摘要
本课题采用理论分析方法研究了现有低浓磨浆强度对于不含挡坝等距直齿磨盘低浓磨浆过程的强度表征效果。结果表明,单个磨齿交错区域的净法向力(f
低浓磨浆是制浆造纸、造纸法再造烟叶过程中纤维性能改善的关键操作单
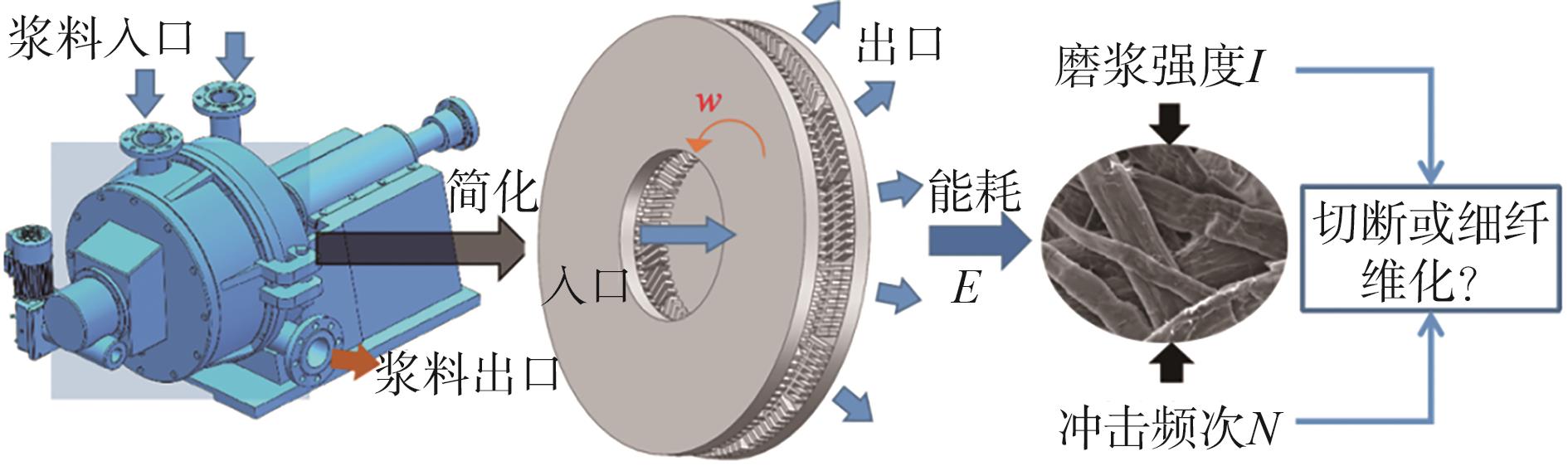
图1 低浓磨浆过程表征示意图
Fig. 1 Schematic diagram of characterization for low consistency refining process
目前,对于磨浆强度没有严格的定义,类比于压强,其可表示为单位面积或单位长度上作用的磨浆压力。而磨浆强度亦可分为机械强度及纤维强度两
| (1) |
式中,N为冲击频次;I为磨浆强度;C'为考量齿型、操作参数的综合因子;m为流经磨浆机的纤维质量(kg);Pnet为磨浆净功率(kW)。而 Pnet/C'即为磨浆强度(I),此时磨浆过程可通过 E 及 Pnet/C' 共同表征。
Lewis等
| (2) |
从1950年起,德国、法国、加拿大等国的研究人员相继提出了以SE
典型的低浓磨浆强度主要包括SEL、SEL扩展强度、基于磨齿交错参数的磨浆强度。其中,对于具有实际物理意义的SEL,其定义有两类,分别为基于动盘磨齿滑动长度(TAPPI方法)的SELT及基于当量磨齿总长度的SEL
对比典型磨浆强度及磨浆强度广义式(
| 强度名称 | 磨齿综合表征参数 | 参考文献 | ||
|---|---|---|---|---|
| 表达式 | 名称 | 单位 | ||
| SELT | CSELT | m/r |
[ | |
| SELC | LC1 | CSELC | m/r |
[ |
| SSL | CSSL |
|
[ | |
| MEL | CMEL | m/r |
[ | |
| MSSL | CMSSL |
|
[ | |
| SELK | CSELK | m/r |
[ | |
| IAC | CIAC |
|
[ | |
| IBIL | CIBIL | m/r |
[ | |
|
f | Cf | m/r |
[ | |
注 为平均磨齿交错角(°);a、b为齿宽及槽宽(mm);re及ri为磨盘外径及内径(mm);α为齿倾角(°);下角标S、R为定盘及动盘。
参照磨浆强度广义式(
针对以上磨浆强度及磨齿综合表征参数,本课题将讨论比边缘负荷等相关磨浆强度对于低浓磨浆过程的表征效果。由于MSSL是SSL在动定盘齿型参数相同时的简化,因此,本课题分析中仅采用SSL。
为分析不同磨齿综合表征参数的表征作用,本课题拟探究不同磨浆强度在配置不同齿宽(a)、槽宽(b)、磨齿倾角(α)及单组磨齿中心角(β)磨盘低浓磨浆过程的表征作用。不同磨盘磨齿的共同参数见
| 内径(ri) | 外径(re) | 槽宽(b) |
|---|---|---|
| 75 | 150 | 5 |
虽然SEL的应用最为广泛,但以往均为经验式,并未考量其实际意义。笔
| (3) |
LC1及LC2均受齿型参数的影响,
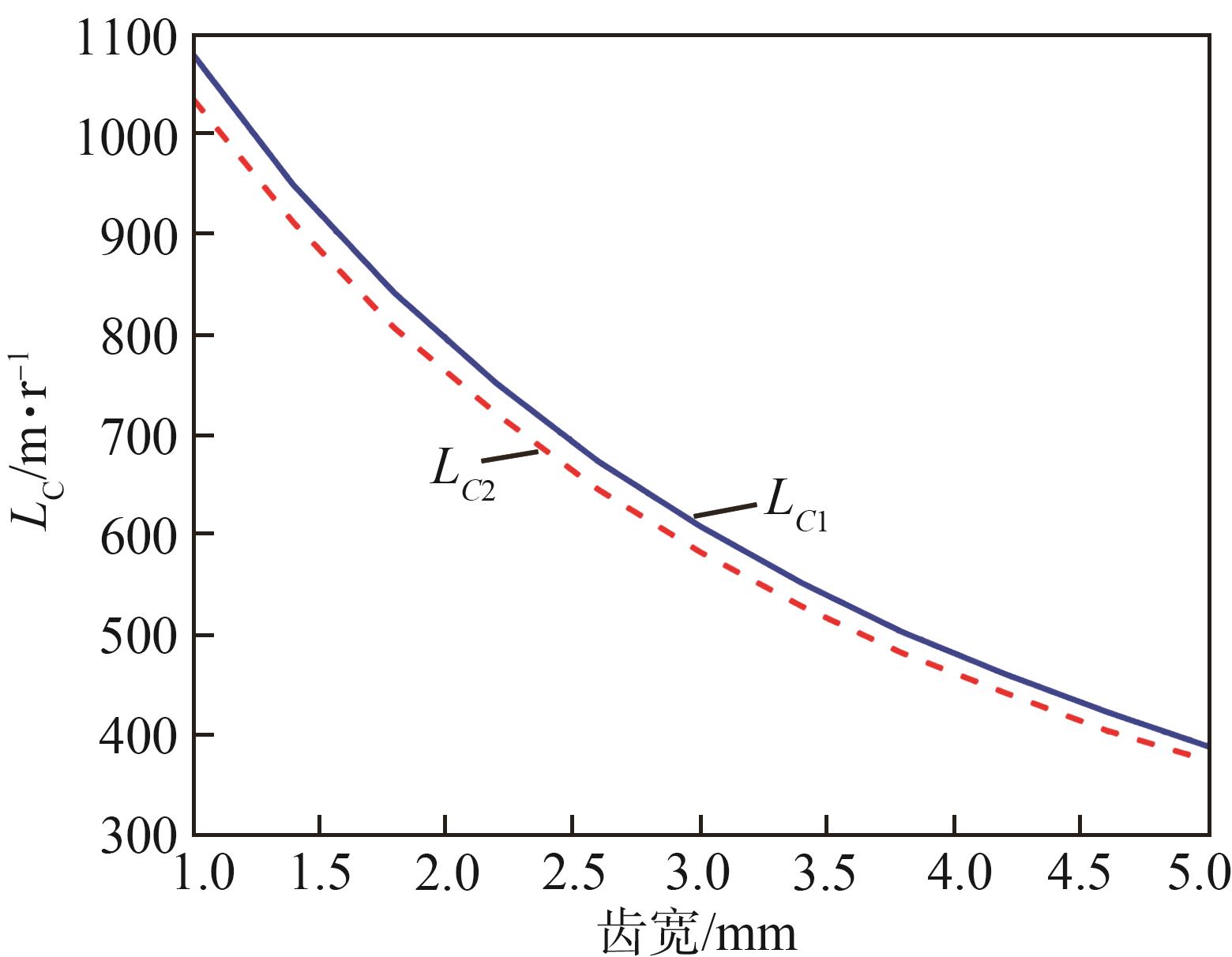
图2 磨齿宽度对LC的影响
Fig. 2 Effect of bar width on LC
注 β=22.5°, α=5°, b=5 mm。
磨齿倾角及单组磨齿中心角是直齿磨盘的2个重要角参数,会直接影响磨浆过程对纤维的切断、分丝帚化及磨浆效率,是建立磨浆强度模型时必须考虑的参数。
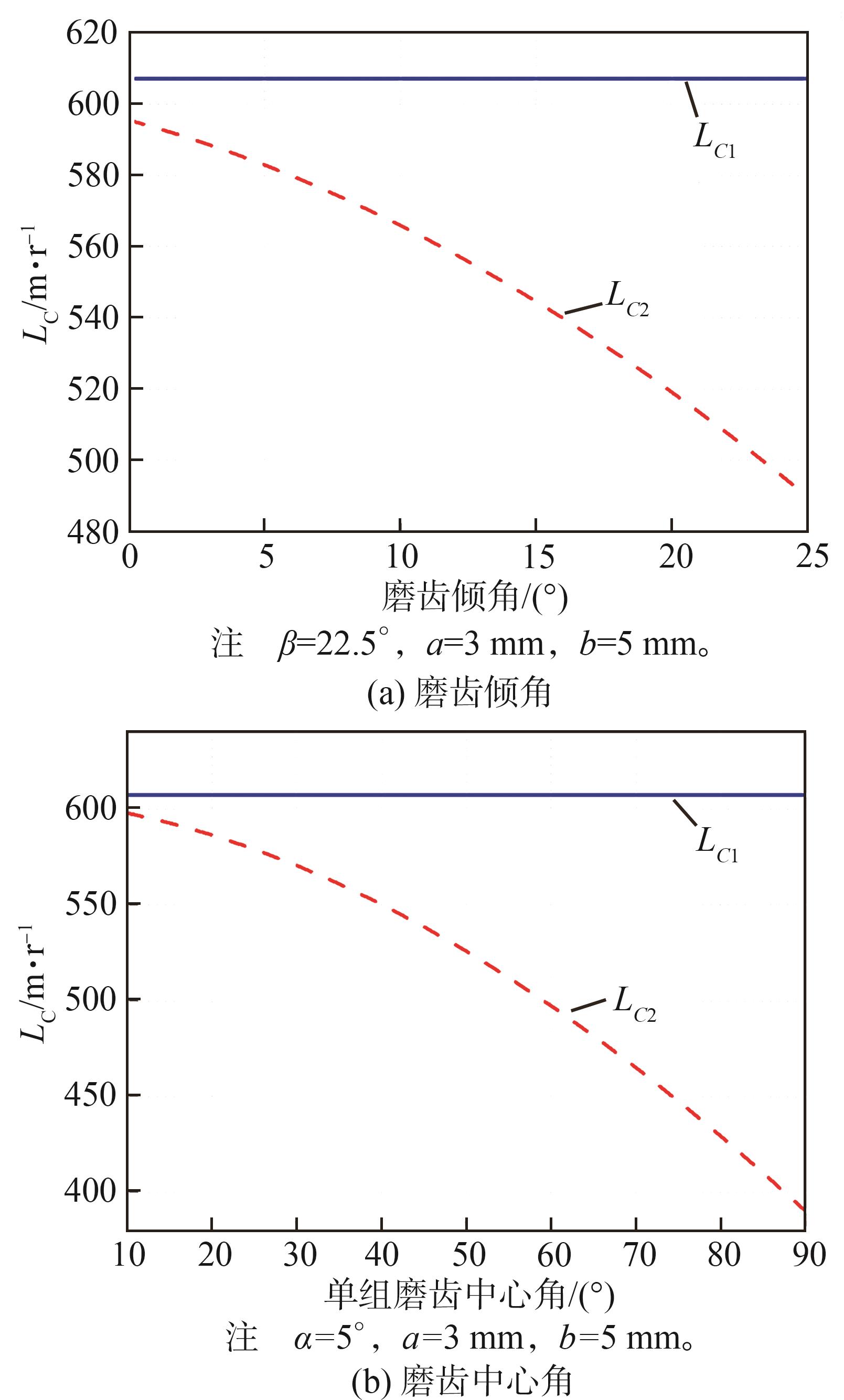
图3 直齿磨盘磨齿倾角、磨齿中心角对LC的影响
Fig. 3 Effect of bar angle and sector angle on LC
综上,具有物理意义的SEL仅适用于相同角参数的等距直齿磨盘的磨浆过程表征,能够较好地表征齿宽、槽宽对于磨浆过程的影响;其次,对于配备特定齿型的低浓磨浆过程而言,SEL亦可用于磨浆过程的优化,这也是SEL广泛应用的原因之一。但值得注意的是,SEL并未考量齿宽与槽宽之比,对于具有相同齿槽宽之和而齿槽宽不同的磨盘,应谨慎考量SEL。
笔者对
相同条件下,磨盘的切断作用随齿宽(及槽宽)的增大而逐渐增强,这是由于实际磨齿齿数减少,而单位齿长所受载荷增大所致。因此,相同磨浆条件下齿宽较大的直齿磨盘理论所得磨浆强度应大于较小齿宽的磨盘,即磨齿综合表征参数随着齿宽(及槽宽)的增加而逐渐减小。
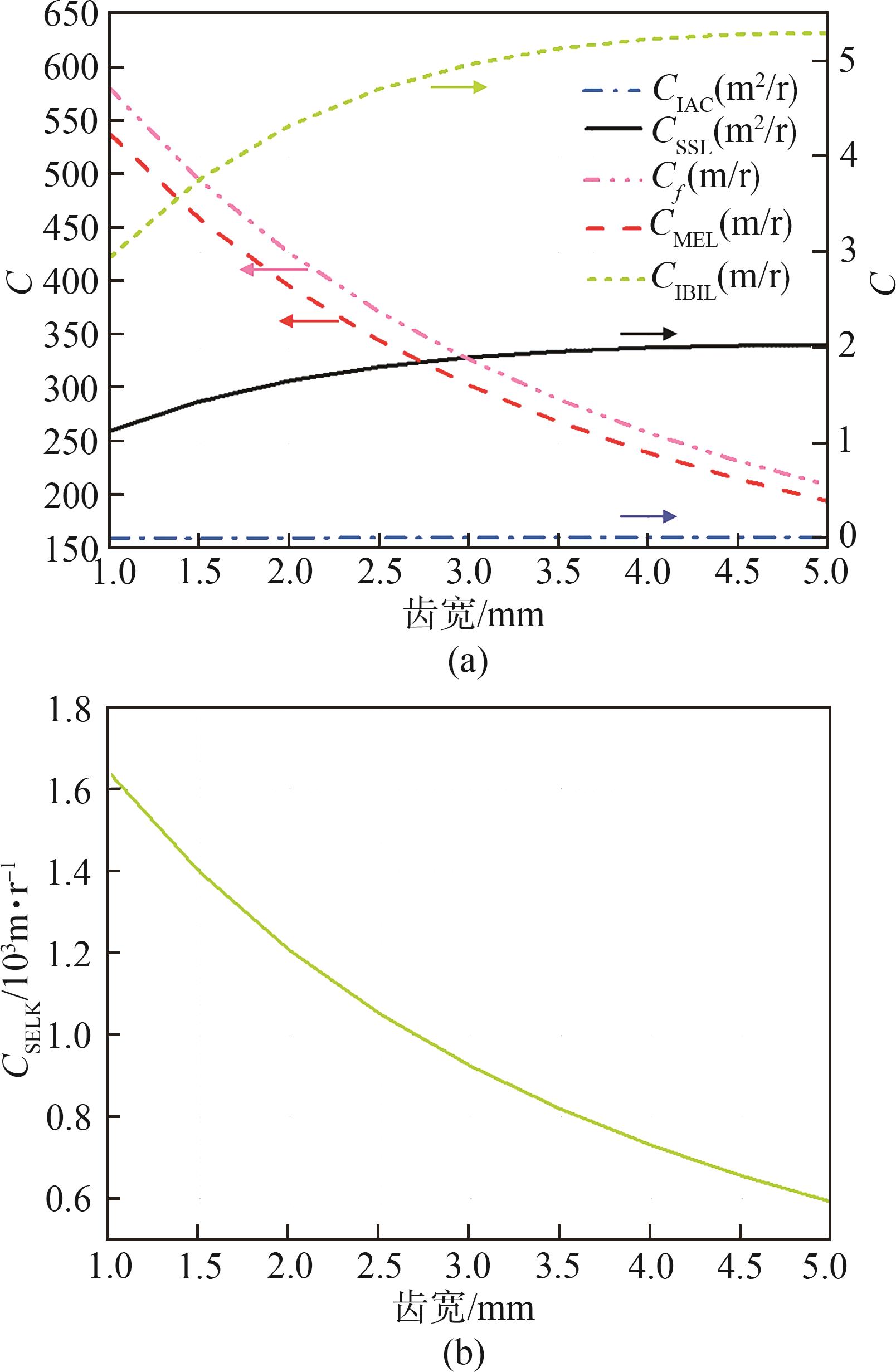
图4 齿宽对不同磨齿综合表征参数的影响
Fig. 4 Effect of bar width on other characterization parameters
注 β=22.5°, α=5°, b=5 mm, LC1及LC2除外。
对于磨齿倾角而言,在相同磨浆条件下,直齿磨盘对纤维的切断作用随磨齿倾角的增大而减

图5 磨齿倾角对磨齿综合表征参数的影响
Fig. 5 Effect of bar angle on other characterization parameters
注 β=22.5°, a=3 mm, b=5 mm, LC1及LC2除外。
与磨齿倾角类似,直齿磨盘对纤维的切断作用、磨浆效率随单组磨齿中心角的增大而逐渐减小,即相同磨浆条件下的磨浆强度随单组磨齿中心角的增加而减小,与此同时,磨齿综合表征参数随其增加而增大。
图6 单组磨齿中心角对磨齿综合表征参数的影响
Fig. 6 Effect of sector angle on other characterization parameters
注 α=5°, a=3 mm,b=5 mm, LC1及LC2除外。
因此,结合以上理论分析,f
经上述分析,仅单个磨齿交错区域的f
| (4) |
式中,F
关于f
对于含齿面平齐挡坝的等距直齿磨盘而言,磨齿交错过程的平均数量(NBC)可通过
| (5) |
式中,γ为磨齿交错角度(°);λ为挡坝因子(mm),其可通过
| (6) |
式中,nd为挡坝数量(个);bd及cd分别为挡坝沿沟槽及磨齿方向的宽度(mm)。
若挡坝高度低于齿面,可引入当量挡坝数量n,其可通过
| (7) |
式中,hd及hb为挡坝及磨齿高度(mm);nd为挡坝实际数量(个)。
通过对5种具有不同挡坝高度及数量的等距直齿磨盘在恒功率((1±0.05)kW)下进行低浓循环磨浆实验,发现纤维平均长度随当量挡坝数量的增加而降低,如
图 7 当量挡坝数量对纤维平均长度的影响
Fig. 7 Effect of equivalent dam number on average fiber length
此外,f
本课题采用理论分析方法研究了现有低浓磨浆强度对于不含挡坝等距直齿磨盘低浓磨浆过程的强度表征效果。
4.1 比边缘负荷(SEL)仅能够有效表征恒定角参数磨盘低浓磨浆过程的强度比较,适用于特定齿型参数磨浆过程的强度表征及优化控制,这是其广泛应用的主要原因,但其并非低浓磨浆过程的有效磨浆强度。
4.2 经验改进比边缘负荷(SELK)及修正边缘负荷(MEL)理论上适用于不含挡坝等距直齿磨盘低浓磨浆过程的强度表征,但由于SELK的磨齿综合表征参数值过大,实际磨浆过程中应谨慎采用。
4.3 目前,仅单个磨齿交错区域的净法向力(f
参考文献
Aigner M, Olson J, Sun Y, et al. Interpretation of force profiles in mill-scale LC refining[J]. Nordic Pulp & Paper Research Journal, 2022,37(1) : 42-53. [百度学术]
Berg J-E, Persson E, Hellstadius B, et al. Refining gentleness-a key to bulky CTMP [J]. Nordic Pulp & Paper Research Journal, 2022, 37(2):349-355. [百度学术]
Sund J, Sandberg C, Karlström A, et al. The effect of process design on refiner pulp quality control performance [J]. Nordic Pulp & Paper Research Journal, 2021, 36(4): 594-607. [百度学术]
祁 凯, 董继先, 刘 欢,等. 造纸法烟草薄片磨浆专用磨片的研究与应用 [J]. 中国造纸, 2021, 40(1):55-61. [百度学术]
QI K, DONG J X, LIU H, et al. Research and Application of Special Refining Plates for Reconstituted Tobacco Sheet [J]. China Pulp & Paper,2021, 40(1): 55-61. [百度学术]
张志杰. 硝化纤维素细断设备与工艺技术研究 [D]. 南京:南京理工大学, 2013. [百度学术]
ZHANG Z J. Research on nitrocellulose shredding equipment and process technology [D]. Nanjing:Nanjing University of Science and Technology, 2013. [百度学术]
Kerekes R J. Characterization of pulp refiners by a C-factor [J]. Nordic Pulp & Paper Research Journal, 1990, 5(1): 3-8. [百度学术]
Lewis J, Danforth D W. Stock preparation analysis [J]. TAPPI J, 1962, 45(3): 185-188. [百度学术]
Kerekes R. Energy and forces in refining [J]. Journal of Pulp and Paper Science, 2010, 36(1/2): 10-15. [百度学术]
刘 欢, 董继先, 郭西雅,等. 造纸磨浆过程量化分析及研究进展 [J]. 中国造纸, 2018, 37(8): 66-71. [百度学术]
LIU H, DONG J X, GUO X Y, et al. Quantitative Analysis of Pulp Refining and Its Research Progress [J]. China Pulp & Paper,2018, 37(8): 66-71. [百度学术]
Brecht W, Siewert W H. Zur Theoretischen Beurteilung Des Mahlprozesses Moderner Mahlmaschinen [J]. Das Papier,1966, 20(1): 4-14. [百度学术]
Lumiainen J. New theory can improve practice [J]. Pulp and Paper International, 1990, 32(7): 46-54. [百度学术]
Meltzer F P. Technologie Der Zellstoffmahlung [D]. Aachen: RWTH Aachen university 1994. [百度学术]
Roux J C. Stock preparation Part 1–Pulp treatment processes[C]// Proceedings of the 12th Fundamental Research Symposium: Fibres and Their Preparation,Oxford, 2001:19-80. [百度学术]
刘 欢, 董继先, 郭西雅, 等. 等距直齿磨盘磨齿倾角与磨齿表征参数的关联性研究 [J]. 中国造纸, 2020, 39(4): 62-68. [百度学术]
LIU H, DONG J X, GUO X Y, et al. Correlation Between Bar Angle and Characterization Parameters of the Isometric Straight Bar Plate[J]. China Pulp & Paper, 2020, 39(4): 62-68. [百度学术]
LIU H, ROUX J C, DONG J X, et al. Physical Meaning of Cutting edge Length and Limited Applications of Specific Edge Load in Low Consistency Pulp Refining [J]. Nordic Pulp & Paper Research Journal, 2022, 37(2): 250-263. [百度学术]
Kerekes R J. Force-based characterization of refining intensity [J]. Nordic Pulp & Paper Research Journal, 2011, 26(1): 14-20. [百度学术]
Kerekes R J, Mcdonald J. Bar forces in pulp refiners [J]. Nordic Pulp & Paper Research Journal, 2021, 36(4): 714-717. [百度学术]
Musselman R, Letarte D, Simard R. Third stage low consistency refining of TMP for energy savings and quality enhancement[C]//Proceedings of the 4th International Refining Conference, Fiuggi, 1997. [百度学术]
Musselman R, Gingras L. Application of Refiner Plate Technology to Improve Pulp Quality and Reduce Energy[C]//Proceedings of the International Mechanical Pulping Conference, Minneapolis,2007. [百度学术]
Elahimehr A, Olson J A, Martinez D M, et al. Estimating the area and number of bar crossings between refiner plates [J]. Nordic Pulp & Paper Research Journal, 2012, 27(5): 836-843. [百度学术]
Standard T. Refiner Plate Intensity[S]. US: Technical Association of the Pulp and Paper Industry, 1994. [百度学术]
Roux J C, Joris G, Caucal G. Quequls écueils de la charge sépcifique d'arêtes dans la raffinage à basse concentration [J]. Revue ATIP, 1999, 53(1): 3-9. [百度学术]
Roux J C, Bloch J F, Bordin R, et al. The net normal force per crossing point: a unified concept for the low consistency refining of pulp suspensions[C]//Proceedings of the 14th Fundamental Research Symposium: Advances in Pulp and Paper Research, Oxford, 2009. [百度学术]
刘 欢, 董继先, 郭西雅, 等. 基于比边缘负荷理论的等距直齿磨片齿型参数设计的研究 [J]. 中国造纸, 2019, 38(10): 38-42. [百度学术]
LIU H, DONG J X, GUO X Y, et al. Study on Bar Profile Design of Isometric Straight Bar Refiner Plate Based on SEL[J]. China Pulp & Paper,2019, 38(10): 38-42. [百度学术]
刘 欢. 等距直齿磨盘磨浆过程强度模型及磨浆动力学研究 [D]. 西安: 陕西科技大学, 2022. [百度学术]
LIU H. Refining Intensity and Dynamics of the Pulp Refining Process Conducted by the Isometric Straight-bar Refiner Plates[D]. Xi’an: Shaanxi University of Science & Technology,2022. [百度学术]
Cai H, Yuan Z, Tong G, et al. Comparison of Two Bar Edge Lengths of Refining Plates on the Properties of American Old Corrugated Container Pulp during Low Consistency Refining [J]. BioResources, 2020, 15(1): 347-359. [百度学术]
Olejnik K, Skalski B, Stanislawska A, et al. Swelling properties and generation of cellulose fines originating from bleached kraft pulp refined under different operating conditions [J]. Cellulose, 2017, 24(9): 3955-3967. [百度学术]
Anderssou S, Sandberg C, Engstrand P J, et al. Effect of long fibre concentration on low consistency refining of mechanical pulp [J]. Nordic Pulp & Paper Research Journal, 2012, 27(4): 702-706. [百度学术]
Desarada S C. Fine bar technology in refining system for pulp & paper industries [J]. Journal of Indian Pulp and Paper Technical Association, 2010, 22(3): 109-112. [百度学术]
Liu H, Dong J, Jing H, et al. Refining Characteristics of Isometric Straight Bar Plates with Different Bar Angles [J]. BioResources, 2020, 15(4): 7844-7860. [百度学术]