摘要
本研究探讨了2种模具(对模模具和板框模具)对湿法成形制备碳纤维增强热塑性树脂复合材料(WL-CTP)孔隙结构的影响。结果表明,使用2种模具时,模压时间对孔隙率均无影响,模压压力对孔隙率有影响。使用对模模具时,孔隙因模压压力不足导致纤维网络未充分形变而生成;使用板框模具时,孔隙因熔融的预成形体被过分挤出而生成。在碳纤维体积分数为50%,模压压力5 MPa时,相较于板框模具制备的WL-CTP的孔隙率(35%),对模模具制备的WL-CTP的孔隙率(13%)更低,对模模具更适合用于制备高纤维含量的WL-CTP。
基于造纸工艺原理的湿法成形技术具有工艺简单、原料兼容性广的特点,可以用于制备应用于结构承重、过滤分离、吸声阻隔、电子电气等领域的多用途纸基功能材
碳纤维增强热塑性树脂复合材料(CFRTP)是一种轻质高强的先进复合材料,广泛应用于航空航天、轨道交通等领域,也是汽车轻量化设计中的重要材料。常见的CFRTP制造工艺有手糊成形、热压罐成形、拉挤成形、纤维缠绕成形和树脂传递成形(RTM)
湿法成形工艺制备CFRTP主要有2个步
对于湿法成形制备的CFRTP(WL-CTP)模压中的孔隙问题,已有学者对其进行了一些研究。例如,Wei等
然而,已有研究均忽视了模具对孔隙生成的影响。常用于模压工艺的模具为对模模具和板框模具2种,如
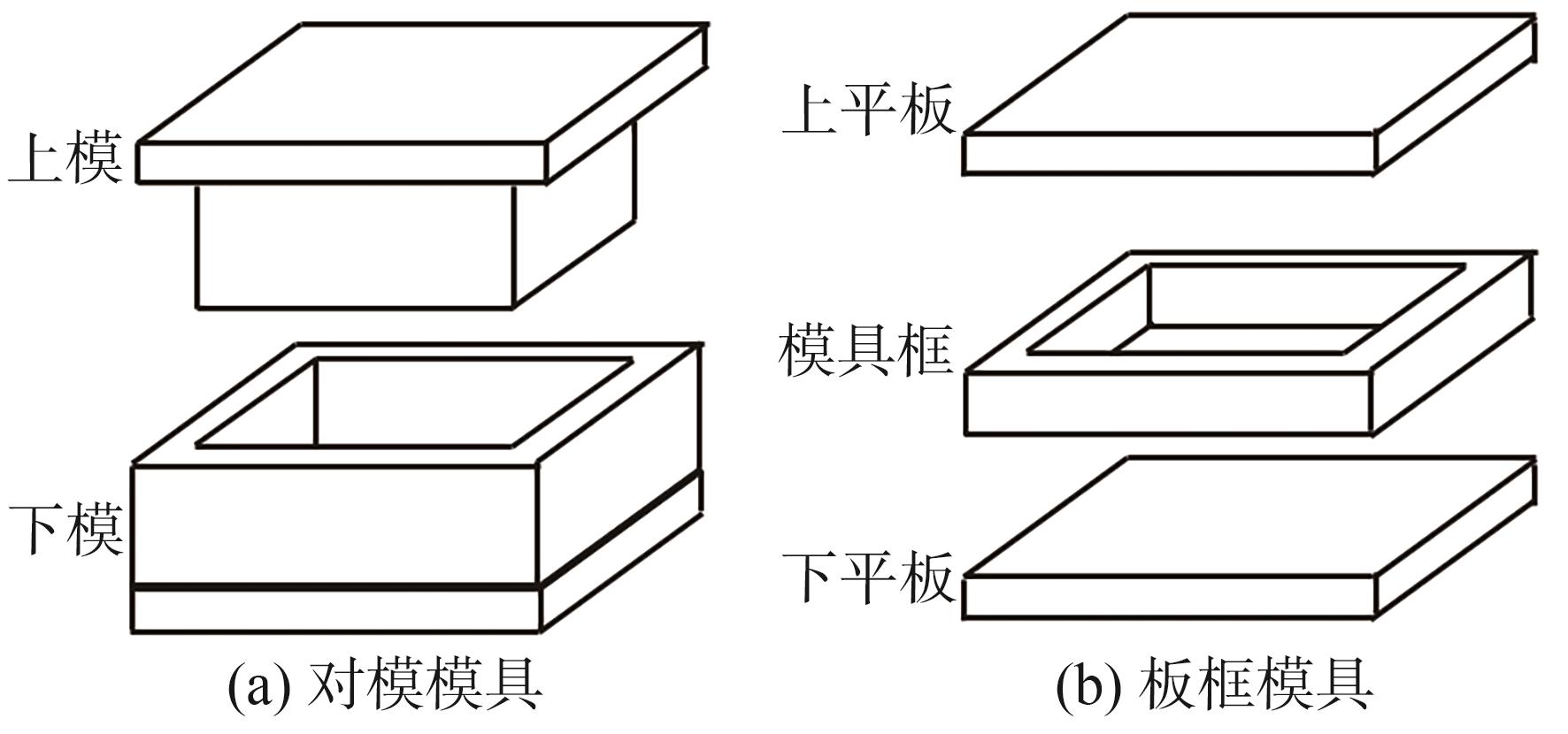
图1 对模模具和板框模具的示意图
Fig. 1 Schematic diagrams of the matched-die and plate-frame molds
本研究分别利用对模模具和板框模具制备WL-CTP,通过绘制固化曲线,探究通过2种模具制备WL-CTP的工艺条件,以及WL-CTP的性能和孔隙生成机理,并对2种模具进行比较。
纤维原料的部分信息见
| 样品 | 供应商 | 型号 | 长度/mm | 密度/g·c |
|---|---|---|---|---|
| CF | ZOLTECK | PX35 wet-type | 6 | 1.8 |
| PP | 杭州益嘉惠 | 4 | 0.9 |
本研究采用的WL-CTP制备方法与参考文献[
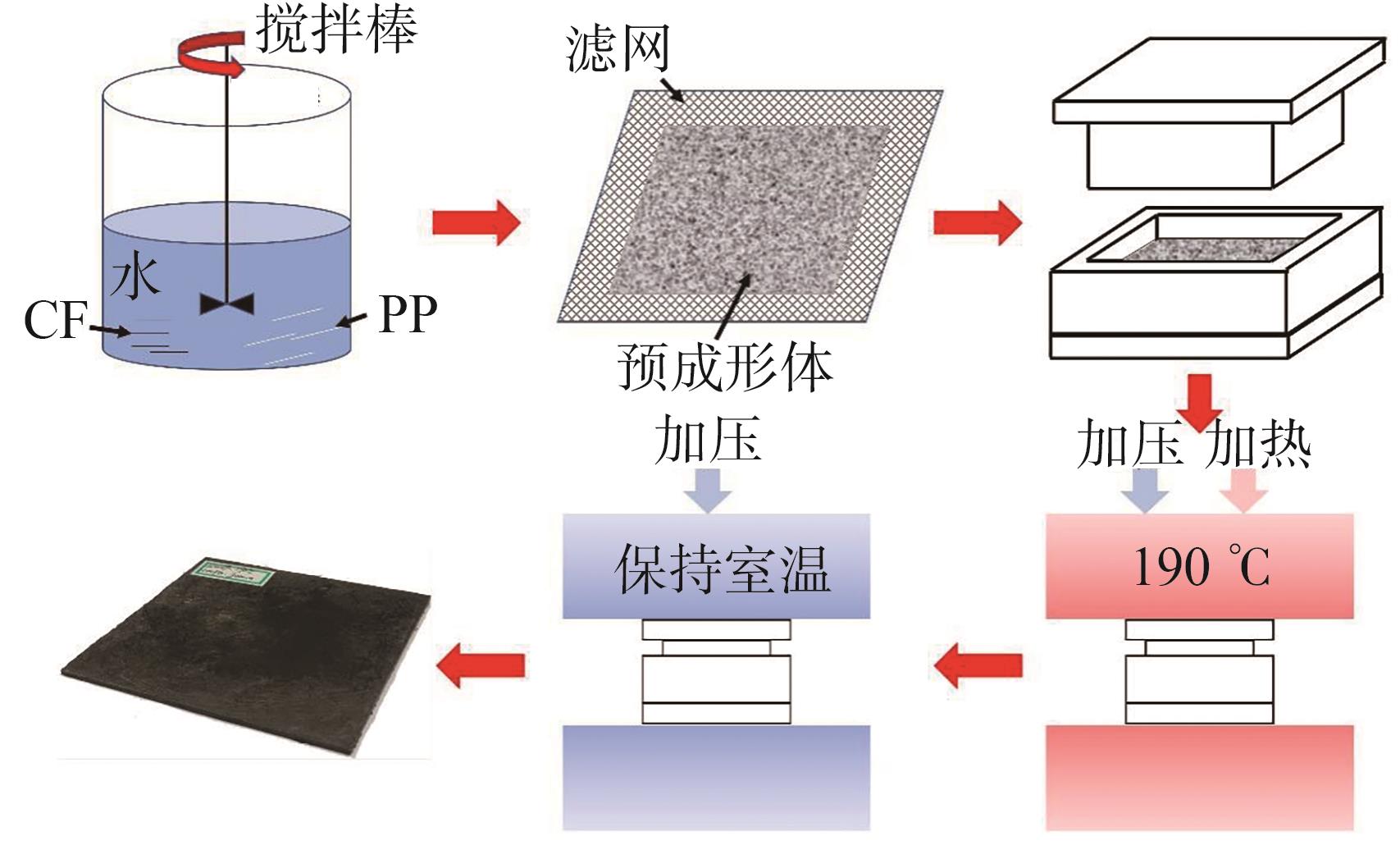
图2 WL-CTP的制备流程
Fig. 2 Preparation process of WL-CTP
模压工艺三要素是:温度、压力和时间。通常在固定的温度和压力条件下,复合材料的孔隙率会随模压时间发生变化,以固化曲线表征。本研究的模压温度保持190 ℃,以确保PP完全熔融。然后探究孔隙率与压力、时间的关系,绘制在2种模具情况下WL-CTP的固化曲线,以探究孔隙结构及其生成机理。此外,碳纤维体积分数不同,则纤维排布不同,纤维网络对压力的响应也不
| 模具类型 | 碳纤维体积分数/% | 压力/MPa | 时间/min |
|---|---|---|---|
| 对模模具 | 10 | 2、5 | 0、1、2、5、10 |
| 30 | 2、5 | 0、1、2、5、10 | |
| 50 | 2、5 | 0、1、2、5、10 | |
| 板框模具 | 10 | 2、5 | 0、1、2、5、10 |
| 30 | 2、5 | 0、1、2、5、10 | |
| 50 | 2、5 | 0、1、2、5、10 |
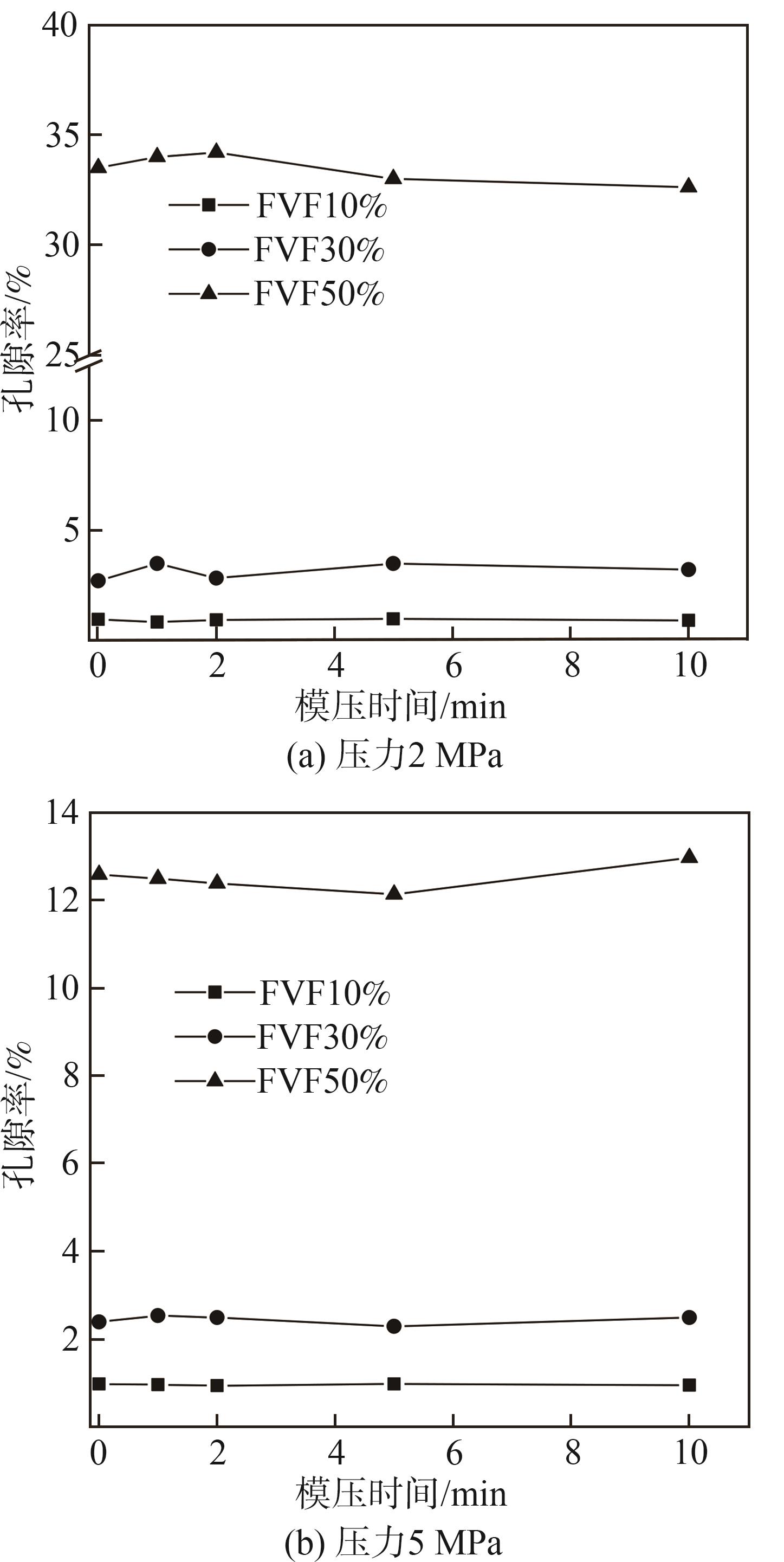
图3 对模模具制备WL-CTP的固化曲线
Fig. 3 Consolidation curves of WL-CTP using matched-die mold
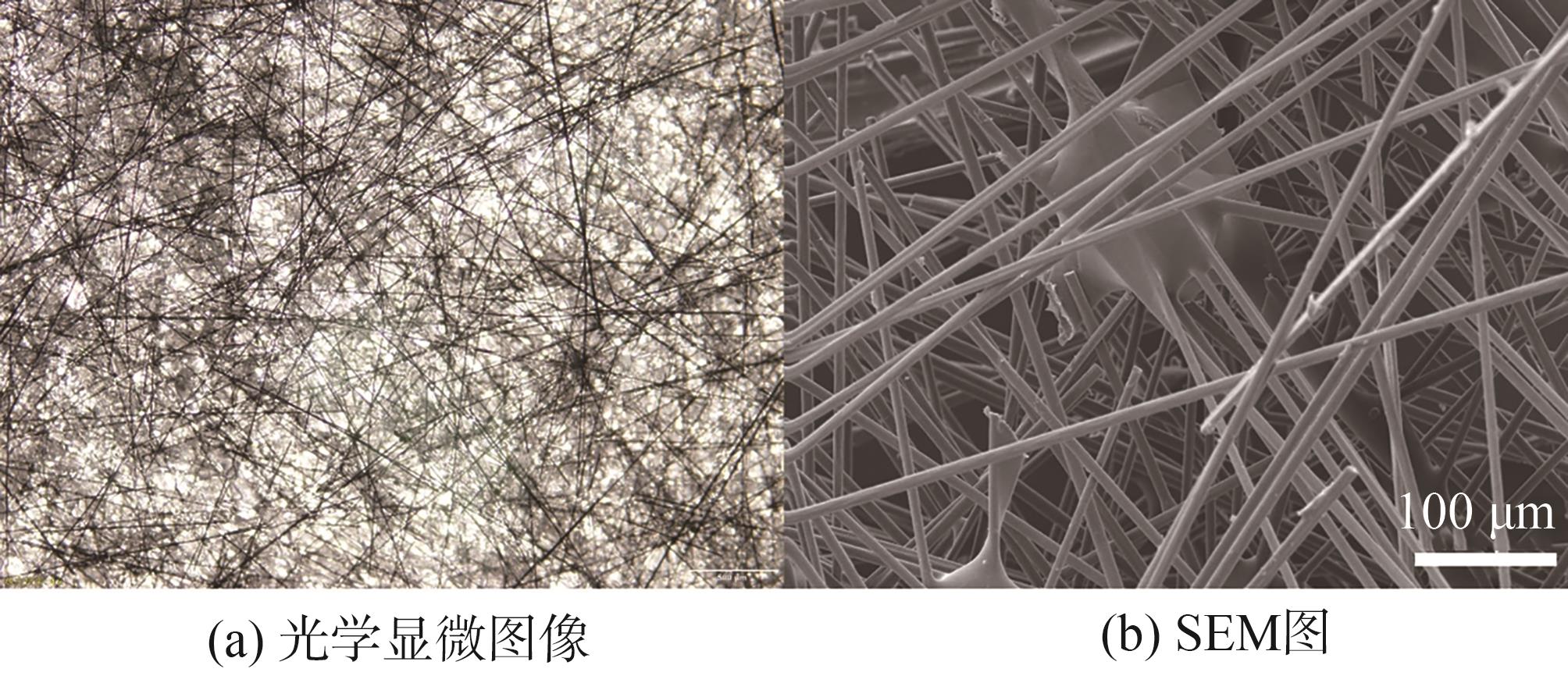
图4 50% FVF预成形体的光学显微图和SEM图
Fig. 4 Optical and SEM images of the preform with FVF of 50%
在添加3种体积分数碳纤维时,孔隙率均随模压压力的增大而降低(见
Servais等
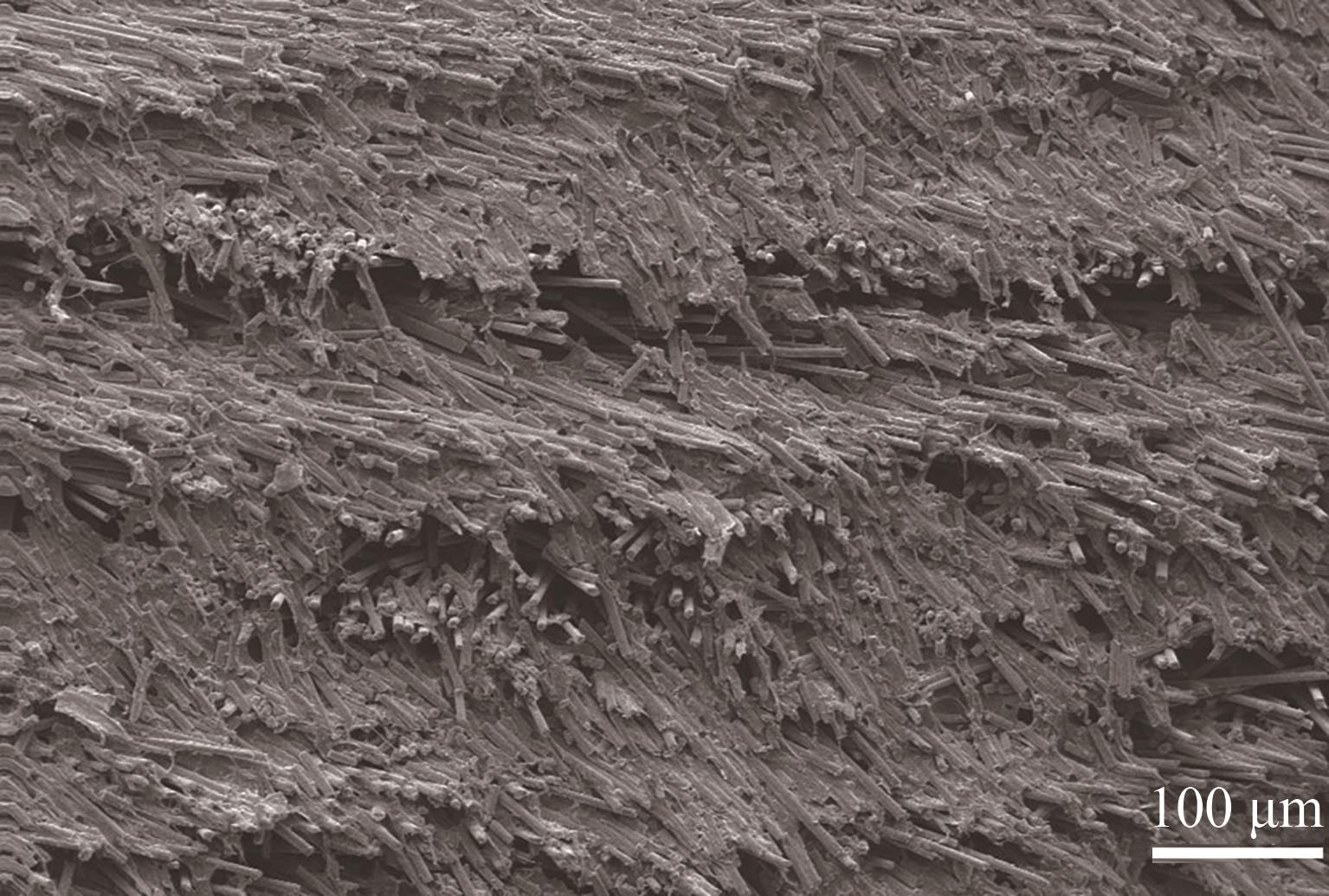
图5 对模模具制备WL-CTP的孔隙形貌
Fig. 5 Pore morphology of WL-CTP prepared by matched-die mold
添加不同体积分数碳纤维,在不同压力下,由板框模具制备WL-CTP的固化曲线如
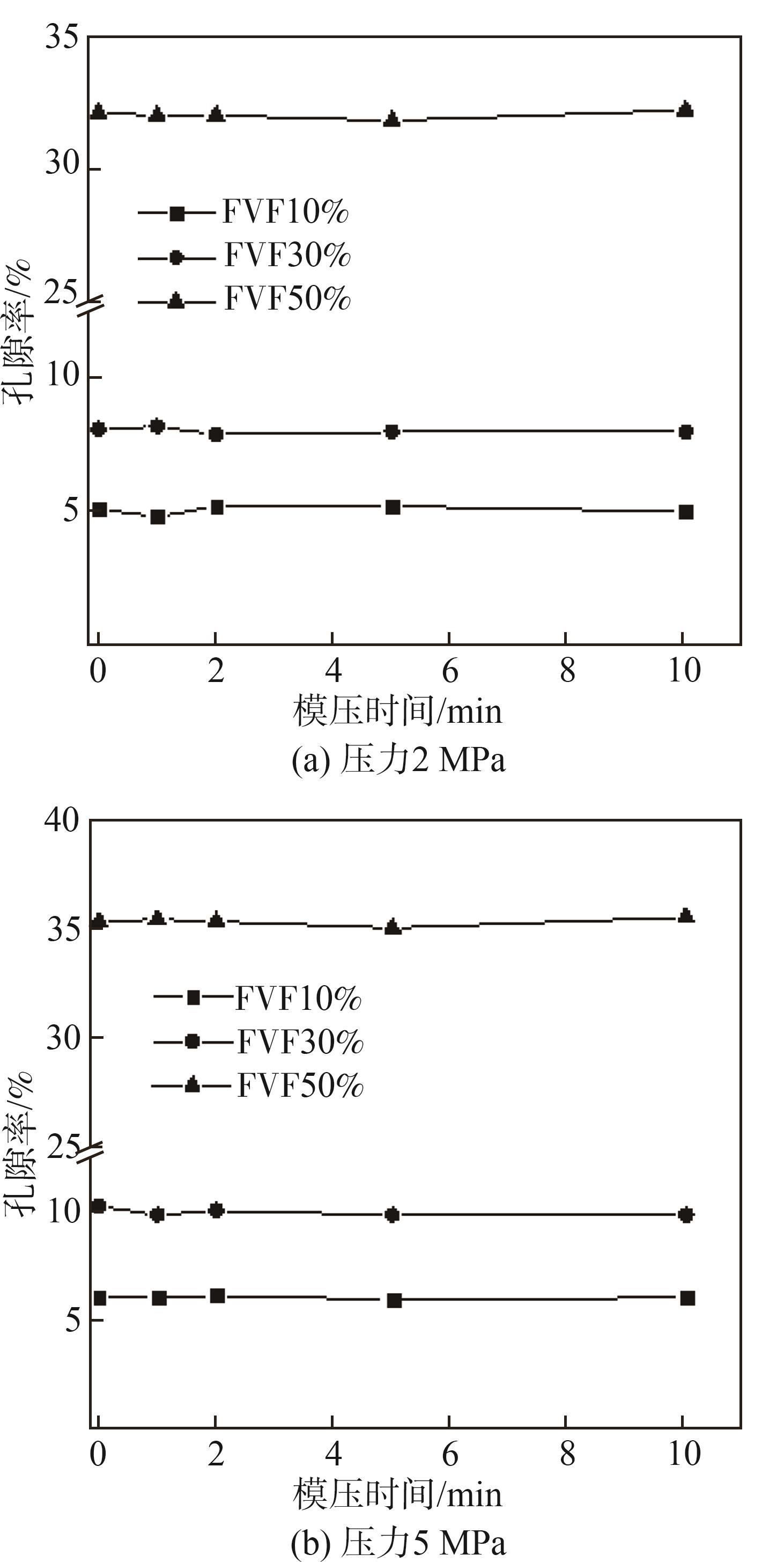
图6 板框模具制备WL-CTP的固化曲线
Fig. 6 Consolidation curves of WL-CTP using plate-frame mold
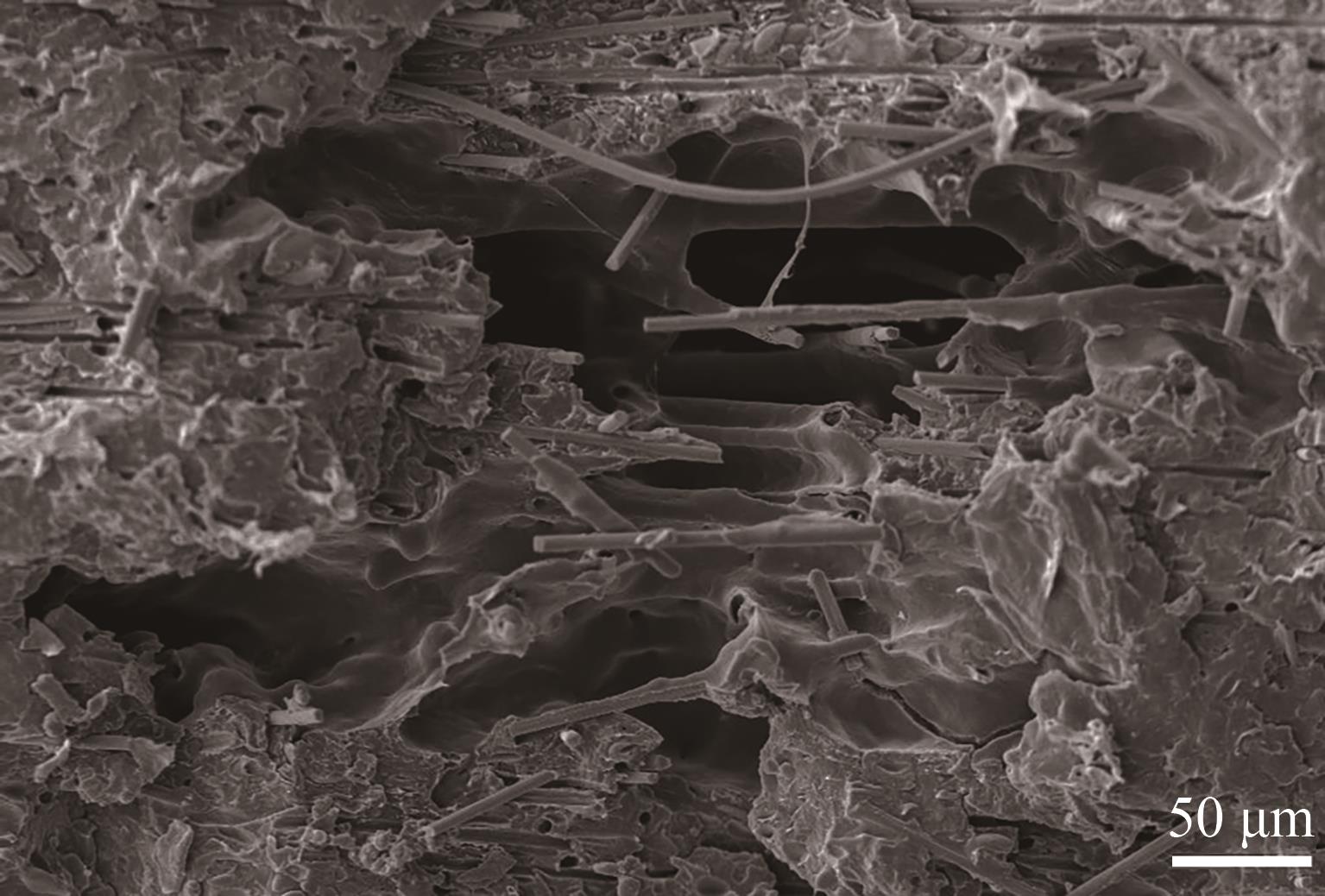
图7 板框模具制备WL-CTP的孔隙形貌
Fig. 7 Pore morphology of WL-CTP prepared by plate-frame mold
本研究探讨了2种模具(对模模具和板框模具)对湿法成形制备碳纤维增强热塑性树脂复合材料(WL-CTP)孔隙结构的影响。
3.1 碳纤维和树脂纤维充分混合后,树脂纤维熔融后可以自发地对碳纤维进行渗透。因此,使用2种模具时,孔隙率均与模压时间无关,而与模压压力相关。
3.2 使用对模模具时,模压压力不足会导致纤维网络未充分形变,从而产生孔隙,其孔隙呈长条状且孔隙率随压力增加而降低。使用板框模具时,在合模过程中,部分熔融的预成形体(具有一定的流动性)被过多地挤出模具,造成孔隙,其孔隙呈不规则状且孔隙率随压力增加而增加。
3.3 在碳纤维体积分数为50%,模压压力5 MPa时,相较于板框模具制备的WL-CTP的孔隙率(35%),对模模具制备的WL-CTP的孔隙率(13%)更低。因此,对模模具更适合用于制备高碳纤维含量的WL-CTP产品。
参考文献
颜 鑫, 王习文. 纸基功能材料的研究进展[J].中国造纸,2018, 37(7): 76-79. [百度学术]
YAN X, WANG X W. Research Progress in Paper-based Materials [J]. China Pulp & Paper, 2018, 37(7): 76-79. [百度学术]
宋绪丁, 庞利沙. 碳纤维树脂基复合材料及成型工艺与应用研究进展[J].包装工程, 2021, 42(14): 81-91. [百度学术]
SONG X D, PANG L S. Research Advances in Molding Technology and Application of Carbon Fiber and Its Resin Matrix Composites [J]. Packing Engineeing, 2021, 42(14): 81-91. [百度学术]
Wan Y, Takahashi J. Development of Carbon Fiber-reinforced Thermoplastics for Mass-produced Automotive Applications in Japan[J].Journal of Composites Science, DOI: 10.3390/jcs5030086. [百度学术]
Hemamalini T, Giri Dev V R.Wet Laying Nonwoven Using Natural Cellulosic Fibers and Their Blends: Process and Technical Applications. A Review[J].J Nat Fibers, 2019, 18(19): 1-11. [百度学术]
孙胜然, 吴东乐, 罗嘉倩, 等. 基于Digimat RVE的碳纤维增强聚丙烯复合材料性能分析[J].中国造纸学报, 2021, 36(1): 44-51. [百度学术]
SUN S R, WU D L, LUO J Q, et al. Properties Analysis of Carbon Fiber Reinforced Polypropylene Composites Based on Digimat-RVE [J]. Transactions of China Pulp and Paper, 2021, 36 (1): 44-51. [百度学术]
徐凯丽, 许 跃, 刘 文, 等. 造纸法制备碳纤维增强热塑性复合材料的研究[J].中国造纸, 2021, 40(6): 15-20. [百度学术]
XU K L, XU Y, LIU W, et al. Study on the Preparation of Carbon Fiber Reinforced Thermoplastic Composites by Papermaking Method [J]. China Pulp & Paper, 2021, 40(6): 15-20. [百度学术]
吴锦涵, 郭大亮, 刘 涛, 等. 碳纤维纸基复合材料研究进展[J].中国造纸, 2020, 39(7): 69-75. [百度学术]
WU J H, GUO D L, LIU T, et al. Research Progress of Carbon Fiber Paper-based Composites [J]. China Pulp & Paper, 2020, 39(7): 69-75. [百度学术]
Pimenta S, Pinho S T, Robinson P, et al. Mechanical analysis and toughening mechanisms of a multiphase recycled CFRP[J]. Compos Sci Technol, 2010, 70(12): 1713-1725. [百度学术]
Meng F, Mckechnie J, Turner T, et al. Environmental Aspects of Use of Recycled Carbon Fiber Composites in Automotive Applications[J]. Environ Sci Technol, 2017, 51(21): 12727-12736. [百度学术]
Yan X, Wang X, Yang J, et al. Optimization of process parameters of recycled carbon fiber-reinforced thermoplastic prepared by the wet-laid hybrid nonwoven process[J].Textile Research Journal, 2021, 91(13/14): 1565-1577. [百度学术]
Wan Y, Takahashi J. Tensile properties and aspect ratio simulation of transversely isotropic discontinuous carbon fiber reinforced thermoplastics[J].Compos Sci Technol, 2016, 137: 167-176. [百度学术]
Hagstrand P O, Bonjour F, Månson J E. The influence of void content on the structural flexural performance of unidirectional glass fibre reinforced polypropylene composites[J].Composites Part A, 2005, 36(5): 705-714. [百度学术]
Wei H, Nagatsuka W, Lee H, et al. Mechanical properties of carbon fiber paper reinforced thermoplastics using mixed discontinuous recycled carbon fibers[J].Adv Compos Mater, 2018, 27(1): 19-34. [百度学术]
Toll S. Packing mechanics of fiber reinforcements[J]. Polym Eng Sci,1998, 38(8): 1337-1350. [百度学术]
Ye L, Friedrich K, Kästel J, et al. Consolidation of unidirectional CF/PEEK composites from commingled yarn prepreg[J].Compos Sci Technol, 1995, 54(4): 349-358. [百度学术]
Thomason J L, Vlug M A.Influence of fibre length and concentration on the properties of glass fibre-reinforced polypropylene: 1. Tensile and flexural modulus[J].Composites Part A, 1996, 27(6): 477-484. [百度学术]
Servais C, Michaud V, Månson J E. The packing stress of impregnated fiber mats[J].Polym Compos, 2001, 22(2): 298-311. [百度学术]
Servais C, Luciani A, Månson J E. Squeeze flow of concentrated long fibre suspensions: Experiments and model[J].Journal of Non-Newtonian Fluid Mechanics, 2002, 104(2): 165-184. CPP [百度学术]