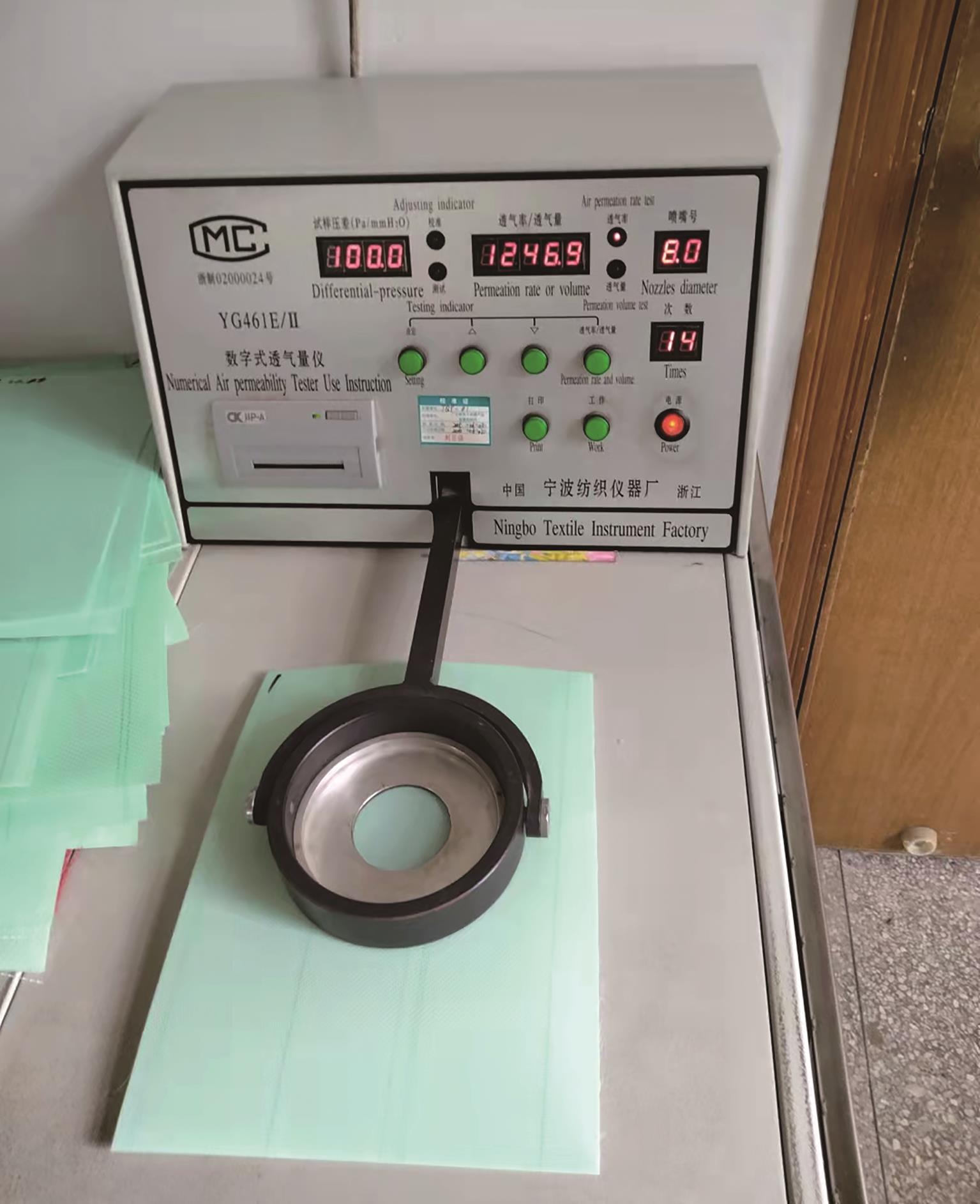
图1 透气仪照片
Fig. 1 Photo of permeability meter
为了克服现有技术的缺点和不足,本课题提出了一种无损、全方位的透气量检测方法。在成形网底部平铺黑色底面,利用成形网上方安装的工业相机采集数据,采用平面光源进行双向打光。亮度调亮后,采集到的图像数据是黑色底面透露孔隙,如

图2 工业相机采集成形网面图
Fig. 2 Photo of forming fabric by industrial camera
大津法(OTSU)是一种确定图像二值化分割阈值的算法,被认为是图像分割中阈值选取的最佳算法。该算法的基本思想是:将图像根据灰度大小,使用某一个阈值,分成目标部分和背景部分2类,当这2类的类内方差最小和类间方差最大时,得到最优的二值化阈值。该算法在光照均匀时,可以得到较好效果。因此,本课题采用OSTU计算开孔率。
本课题采集了织物52SSB网面的不同位置共30处的数据,分别测得透气量及开孔率,结果如
| (1) |
式中,代表开孔率;代表透气量,
| 序号 | 透气量/ | 开孔率 |
|---|---|---|
| 52SSB-1 | 4489 | 0.0325 |
| 52SSB-2 | 4614 | 0.0387 |
| 52SSB-3 | 4583 | 0.0369 |
| 52SSB-4 | 4539 | 0.0345 |
| 52SSB-5 | 4511 | 0.0332 |
| 52SSB-6 | 4458 | 0.0310 |
| 52SSB-7 | 4481 | 0.0321 |
| 52SSB-8 | 4625 | 0.0396 |
| 52SSB-9 | 4637 | 0.0399 |
| 52SSB-10 | 4516 | 0.0329 |
| 52SSB-11 | 4520 | 0.0337 |
| 52SSB-12 | 4498 | 0.0331 |
| 52SSB-13 | 4480 | 0.0322 |
| 52SSB-14 | 4610 | 0.0383 |
| 52SSB-15 | 4580 | 0.0365 |
| 52SSB-16 | 4531 | 0.0342 |
| 52SSB-17 | 4500 | 0.0330 |
| 52SSB-18 | 4452 | 0.0310 |
| 52SSB-19 | 4471 | 0.0315 |
| 52SSB-20 | 4620 | 0.0390 |
| 52SSB-21 | 4610 | 0.0389 |
| 52SSB-22 | 4501 | 0.0320 |
| 52SSB-23 | 4520 | 0.0337 |
| 52SSB-24 | 4493 | 0.0330 |
| 52SSB-25 | 4605 | 0.0380 |
| 52SSB-26 | 4500 | 0.0318 |
| 52SSB-27 | 4515 | 0.0332 |
| 52SSB-28 | 4483 | 0.0322 |
| 52SSB-29 | 4510 | 0.0320 |
| 52SSB-30 | 4463 | 0.0312 |
然而,不同系列的织物透气量和开孔率的关系式不同,因此,
| 序号 | 透气量/ | 开孔率 |
|---|---|---|
| 3616SSB-1 | 7021 | 0.0480 |
| 3616SSB-2 | 6988 | 0.0470 |
| 3616SSB-3 | 7000 | 0.0476 |
| 3616SSB-4 | 7045 | 0.0489 |
| 3616SSB-5 | 7015 | 0.0479 |
| 3616SSB-6 | 7083 | 0.0492 |
| 3616SSB-7 | 7010 | 0.0475 |
| 3616SSB-8 | 7063 | 0.0490 |
| 3616SSB-9 | 6979 | 0.0469 |
| 3616SSB-10 | 6970 | 0.0466 |
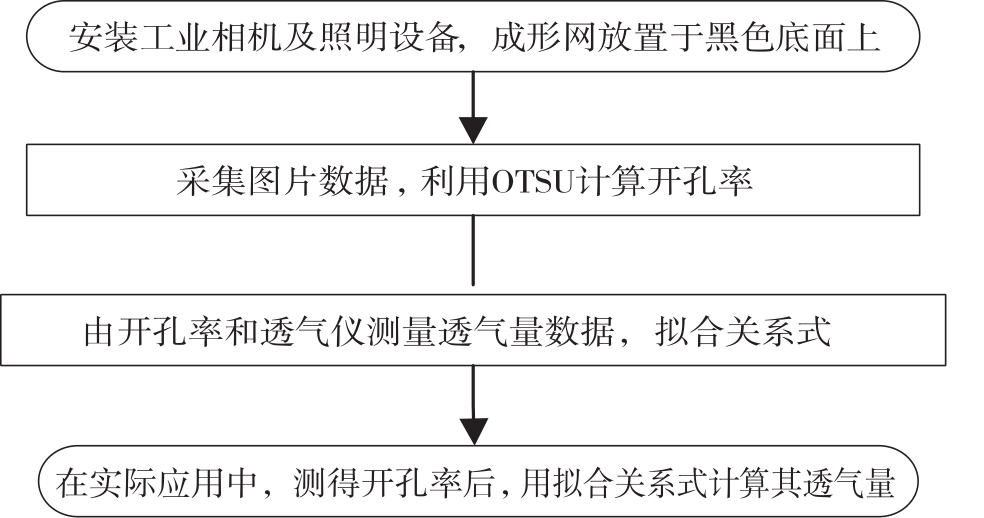
图3 无损检测透气量的流程图
Fig. 3 Flow chart of nondestructive testing of air permeability
为了进一步验证该检测方法的有效性,随机抽取10组样本数据,将
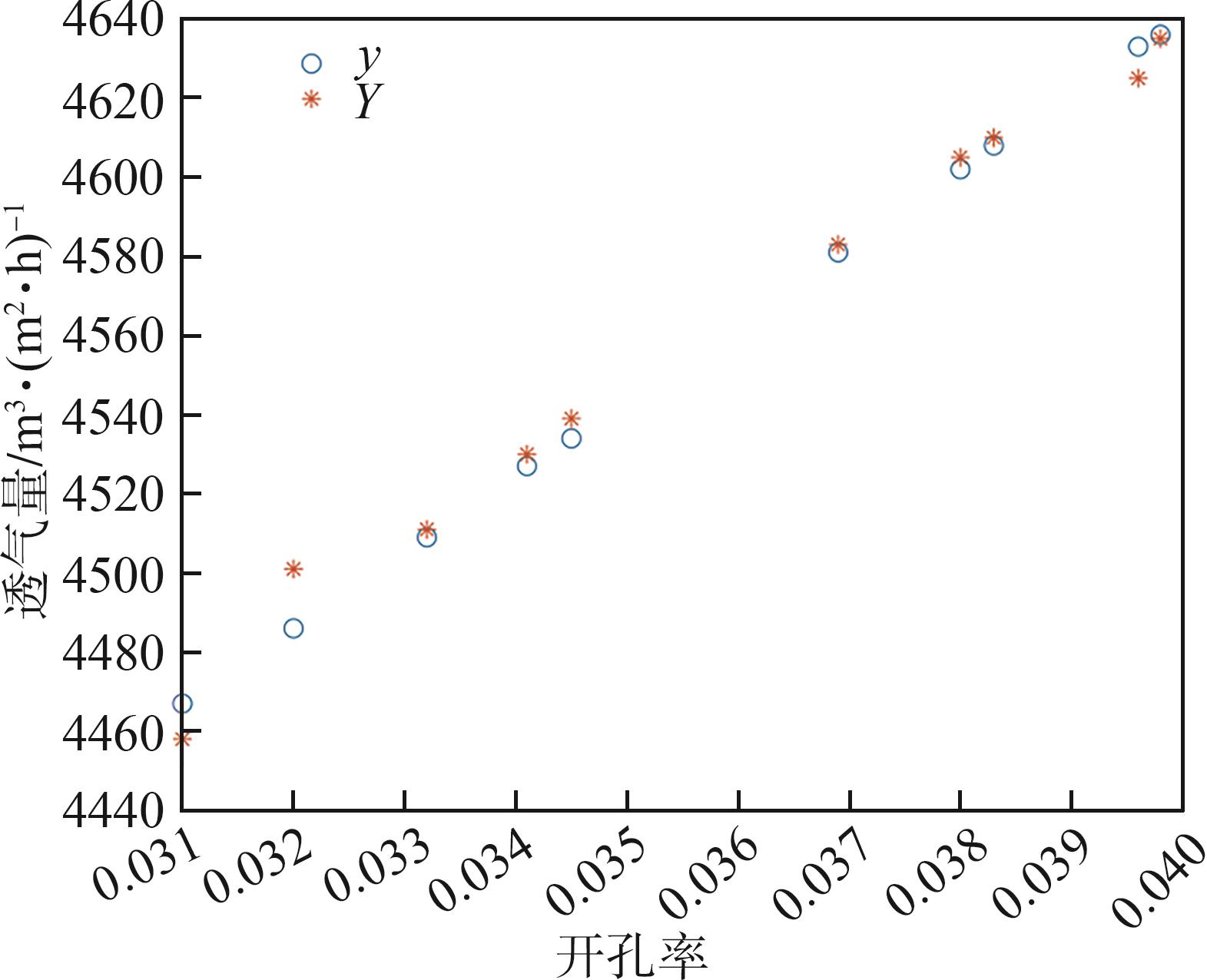
图4 计算透气量与透气仪测量透气量对比
Fig. 4 Relationship of calculated air permeability and measured air permeability by permeability meter
其中,相对误差()的计算如
| ×100% | (2) |
实验装置如

图5 实验装置照片
Fig. 5 Photo of experimental device
本课题提出一种无损的透气量检测方法,该方法无需从网面上裁剪样本进行检测,仅通过工业相机采集数据计算开孔率,即可测得透气量。通过实验数据可以验证本课题提出方法的有效性,具有无损、可全网面检测的优点。
参考文献
中国轻工业联合会.造纸用成形网、干燥网测量方法: GB/T 24290—2009[S].北京: 中国标准出版社, 2009. [百度学术]
China National Light Industry Council. Measuring Method for Forming and Drying Fabric for Papermaking: GB/T 24290—2009[S]. Beijing: Standards Press of China, 2009. [百度学术]
胡志军, 胡桂林, 刘宝鉴, 等. 成形网动态滤水特性及纸张抄造性能分析[J]. 中国造纸, 2014, 33(7):31-35. [百度学术]
HU Z J, HU G L, LIU B J, et al. Analysis on Dynamic Filtering and Paper Sheet Forming Characteristics of the Forming Fabric[J]. China Pulp & Paper, 2014, 33(7):31-35. [百度学术]
王国东, 张艳妮. 成形网的概览[J]. 华东纸业, 2016, 47(5):37-42. [百度学术]
WANG G D, ZHANG Y N. The Overview of Forming Fabric[J]. East China Pulp & Paper Industry, 2016, 47(5):37-42. [百度学术]
王艳. 造纸成形网的最新发展[J]. 国际造纸, 2011, 30(3):52-54. [百度学术]
WANG Y. Revolution in the Making Forming Fabric[J]. World Pulp and Paper, 2011, 30(3):52-54. [百度学术]
朱文远, 张辉, 吴波, 等.造纸成形网技术进展及发展趋势[J]. 中国造纸,2012, 31(8):61-65. [百度学术]
ZHU W Y, ZHANG H, WU B, et al. Development Trend of Forming Fabrics for Paper Machine[J]. China Pulp & Paper, 2012, 31(8):61-65. [百度学术]
马可, 叶平, 顾伯洪. 高性能造纸成形网结构与滤水性能[J]. 东华大学学报(自然科学版), 2022, 48(3):33-38. [百度学术]
MA K, YE P, GU B H. Structure and water filtration properties of high perpormance forming fabric in paper manufacturing[J]. Journal of Donghua University(Natural Science Edition), 2022, 48(3):33-38. [百度学术]
王永伟, 王志杰, 冀亚超, 等.造纸成形网的编织方法与脱水成形性能的关系[J]. 中国造纸, 2008, 27(4):57-60. [百度学术]
WANG Y W, WANG Z J, JI Y C, et al. The Knitting Methods of Forming Fabrics and the Relationship Between Its Dewatering and Forming Properties and the Knitting Methods[J]. China Pulp & Paper, 2008, 27(4):57-60. [百度学术]
冀亚超, 王海毅, 王志杰, 等.在线检测成形网网部的脱水性能[J]. 中国造纸, 2008, 27 (12): 43-45. [百度学术]
JI Y C, WANG H Y, WANG Z J, et al. Detection of Forming Fabrics's Dewatering Performance in Wet-end by Using NDC Drainage Profiler Model[J]. China Pulp & Paper, 2008, 27 (12): 43-45. [百度学术]