摘要
本课题设计了一套水针移动控制系统以解决造纸机网部用于纸机引纸和全幅定位的水针精准移动问题。基于变速双控制死区方法,控制水针移动和定位;通过控制水针移动的速度切换,配合设置双控制死区;采用水针降速的方式降低由水针移动引起的惯性误差,以达到精准控制水针定位的目的。结果表明,采用变速双控制死区方法,水针位移曲线变化平缓,最终停止时与水针设定位置的误差为0.8%,定位更加精确;且与变速单死区系统相比,水针移动反应时间缩短,为纸机水针精准位移控制提供有价值的参考。
水针系统是纸机上的关键部
目前,大多数纸机水针移动控制方式为:以PLC为控制核心,通过上位机设定的水针位置和编码器检测的水针实际位置相比较,通过变频器控制速度切换,进而驱动电机控制水针位
本课题设计了一套水针移动控制系统,设置变速双控制死区,分别为粗略控制的高死区和精确控制的低死区。控制死区是一个位移设定值,指水针实际位置与设定位置的差值。通过实际位置与设定位置的差值和控制死区设定值作比较,水针从引纸位向全幅位移动时,若差值≤控制死区设定值,则上位机继续输出控制命令,使水针继续移动;反之,则上位机停止输出控制命令。水针从全幅位向引纸位移动时,若差值≥控制死区设定值,则上位机继续输出控制命令,使水针继续移动;反之,上位机停止输出控制命令。针对水针精准移动问题,通过控制水针移动的高速和低速切换,配合设置双控制死区,采用水针降速的方式来降低由水针运动引起的惯性误差,以达到精准控制水针定位的目的。本系统可更精准控制水针移动位置,缩短水针移动反应时间,减少纸机引纸时的损纸量,提高纸机的生产效率。
造纸机网部水针系统实物图和水针结构示意图分别如
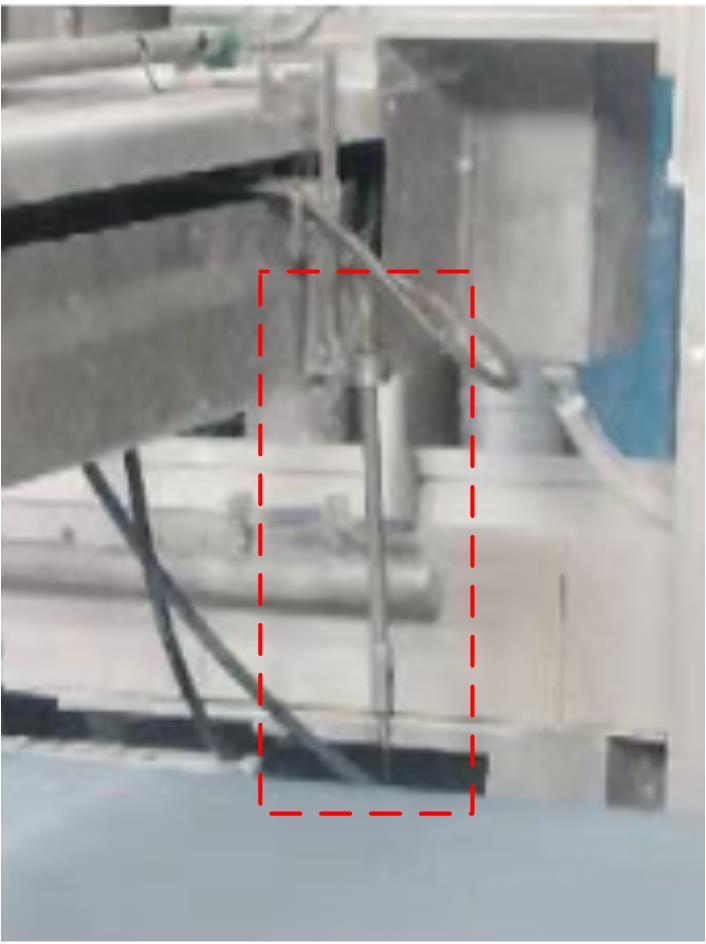
图1 网部水针
Fig. 1 Trim squirt of wet section
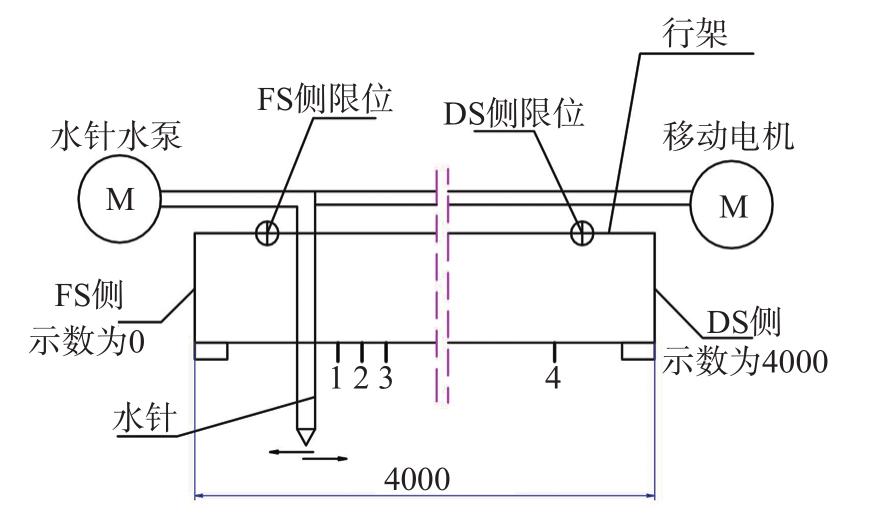
图2 纸机水针结构示意图
Fig. 2 Schematic diagram of trim squirt structure of paper machine
水针控制系统硬件组成如
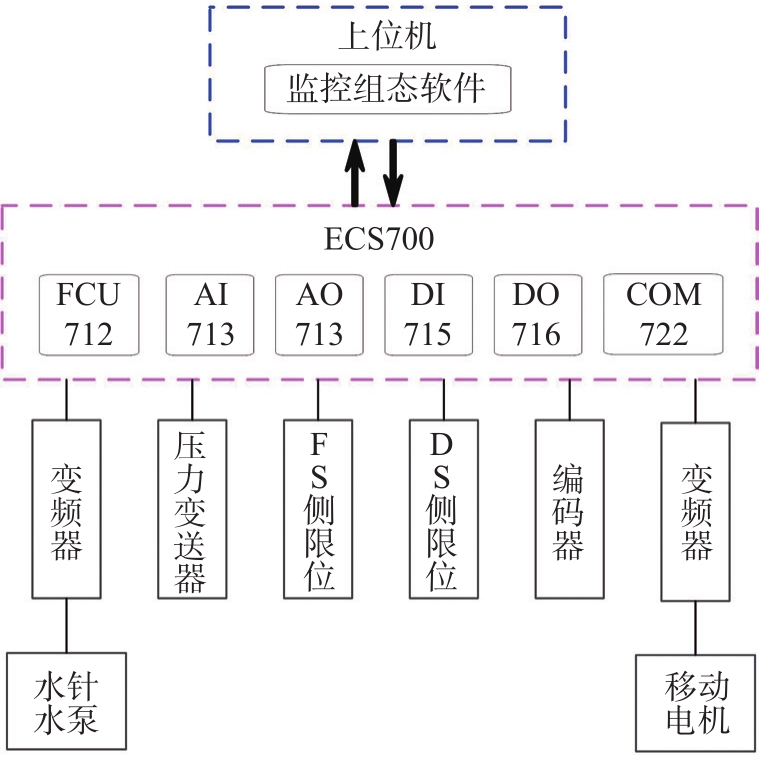
图3 水针控制系统硬件
Fig. 3 Hardware of trim squirt control system
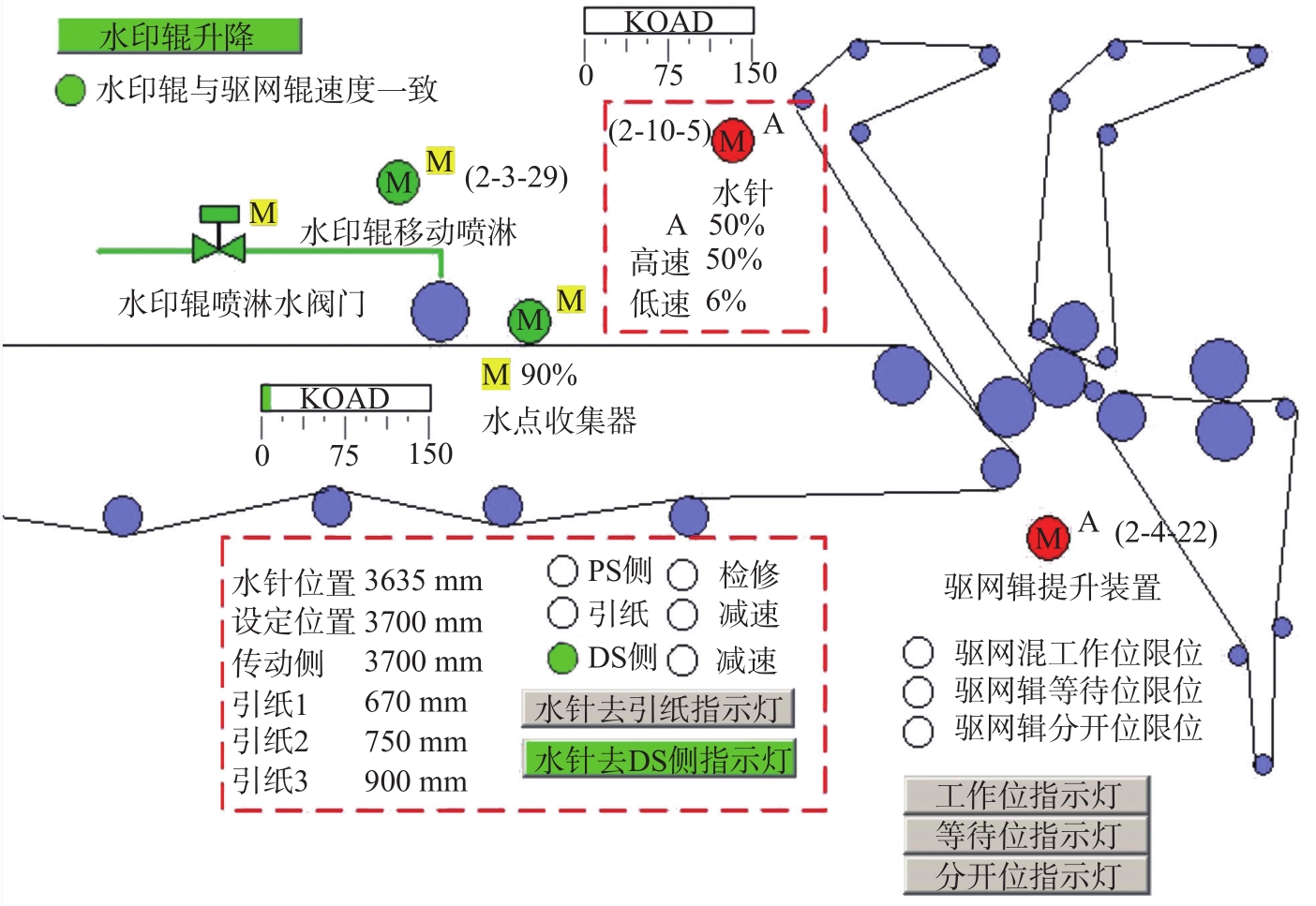
图4 水针控制系统的操作界面
Fig. 4 Operation interface of trim squirt control system
水针系统程序设计采用ECS700系统的逻辑功能块搭建,主要采取变速双控制死区的方法控制水针移动定位。当电机高速运行时,控制死区范围为±200,即高死区;当电机低速运行时,控制死区范围为 ±30,即低死区。控制程序逻辑如下。
(1)水针电机的启动与停止:水针电机起停程序逻辑,如
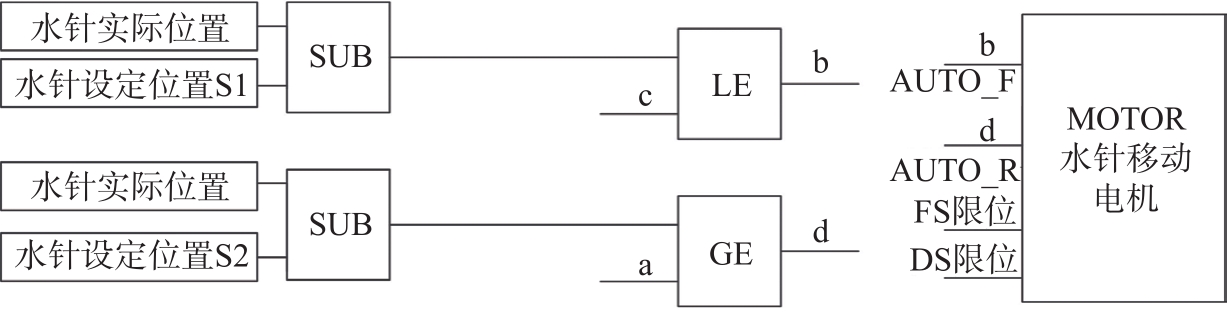
图5 水针电机起停程序逻辑
Fig. 5 Starting and stopping program logic of trim squirt motor
(2)水针移动速度的选择:水针速度选择程序逻辑图如
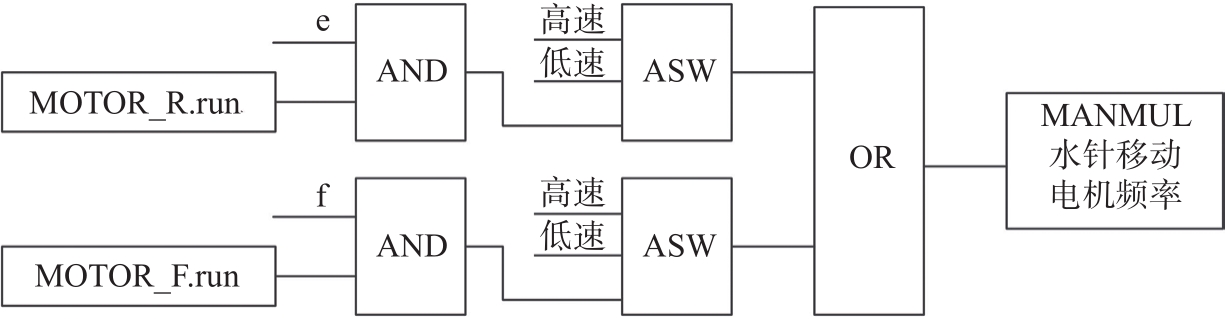
图6 水针速度选择程序逻辑
Fig. 6 Program logic of trim squirt speed selection
(3)控制死区的选择:控制死区选择程序逻辑图如
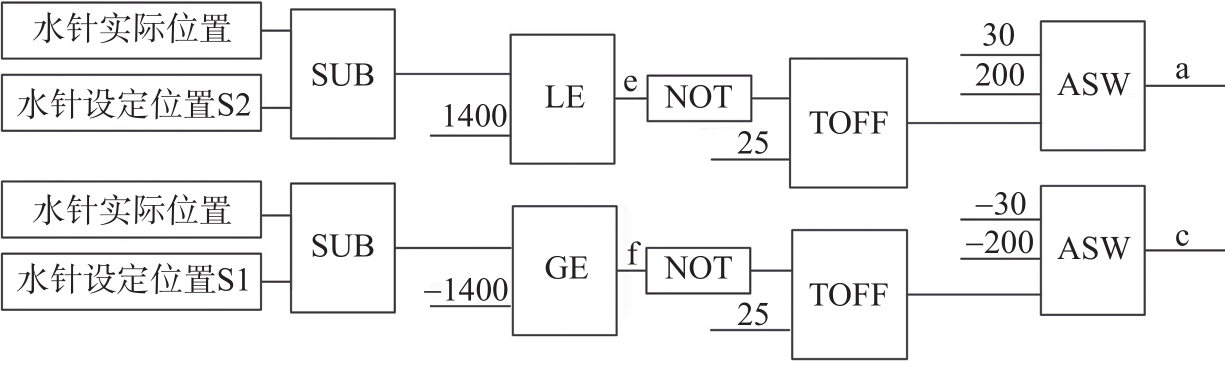
图7 控制死区选择程序逻辑
Fig. 7 Control dead zone selection program logic
在实际生产过程中,采用本课题设计的系统变速双控制死区方法控制水针移动定位,以断纸后水针从DS侧向FS侧移动为例,即生产断纸后,水针由全幅位置移动到引纸位置的移动过程可参见
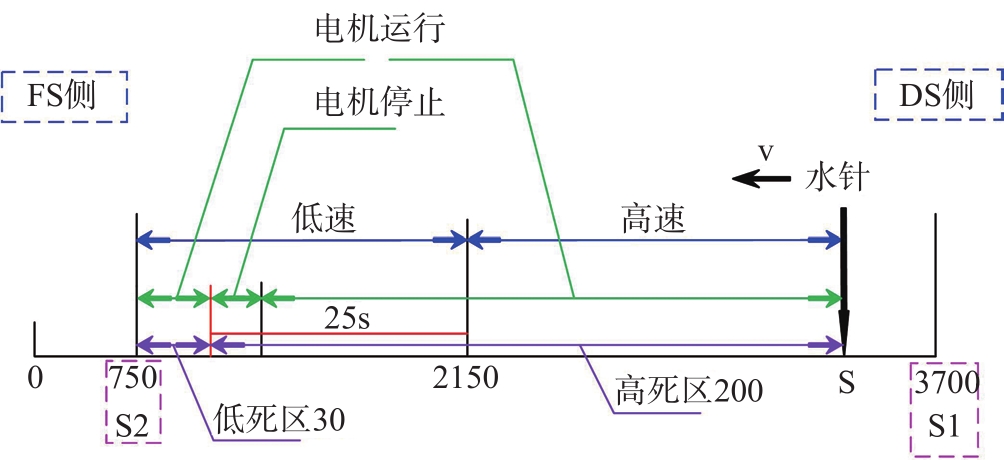
图8 水针移动示意图
Fig. 8 Schematic diagram of trim squirt movement
(1)生产断纸后,系统接收到断纸信号,水针设定位置自动变为S2,实际位置S,水针实际位置与设定位置差值>200,水针电机启动,水针开始向FS侧移动;水针实际位置与设定位置差值>1400,水针速度为高速运行,速度由变频器设定为50%,控制高死区为200。
(2)水针继续向FS侧移动,当水针实际位置与设定位置差值≤1400,水针速度变为低速运行,速度由变频器设定为6%。由
(3)25 s延时期间,控制死区依然是高死区200,水针继续向FS侧移动,当水针实际位置与设定位置差值<控制高死区200,水针移动电机停止工作,水针由于惯性继续向FS侧移动。
(4)延时25 s过后,控制死区由高死区200转换为低死区30,水针实际位置与设定位置差值>低控制死区30,水针移动电机启动通过低速移动进行位置调整。
(5)经过调整后,水针移动电机停止工作时,水针实际停在744 mm位置。
综上所述,水针由全幅位置向引纸位置移动过程中,水针起初移动时,为高速高死区;当水针移动到临界点时,即S-S2=1400,S=2150处,水针移动速度从高速转变为低速,同时开始25 s计时,25 s期间均为高死区;当水针移动到高死区范围内时,电机停止工作,由于水针移动惯性作用,水针仍会继续移动一段距离;25 s延时结束后,水针控制从高速高死区转变为低速低死区,控制程序用水针降速的方式来降低由水针运动引起的惯性误差。通过本课题的变速双死区方法与之前变速单死区方法比较,并绘制水针位移随时间变化曲线如
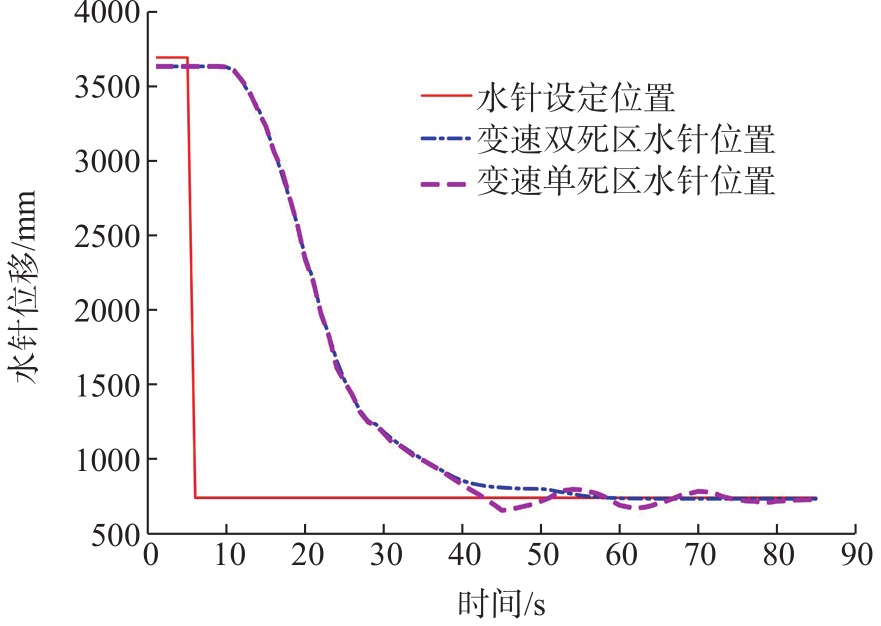
图9 水针位移对比曲线
Fig. 9 Trim squirt displacement contrast curve
由
本课题针对纸机网部用于引纸和全幅定位的水针精准移动问题,设计一套水针移动控制系统。基于变速双控制死区方法控制水针移动定位,通过控制水针移动高速和低速切换,配合设置双控制死区,采用水针降速的方式来降低由水针运动引起的惯性误差以达到精准控制水针定位的目的。在实际生产过程中,采用该方法控制的水针最终位置与水针设定位置的误差为0.8%,定位更加精准,相对变速单死区系统,稳定时间更短。从而减少了纸机引纸过程的损纸量,提高了生产效率。
参考文献
陈建云, 苗 飞, 钟林机, 等. 三叠长网纸板机切边水针系统优化实践[C]//中国造纸学会第十八届学术年会. 南宁:中国造纸学会, 2018:396-399. [百度学术]
CHEN J Y, MIAO F, ZHONG L J, et al. Trimble Fourdrinier Paperboard Machine Trimming Water Needle System Optimization Practice [C]//the 18th Annual Academic Conference of China Technical Association of Paper Industry. Nanning: China Technical Association of Paper Industry, 2018:396-399. [百度学术]
李 羊. 对纸机网部切边水针安装的要求[J]. 国际造纸, 2005(1): 7-9. [百度学术]
LI Y. Requirements for the installation of Trimming Jets in the Wire Section of the Paper Machine[J]. World Pulp and Paper, 2005(1): 7-9. [百度学术]
孙来鸿, 张 辉, 张继权, 等. 喷淋装置在纸机上的应用与用水节水措施[J]. 中国造纸, 2006, 25(9): 45-50. [百度学术]
SUN L H, ZHANG H, ZHANG J Q, et al. Application of Spray Device on Paper Machine and Water Saving Measures[J]. China Pulp & Paper, 2006, 25(9): 45-50. [百度学术]
杨福成, 彭金平, 谷南夫. 造纸机喷淋器的设计与应用[J]. 中国造纸, 1999,18 (4): 50-58. [百度学术]
YANG F C, PENG J P, GU N F. Design and Application of Sprinkler in Paper Machine[J]. China Pulp & Paper, 1999,18 (4): 50-58. [百度学术]
傅 晓. 纸机引纸系统优化[J]. 中国造纸, 2010, 29(6): 71-74. [百度学术]
FU X. Optimization of Paper Machine Threading System[J]. China Pulp & Paper,2010, 29(6): 71-74. [百度学术]
祁红影. 水针式切边装置在干纸页的应用[J]. 造纸科学与技术, 2008, 27(6): 155-156. [百度学术]
QI H Y. Application of water jet type trimming device in dry paper sheets[J]. Paper Science and Technology, 2008, 27(6): 155-156. [百度学术]
汤 伟, 王孟效, 李明辉, 等. 流浆箱先进控制策略及解耦控制算法[J]. 中国造纸学报, 2006, 21(1): 108-114. [百度学术]
TANG W, WANG M X, LI M H, et al. Advanced Control Strategy and Decoupling Control Algorithm of Headbox [J]. Transactions of China Pulp and Paper, 2006, 21(1): 108-114. [百度学术]
单文娟, 汤 伟, 刘 炳. 纸张横幅定量多变量解耦控制策略研究 [J]. 中国造纸学报, 2018, 33(2): 44-50. [百度学术]
SHAN W J, TANG W, LIU B. Research on Quantitative Multivariable Decoupling Control Strategy of Paper Banner [J]. Transactions of China Pulp and Paper, 2018, 33 (2): 44-50. [百度学术]
倪 锋, 曹 旭. 造纸机水针移动控制系统的设计[J]. 中华纸业, 2018, 39(4): 70-71. [百度学术]
NI F, CAO X. Design of Water Needle Movement Control System of Paper Machine[J]. China Pulp and Paper Industry, 2018, 39(4): 70-71. [百度学术]