摘要
为了缩小水针最终停止位置与设定目标引纸位置的偏差问题,本研究基于水针移动控制系统,采用变速双死区方法,以控制低死区为例,针对合理选取控制低死区数值问题展开研究。通过现场多次实验测试数据,找出控制低死区数值合理范围,基于多项式拟合优化方法,建立水针位移与控制低死区数值的数学模型,求解出控制低死区数值,并进行生产应用验证。结果表明,选择控制低死区数值为30时,水针定位偏差最小,与设定位置偏差为6 mm,误差为-0.80%。
造纸机上的水针控制系统是控制纸幅幅宽的关键部
传统控制水针移动方式是通过限位开关进行定位,在纸幅幅宽范围内设置
现有水针控制方式是通过编码器、变频器、获取水针的实时位
变速双死区方法可减小水针位移与设定位移的偏差,缩短水针反应时间,提高纸机引纸效率。本研究的系统中设置控制双死区,分别为高死区与低死区。控制死区是一个位移设定值,通过水针实际位置和设定位置的差值,与控制死区设定数值作比较,来控制水针的移动。水针从全幅位向引纸位移动时,若差值≥控制死区设定值,则DCS上位机继续输出控制命令,使水针继续移动;反之DCS上位机停止输出控制命令,水针停止移动。当电机高速运行时,控制死区为高死区;当电机低速运行时,控制死区为低死区。水针控制系统中设置的高、低死区数值不同,决定水针最终停止位置与设定位置的偏差大小,即定位偏差。
本研究采用变速双死区方法,以控制低死区为例,针对合理选取控制低死区数值问题展开研究,通过多次实验测试数据,找出控制低死区数值合理范围;基于多项式拟合优化方法,建立水针位移与低死区数值的数学模型,求解出控制低死区数值,并通过生产应用验证其合理性。
造纸机网部水针实物图如
图1 网部水针照片
Fig. 1 Photo of trim squirt of net
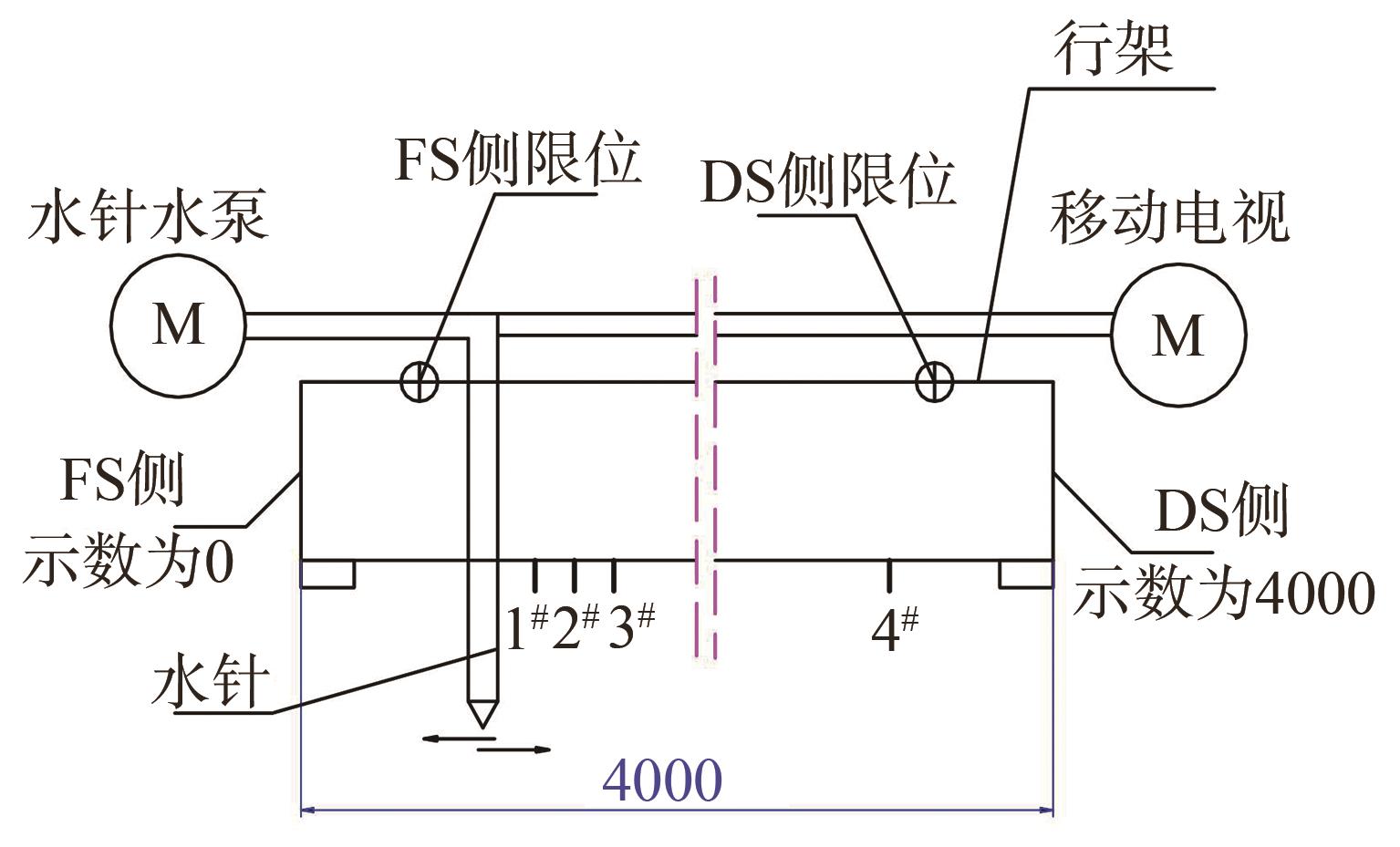
图2 纸机水针结构示意图
Fig. 2 Trim squirt structure of paper machine
本研究中水针系统程序设计采用ECS700系统的逻辑功能块搭
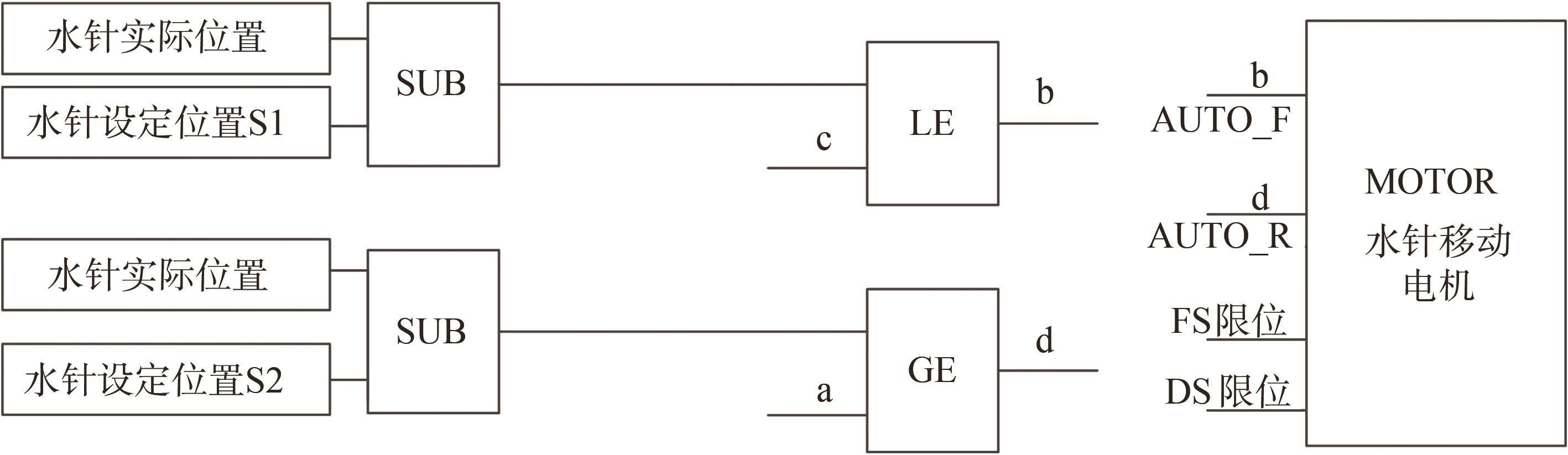
图3 水针电机起停程序逻辑
Fig. 3 Starting and stopping program logic of trim squirt motor
以生产过程中出现断纸,水针从DS侧向FS侧移动为例,即水针由全幅位置S移动到引纸位置S2的移动过程,水针移动过程如
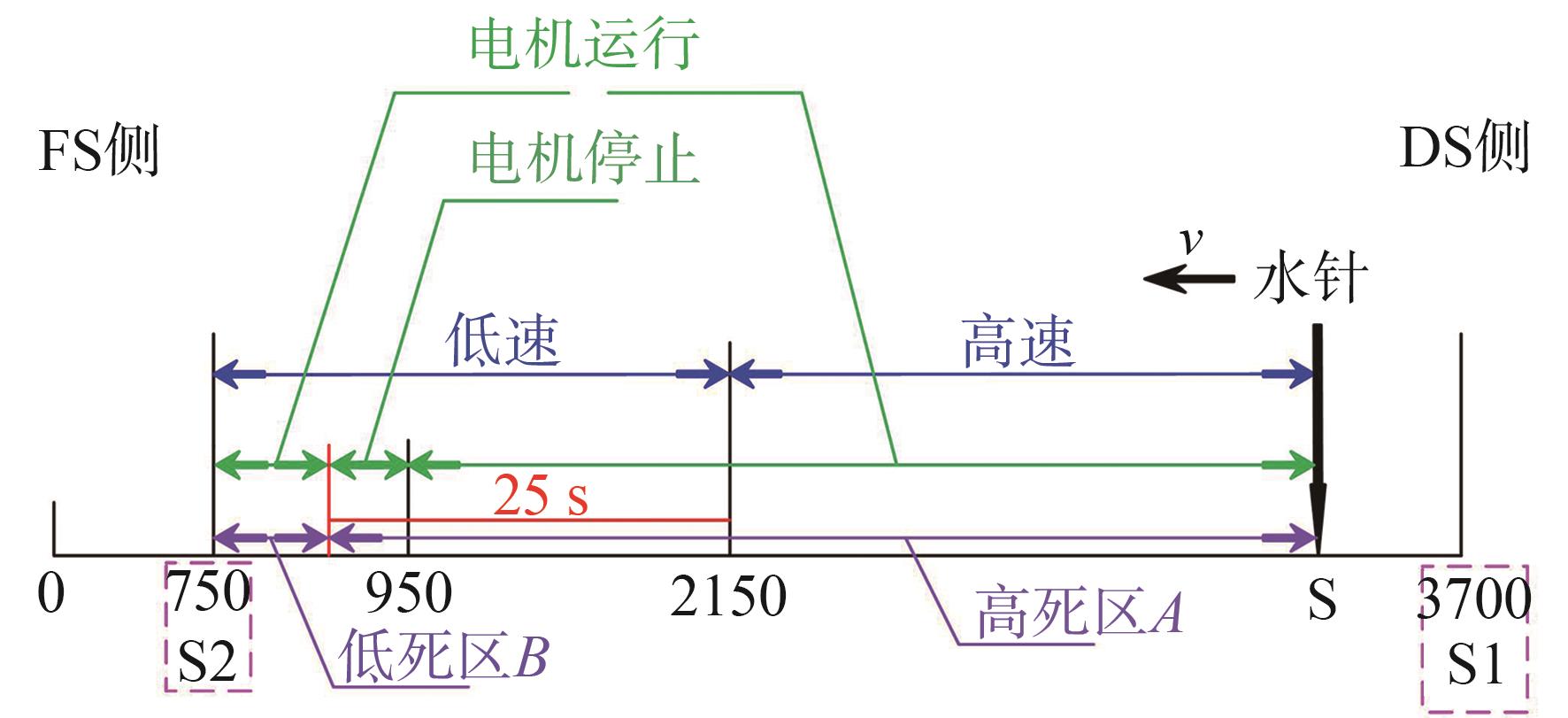
图4 水针移动示意图
Fig. 4 Schematic diagram of trim squirt movement
在生产过程中合理选择高、低死区数值,可以较好地控制水针的最终位置,并尽可能地缩短水针反应时间。由于低死区数值B影响水针最终停止位置更直接,故以低速低死区数值B为例展开相关分析。在某次纸机停机后,准备开机时,自动化工程师给纸机设定引纸位置为FS侧750 mm处为S2。因在实际操作中发现,当设置低死区数值B>50或B<10时,水针偏离设定位置S2更大,于是选取低死区数值B在10~50之间,公差为5,分9次进行实验,分别检测水针最终停止位置,数据如
| 低死区数值 | 水针停止位置/mm | 距离S2差值/mm | 误差% |
|---|---|---|---|
| 10 | 776 | +26 | +3.47 |
| 15 | 772 | +22 | +2.93 |
| 20 | 768 | +18 | +2.40 |
| 25 | 759 | +9 | +1.20 |
| 30 | 744 | -6 | -0.80 |
| 35 | 735 | -15 | -2.00 |
| 40 | 730 | -20 | -2.67 |
| 45 | 728 | -22 | -2.93 |
| 50 | 725 | -25 | -3.33 |
应用Matlab软件中的曲线拟合工具,对9次实验获得数据基于多项式拟合优化方法进行拟合,得到1阶、2阶与3阶拟合多项式,通过对比得到各个多项式拟合相关参数,如
| 阶数 | SSE | |
|---|---|---|
| 1阶 | 148.0 | 0.9554 |
| 2阶 | 122.4 | 0.9631 |
| 3阶 | 29.1 | 0.9912 |
由
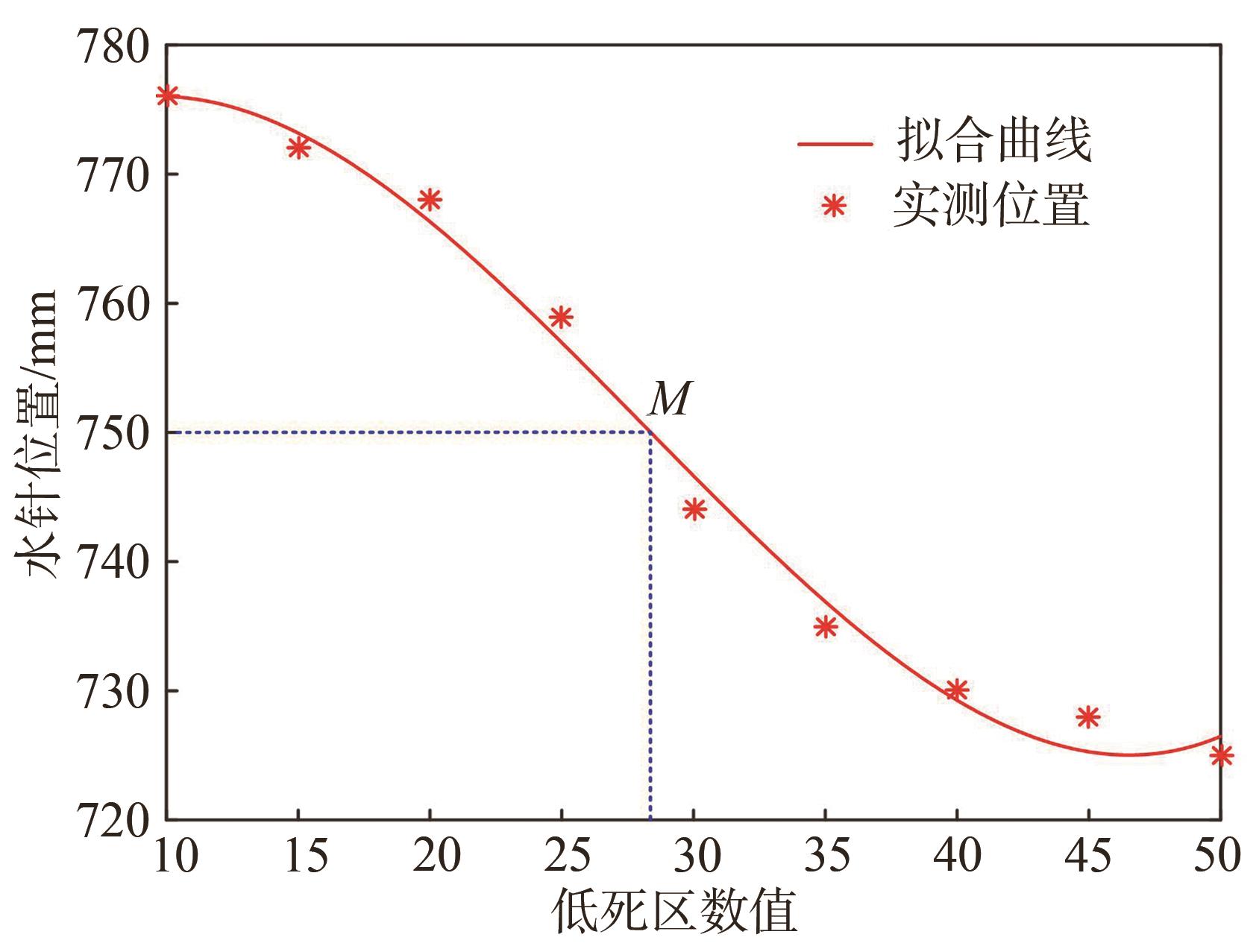
图5 水针实测位置与拟合曲线
Fig. 5 Measured position and the fitting curve of the trim squirt
得到该曲线的拟合方程如
| (1) |
通过
将得到的拟合数据应用到实际生产水针移动控制系统中,设置高死区数值A为200,设置低死区数值B为10~50来调节水针最终位置时,由于低死区数值B设置为40和50时,水针出现无法调节的现象,故分别绘制低死区数值B为10、20、30及变速单死区的水针移动位移对比曲线图,如
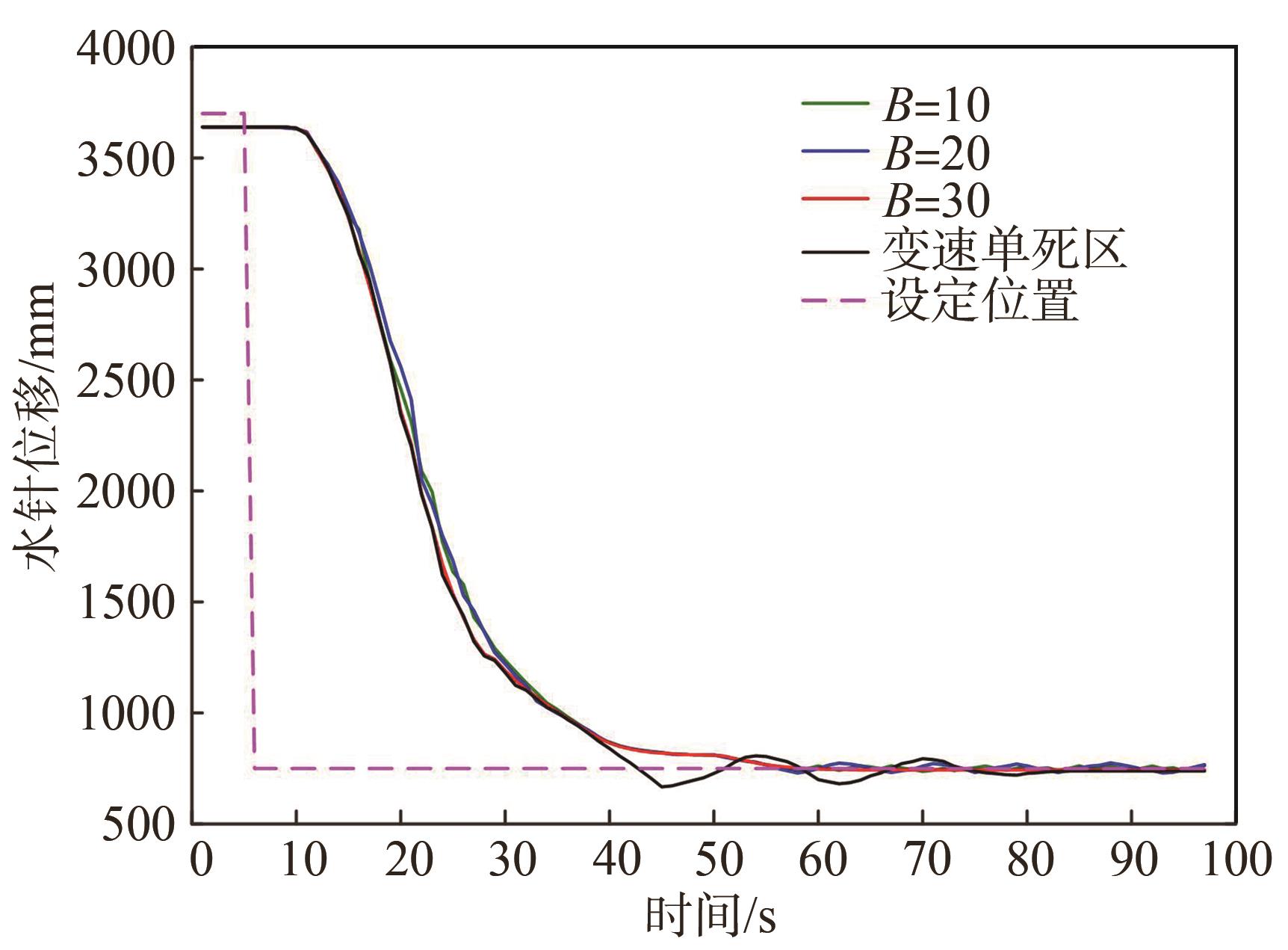
图6 水针位移对比曲线
Fig. 6 Trim squirt displacement contrast curves
由
综上所述,通过应用不同低死区数值进行对比,得到不同低死区数值条件下的水针位移曲线;生产过程中设置高死区数值A为200、低死区数值B为30,验证了基于多项式拟合优化方法所得到的控制死区数值的合理
本研究针对水针定位偏差问题,基于水针移动控制系统,采用变速双死区方法,以控制低死区为例,针对合理选取控制低死区数值问题展开了研究;通过现场多次实验测试数据,求解出了控制低死区数值合理范围,基于多项式拟合优化方法,建立了水针位移与低死区数值的数学进阶;选出了控制低死区数值,并通过实际生产应用验证;选择控制低死区数值为30时,水针偏差最小,与设定位置偏差为6 mm,误差为-0.80%;可达到缩短水针反应时间,减小水针定位偏差的目的,有效地提高了水针反应的敏捷性和纸机引纸的高效性。
参 考 文 献
陈建云, 苗飞, 钟林机, 等. 三叠长网纸板机切边水针系统优化实践[C]// 中国造纸学会第十八届学术年会论文集, 南宁:中国造纸学会, 2018:396-399. [百度学术]
CHEN J Y, MIAO F, ZHONG L J, et al. Trimble Fourdrinier Paperboard Machine Trimming Trim Squirt System Optimization Practice [C]// Proceedings of the 18th Annual Academic Conference of the China Technical Association of Paper Industry, Nanning: China Technical Association of Paper Industry, 2018:396-399. [百度学术]
李羊. 对纸机网部切边水针安装的要求[J]. 国际造纸, 2005,24(1): 7-9. [百度学术]
LI Y. Requirements for the Installation of Trimming Jets in the Wire Section of the Paper Machine[J]. World Pulp and Paper, 2005,24(1): 7-9. [百度学术]
孙来鸿, 张辉, 张继权, 等. 喷淋装置在纸机上的应用与用水节水措施[J]. 中国造纸, 2006,25 (9): 45-50. [百度学术]
SUN L H, ZHANG H, ZHANG J Q, et al. Application of Spray Device on Paper Machine and Water Saving Measures[J]. China Pulp & Paper, 2006,25 (9): 45-50. [百度学术]
杨福成, 彭金平, 谷南夫. 造纸机喷淋器的设计与应用[J]. 中国造纸, 1999,18 (4): 50-58. [百度学术]
YANG F C, PENG J P, GU N F. Design and Application of Sprinkler in Paper Machine[J]. China Pulp & Paper, 1999, 18(4): 50-58. [百度学术]
单文娟, 汤伟, 刘炳. 纸张横幅定量多变量解耦控制策略研究[J]. 中国造纸学报, 2018, 33(2): 44-50. [百度学术]
SHAN W J, TANG W, LIU B. Research on Quantitative Multivariable Decoupling Control Strategy of Paper Banner [J]. Transactions of China Pulp and Paper, 2018, 33 (2): 44-50. [百度学术]
倪锋, 曹旭. 造纸机水针移动控制系统的设计[J]. 中华纸业, 2018, 39(4): 70-71. [百度学术]
NI F, CAO X. Design of Trim Squirt Movement Control System of Paper Machine[J]. China Pulp & Paper Industry, 2018, 39(4): 70-71. [百度学术]
苏贵宁, 雷海龙, 李超, 等. 造纸机水针精准移动控制策略分析[J]. 中国造纸, 2021, 40(12): 76-80. [百度学术]
SU G N, LEI H L, LI C, et al.Control Strategy Analysis of the Precise Movement of Paper Machine Trim Squirt[J]. China Pulp & Paper, 2021, 40(12): 76-80. [百度学术]
洪丁健, 雷海龙. ECS700PID控制回路在纸机上的应用[J]. 黑龙江造纸, 2019, 47(2): 29-32. [百度学术]
HONG D J, LEI H L. Application of ECS700PID control loop in paper machine[J]. Heilongjiang Pulp & Paper, 2019, 47(2): 29-32. [百度学术]