摘要
本研究采用CIE色度系统对烟草薄片的颜色进行量化,通过回归分析建立基于CIE色度系统的涂布率检测方程,并形成生产过程的质量控制模型。结果表明,基于CIE色度系统的颜色检测,对烟草薄片的颜色指标可以进行准确量化,涂布率与颜色指数L*、a*呈极显著相关,与颜色指数b*呈现显著性相关。回归方程的决定系数(
随着烟草行业的发展,烟草薄片逐渐成为卷烟配方的重要原
目前烟草薄片生产过程涂布率的测定通常采用烘箱法(YC/T 572—2018),该法检测耗时长,不能快速指导调控,而且检测结果还会受基片定量波动和含水率不同造成收缩的影响。对于烟草薄片生产企业,由于涂布率检测周期长、检测结果误差大,且尚没有快速测定与响应机制,长期以来多依赖于操作人员的经验与习惯控制,不利于生产控
烟草薄片的外观颜色是衡量其质量的一个重要因
烟草薄片、基片、涂布液,由福建中烟工业有限责任公司提供。
CR-400色差计,日本KONICAMINOLTA公司;DHG-9423干燥箱,海达精密仪器有限公司;天平,德国Sartorius公司。
1.2.1 样品采集:取烟草薄片生产过程的基片和烟草薄片,取样间隔1 h/次,取样量200 g/次,取后密封保存待测。
1.2.2 颜色测定:首先将待测基片和烟草薄片进行平整使其表面无褶皱,然后按照《CR-400色差计使用说明书》的要求进行测定,每个基片和烟草薄片检测10组数据,分别取颜色指标
1.2.3 涂布率的测定:按YC/T 572—2018《再造烟叶涂布率的测定 烘箱法》所规定的方法进行涂布率的测定,计算如
| T=×100% | (1) |
式中,T为涂布率,%;D为烟草薄片绝干质量,g;d为基片绝干质量,g。
烟草薄片制造工艺的关键是涂布工序,也就是浆料抄造成形后的基片,经过涂布液涂布形成烟草薄片(PRT)产品的过程,其照片如
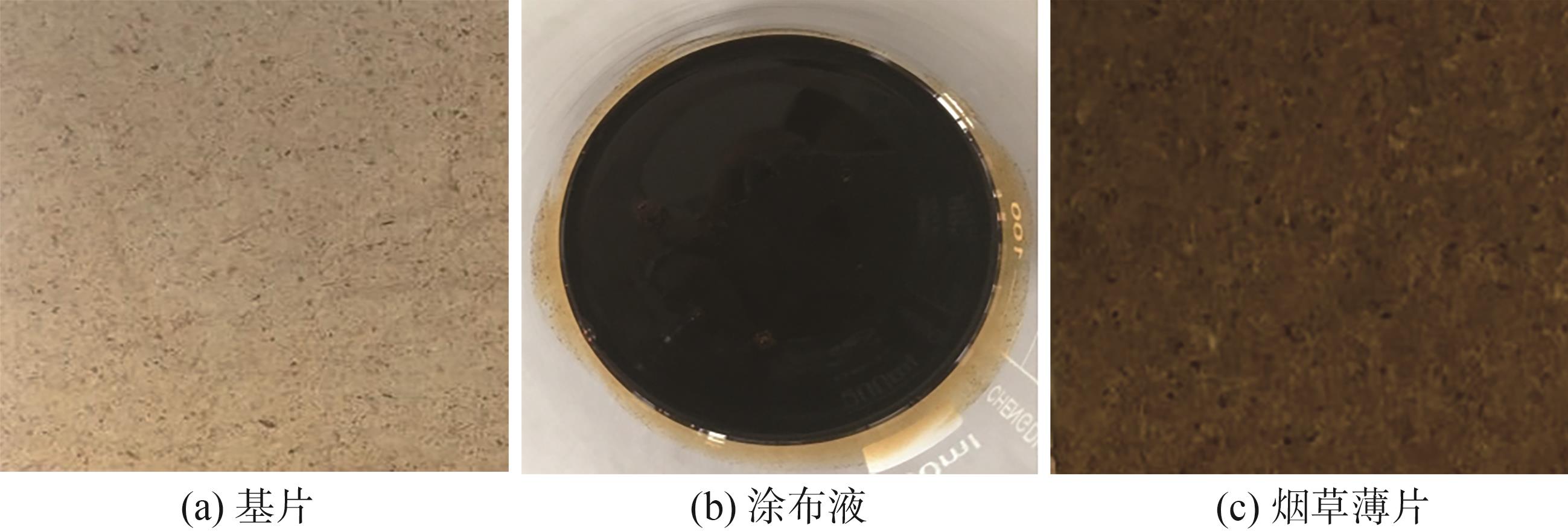
图1 基片、涂布液和烟草薄片成品照片
Fig. 1 Photos of leaf substrate, PRT coating-solution, PRT products
| 样品类型 | 指标 | 外观颜色检测次数/次 | 均值 | RSD/% | |||||
|---|---|---|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | |||||
| 基片 |
| 55.82 | 55.67 | 55.87 | 55.86 | 55.74 | 55.79 | 0.09 | |
|
| 5.22 | 5.17 | 5.25 | 5.18 | 5.20 | 5.20 | 0.04 | ||
|
| 20.04 | 20.31 | 20.01 | 20.30 | 20.16 | 20.16 | 0.16 | ||
| 涂布液 |
| 21.55 | 21.04 | 21.17 | 21.70 | 21.48 | 21.39 | 0.31 | |
|
| 0.70 | 0.80 | 0.79 | 0.74 | 0.80 | 0.77 | 0.05 | ||
|
| -0.22 | -0.18 | -0.15 | -0.12 | -0.14 | -0.16 | 0.04 | ||
| 烟草薄片 |
| 46.77 | 46.95 | 46.73 | 46.65 | 46.87 | 46.79 | 0.13 | |
|
| 7.87 | 7.99 | 7.89 | 7.90 | 7.98 | 7.93 | 0.05 | ||
|
| 28.50 | 28.91 | 28.51 | 28.45 | 28.73 | 28.62 | 0.21 | ||
按照1.2所述实验方法对不同涂布率的烟草薄片进行颜色测定。将烟草薄片的涂布率与颜色指标进行相关性分析,检测分析结果分别见
| 涂布率/% | |||
|---|---|---|---|
| 41.78 | 44.27 | 8.35 | 28.61 |
| 39.34 | 45.25 | 7.99 | 28.71 |
| 38.24 | 45.95 | 7.84 | 28.58 |
| 36.08 | 48.06 | 7.27 | 28.18 |
| 35.88 | 48.75 | 7.05 | 28.24 |
| 33.19 | 50.38 | 6.59 | 28.25 |
| 32.65 | 51.34 | 6.25 | 28.35 |
|
-0.98 |
0.97 |
0.75 |
注
进一步将烟草薄片颜色与涂布率采用逐步回归方式进行建模,并开展显著性检验,结果见
| 涂布率(T)=-0.275 | (2) |
| 指标 | 回归系数 |
|---|---|
| 常数 | -31.940 |
|
| 0.275 |
|
| 5.051 |
|
| 0.651 |
|
| 0.975 |
| F | 38.524 |
由
将待测烟草薄片按照1.2所述方法进行外观颜色的测定,得到颜色检测值
| 涂布率实测值/% | 误差/% | 相对误差/% | |||||
|---|---|---|---|---|---|---|---|
| 烘箱法 | 色度法 | ||||||
| 33.08 | 33.11 | 48.873 | 6.996 | 28.198 | -0.035 | 0.106 | |
| 35.82 | 35.83 | 48.036 | 7.251 | 28.785 | -0.012 | 0.034 | |
| 32.86 | 32.77 | 49.065 | 6.902 | 28.389 | 0.082 | 0.250 | |
| 35.54 | 35.58 | 48.129 | 7.163 | 28.681 | -0.044 | 0.124 | |
| 27.79 | 27.78 | 51.003 | 6.124 | 28.467 | 0.005 | 0.018 | |
| 32.04 | 31.94 | 49.537 | 6.386 | 28.317 | 0.101 | 0.315 | |
| 30.35 | 30.36 | 49.891 | 6.635 | 28.151 | -0.012 | 0.040 | |
基于CIE色度系统法对烟草薄片生产过程质量进行监控,分别构建颜色指标
| Δ | Δ | Δ | ||||
|---|---|---|---|---|---|---|
| UCL | 49.26 | 3.95 | 9.77 | 2.07 | 30.33 | 2.62 |
| CL | 47.29 | 8.73 | 29.02 | |||
| LCL | 45.31 | 7.70 | 27.71 |
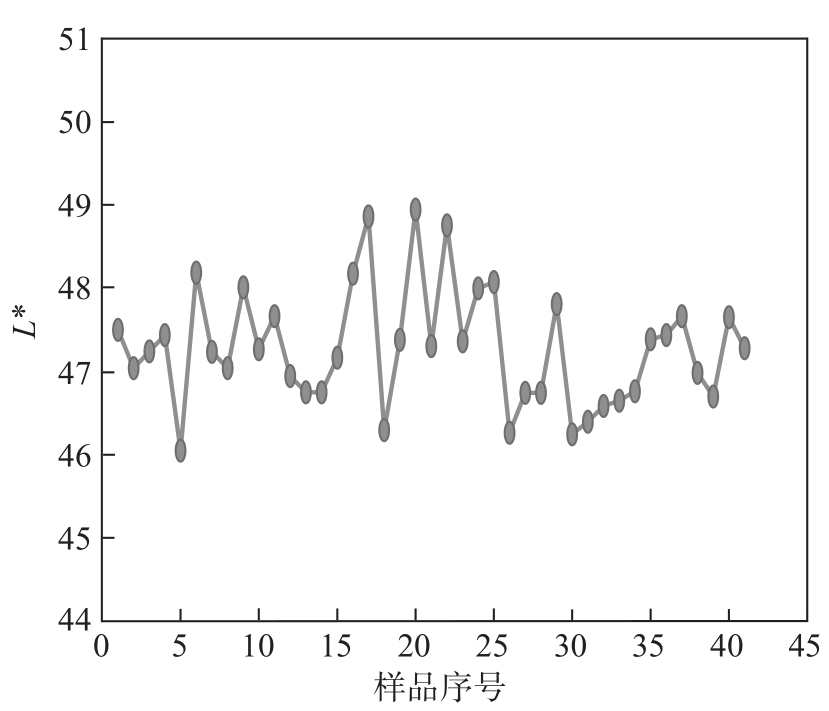
图2 烟草薄片制备过程颜色指标
Fig. 2 Process monitoring of color index
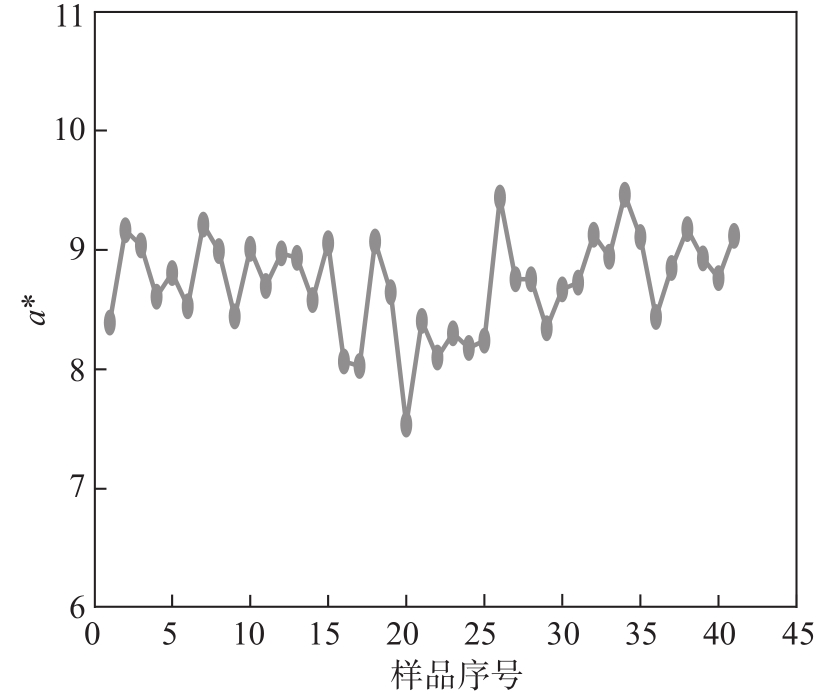
图3 烟草薄片制备过程颜色指标
Fig. 3 Process monitoring of color index
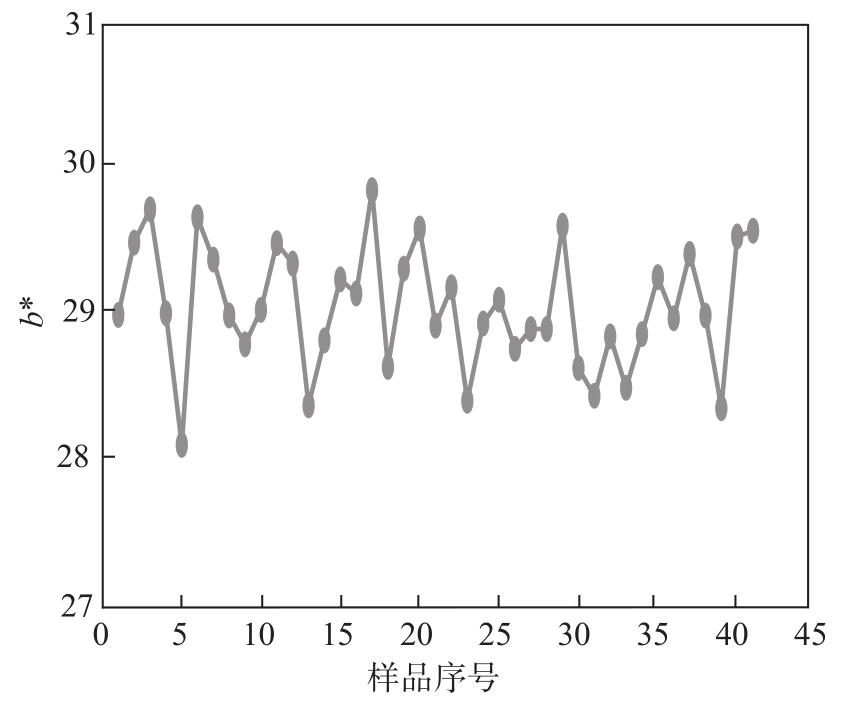
图4 烟草薄片制备过程颜色指标
Fig. 4 Process monitoring of color index
通过
结合质量过程控制图中的上限与下限范围,计算批次内样品合格率及质量稳定性控制范围,分析结果见
| 1 | 1.5 | 2 | 2.5 | 3 | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| SL外/% | Cpk | SL外/% | Cpk | SL外/% | Cpk | SL外/% | Cpk | SL外/% | Cpk | |||||
|
| 14.6 | 0.506 | 4.9 | 0.759 | 0 | 1.012 | 0 | 1.265 | 0 | 1.518 | ||||
|
| 0 | 0.967 | 0 | 1.451 | 0 | 1.934 | ||||||||
|
| 0 | 0.765 | 0 | 1.147 | 0 | 1.529 | ||||||||
注 SL外表示超出控制范围的不合格率。Cpk是生产过程能力指数,<1表示不充分,需改进;1~1.33表示正常;1.33~1.67表示充分,继续保持;>1.67,表示可适当放宽检验。
最终建立基于CIE色度系统的烟草薄片制造过程质量稳定性控制模型,见
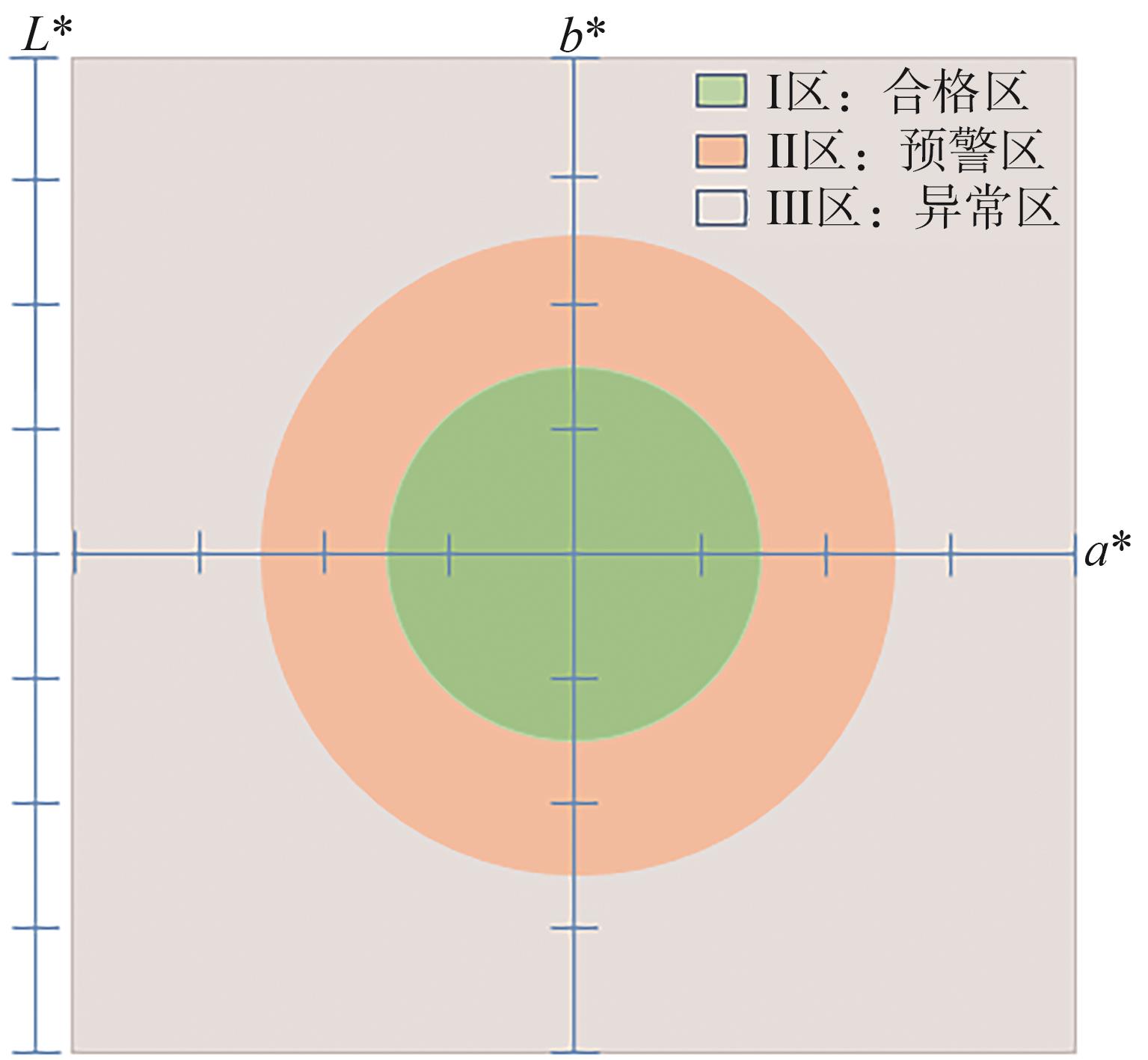
图5 基于CIE色度系统的烟草薄片制备过程质控模型
Fig. 5 Quality control model of reconstituted tobacco manufacturing process based on CIE chromaticity system
为了评价质控模型的准确性,将质控模型应用在3种烟草薄片制备过程进行验证。分别按照1.2.1所述方法取样检测。
| 样品类型 | 涂布率设定值/% | 色度法质控区 | 色度法-涂布率检测值/% | 烘箱法-涂布率实测值/% | 误差/% | 相对误差/% |
|---|---|---|---|---|---|---|
| FJ-1 | 35.5±1.0 | Ⅰ | 35.22 | 35.2 | 0.02 | 0.057 |
| Ⅱ | 34.56 | 34.7 | -0.14 | 0.403 | ||
| Ⅰ | 35.80 | 35.9 | -0.1 | 0.279 | ||
| Ⅰ | 35.59 | 35.6 | -0.01 | 0.028 | ||
| Ⅲ | 36.51 | 36.4 | 0.11 | 0.302 | ||
| FJ-2 | 37.0±1.0 | Ⅱ | 37.87 | 37.9 | -0.03 | 0.079 |
| Ⅰ | 37.21 | 37.2 | 0.01 | 0.027 | ||
| Ⅰ | 37.84 | 37.8 | 0.04 | 0.106 | ||
| Ⅰ | 36.79 | 36.8 | -0.01 | 0.027 | ||
| Ⅰ | 37.54 | 37.5 | 0.04 | 0.107 | ||
| FJ-3 | 38.5±1.0 | Ⅰ | 38.94 | 38.9 | 0.04 | 0.103 |
| Ⅲ | 39.79 | 39.8 | -0.01 | 0.025 | ||
| Ⅰ | 38.12 | 38.1 | 0.02 | 0.052 | ||
| Ⅰ | 38.63 | 38.6 | 0.03 | 0.078 | ||
| Ⅰ | 38.41 | 38.4 | 0.01 | 0.026 |
样品 类型 | 涂布率 设定值/% | 色度法 | 烘箱法检测结果/% | ||
|---|---|---|---|---|---|
| 质控区 | 检测正常 | 需要预警 | 产生异常 | ||
| FJ-1 | 35.5±1.0 | Ⅰ | 100 | 0 | 0 |
| Ⅱ | 5.8 | 94.2 | 0 | ||
| Ⅲ | 0 | 0.8 | 99.2 | ||
| FJ-2 | 37.0±1.0 | Ⅰ | 100 | 0 | 0 |
| Ⅱ | 8.5 | 90.2 | 1.3 | ||
| Ⅲ | 0 | 0 | 100 | ||
| FJ-3 | 38.5±1.0 | Ⅰ | 100 | 0 | 0 |
| Ⅱ | 4.1 | 95.2 | 0.7 | ||
| Ⅲ | 0 | 1.0 | 99.0 | ||
本研究采用CIE色度系统对烟草薄片的颜色进行量化,进一步通过回归分析建立了基于CIE色度系统的涂布率检测回归方程,并形成生产过程的质控模型。
3.1 研究表明,基于CIE色度系统法对造纸法烟草薄片的颜色质量进行定量检测,显示同一样品相对标准偏差最大为0.31%,表明CIE色度系统测定烟草薄片颜色的精确度较高。
3.2 相关性分析结果表明,涂布率与色度系统颜色指数
3.3 实际生产运行过程,利用色度法检测的涂布率与烘箱法测定的涂布率对比,相对误差最大为0.403%,并且通过对基于CIE色度法构建的烟草薄片制造过程质控模型的检验与评价,证明该方法可以有效指导实际生产控制。
参考文献
朱宏福,堵劲松,常纪恒,等.X射线法无损测定造纸法再造烟叶涂布率[J].烟草科技,2019,52(6):99-104. [百度学术]
ZHU H F,DU J S,CHANG J H,et al.Nondestructive determination of coating rate of paper-making process reconstituted tobacco with X ray[J].Tobacco Science & Technology,2019,52(6):99-104. [百度学术]
WANG J, QIU Y, LIU J. Study on Physical and Chemical Properties of Domestic and Imported Paper-process Reconstituted Tobacco[J].Advanced Materials Research,2012,356:1894-1899. [百度学术]
武超伟,田晓辉, 孙 宇, 等. 烟末尺寸对造纸法再造烟叶性能的影响[J].中国造纸,2018,37(5) :39-44. [百度学术]
WU C W, TIAN X H, SUN Y, et al. The Effect of Tobacco Scrap Size on the Quality of Reconstituted Tobacco Sheet[J]. China Pulp & Paper, 2018,37(5):39-44. [百度学术]
戴 路,陶 丰,袁凯龙,等.造纸法再造烟叶的研究进展[J].中国造纸学报,2013,28(1):65-69. [百度学术]
DAI L,TAO F,YUAN K L, et al. Research Progress of Reconstituted Tobacco Based on Papermaking Process[J].Transactions of China Pulp and Paper, 2013,28(1):65-69. [百度学术]
PENG X H,YI J H,ZHOU Q M,et al.Resear ch on differences of colorandluster,chemical components and the irrelation ship between differently-graded flue-cured tobacc of romidentical part of tobacco plants[J].Journal of Hunan Agricultural University,2008,1(1):39-43. [百度学术]
张文军,邱 晔,苏丹丹,等.造纸法再造烟叶涂布率与常规无机化学成分对应关系研究[J].昆明理工大学学报,2016,41(5):113-118. [百度学术]
ZHANG W J,QIU Y,SU D D, et al.Relationship Between Coating Rate and Inorganic Chemical Composition of Paper-process Reconstituted Tobacco[J].Journal of Kunming University of Science and Technology,2016,41(5):113-118. [百度学术]
殷艳飞,王浩雅,向海英,等.造纸法再造烟叶对卷烟CO释放量影响的研究进展[J].中国造纸学报,2013, 28(2):56-61. [百度学术]
YIN Y F,WANG H Y,XIANG H Y, et al. Influence of Reconstituted Tobacco Made by Paper-process on Carbon Monoxide Release from Cigarette[J]. Transactions of China Pulp and Paper, 2013,28(2):56-61. [百度学术]
惠建权,李 涵,卫 青,等.涂布率对再造烟叶综合品质的影响[J].光谱实验室,2012,29(3):1739-1733. [百度学术]
HUI J Q,LI H,WEI Q, et al. Influence of Coatings Coverage Rate on Comprehensive Quality of Reconstituted Tobacco[J].Chinese Journal of Spectroscopy Laboratory,2012,29(3):1739-1733. [百度学术]
叶建斌,吕丽文,王 璐,等.造纸法再造烟叶工艺流程中中性香味物质的变化[J].河南农业大学学报,2019,53(3):415-425. [百度学术]
YE J B, LYU L W, WANG L, et al.Variation of neutral aroma components in the process of reconstituted tobacco by papermaking[J]. Journal of Henan Agricultural University, 2019,53(3):415-425. [百度学术]
张文军,吴丽君,刘 静,等.造纸法再造烟叶涂布率测定方法优化[J]. 工业技术创新,2018,5(2):5-9. [百度学术]
ZHANG W J, WU L J, LIU J, et al.Optimization on the Coating Rate Determination of Paper-making Reconstituted Tobacco[J]. Industrial Technology Innovation, 2018,5(2):5-9. [百度学术]
胡念武,晏群山,刘雄斌.再造烟叶产品颜色稳定性分析及控制措施[J].纸和造纸,2016,35(12):18-21. [百度学术]
HU N W, YAN Q S, LIU X B. Color Stability Analysis of Reconstituted Tobacco and Corresponding Control Measures[J].Paper and Paper Making, 2016,35(12):18-21. [百度学术]