摘要
针对造纸机发生真空压榨辊传动侧螺栓断裂情况进行故障诊断。通过实际测量真空压榨辊辊筒和轴,对纸机压榨部石辊、真空压榨辊、下压榨胶件之间受力分析,计算传动侧电机提供的扭矩和真空压榨辊传动侧螺栓所承受的抗剪切强度,研究了真空压榨辊螺栓断裂的原因。结果表明,真空压榨辊螺栓断裂的原因如下:①真空压榨辊筒与轴发生间隙配合;②真空压榨辊所承受的线压力过大;③螺栓实际承受的剪切强度大于其对应材料的许用切应力。本文还提出了防止真空压榨辊螺栓断裂的相关预防措施,应在纸机停机检修期间做好对真空压榨辊的维护与改造,为今后纸机安全运行提供必要的保障。
造纸机压榨部是纸机的关键组成部分,纸浆通过网部脱水后进入压榨部,借助纸机上各个辊件的机械压力进一步脱
真空压榨辊传动侧螺栓多处折断时,真空压榨辊振动较大,真空压榨辊螺栓断裂照片如
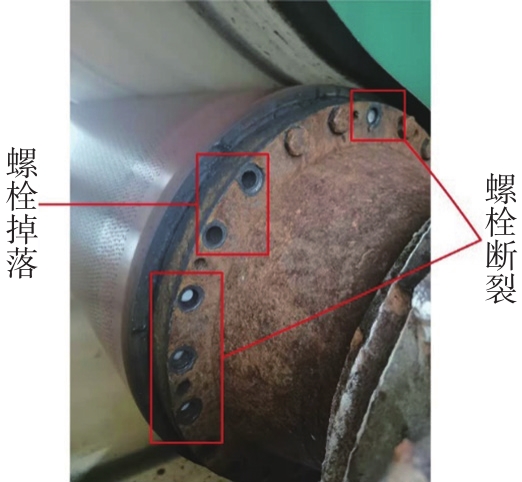
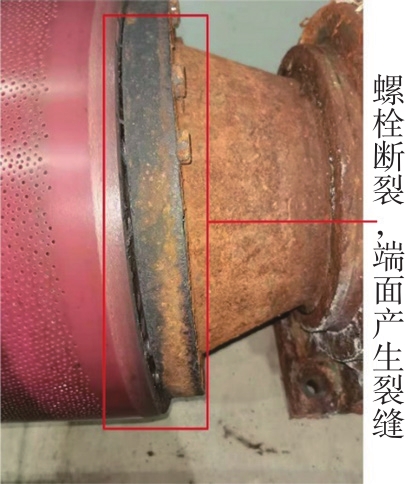
图1 真空压榨辊螺栓断裂处与裂缝处
Fig. 1 Breaking and cracks of vacuum press roll bolts
在拆卸真空压榨辊辊筒,更换断裂螺栓的过程中,设备维护人员测量了真空压榨辊辊筒内径及与之配合的轴直径,辊筒内径为和,与之配合的轴直径为和,说明辊筒和轴的圆度均发生变形。测量后发现辊筒内径与轴直径的配合已变成间隙配合,且配合表面出现磨损及划痕,表面粗糙度大于6.3。因此辊筒和轴的圆度变形,且二者间配合变为间隙配合,可能是导致螺栓断裂的原因之一。
纸机的压榨部由石辊、真空压榨辊和下压榨胶辊组成,真空压榨辊位于石辊与下压榨胶辊之间,
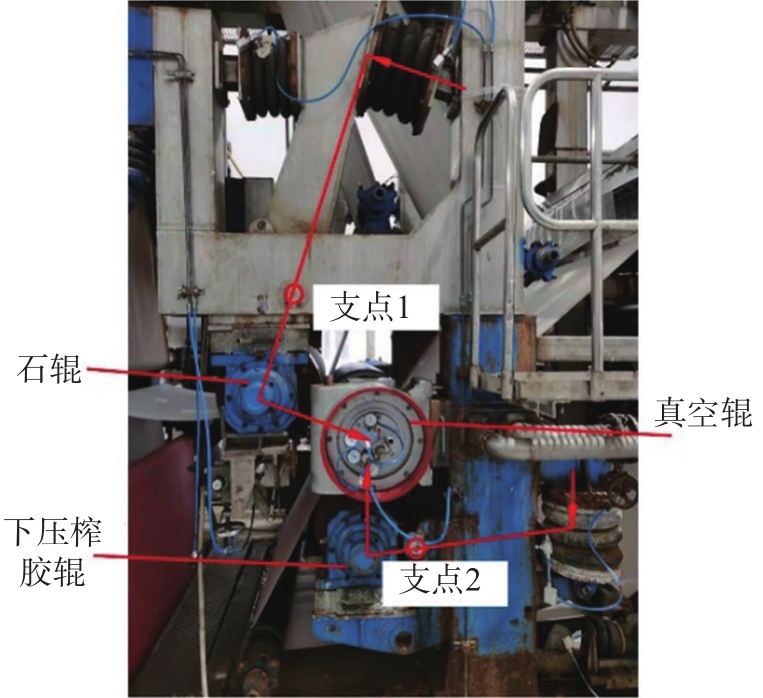
图2 压榨部中辊位置关系
Fig. 2 Roll position relationship in the press section
针对
| (1) |
| (2) |
| (3) |
式中,O1A1为石辊气胎施加力Fq1力臂,取1.15 m;O1B1为真空压榨辊被石辊施加力F1力臂,取0.48 m;P为气胎压强,取0.45 MPa;d1为气胎直径,取0.38 m。
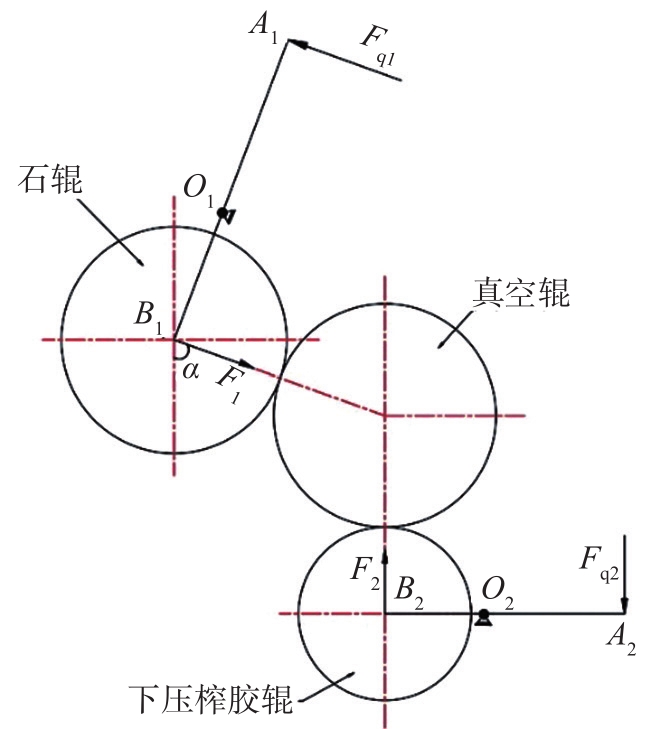
图3 真空辊受力简图
Fig. 3 Force diagram of vacuum press roll
通过计算可得F1=118.6 kN。石辊轴承底座面积为0.0675
同理,单侧压榨下压榨胶辊对真空压榨辊的压力F2可由式(4)~
| (4) |
| (5) |
| (6) |
式中,O2A2为下压榨胶辊气胎施加力Fq2力臂,取0.86 m;O2B2为真空压榨辊被下压榨胶辊施加力F2力臂,取0.27 m;P为气胎压强,取0.45 MPa;d2为气胎直径,取0.36 m。
通过计算可得F2=143.3 kN。下压榨胶辊的轴承底座面积与石辊面积相同,为0.0675
真空压榨辊长度为1.6 m,通过计算可得,其承受线压力分别为Fx1=F1/1.6=74 kN/m,Fx2=F2/1.6=89 kN/m。真空压榨辊设计承受线压力分别为60 kN/m和90 kN/m。因此石辊和下压榨胶辊对真空压榨辊施加的线压力过大,是导致连接螺栓断裂的原因之一。
通过
| (7) |
式中,Q为驱动真空压榨辊的电机功率,取15 kW;N为电机转数,取1472 r/min;i为减速机速比,取16∶1;k为使用系数。
当真空压榨辊一侧端面受到转矩T的作用时,端面将围绕通过螺栓组的圆心与接合面相垂直的轴线转动。为了防止端面转动,需靠螺栓预紧后在接合面间产生的摩擦力矩来抵抗转矩T。假设各个螺栓的预紧程度相同,即各螺栓的预紧力均为F01,则各个螺栓连接处产生的摩擦力均相等,并假设摩擦力集中作用在螺栓中心处。为阻止接合面发生相对转动,各摩擦力应与该螺栓的轴线到螺栓组对称中心的连线(即力臂ri)垂直。根据作用在端面上的力矩平衡及连接轻度的条件,可得各螺栓所需的预紧力如
| (8) |
式中,f为接合面摩擦系数,取0.15;ri为第i个螺栓的轴线到螺栓组对称中心的距离,取0.235 m;z为螺栓数目,取24;KS为防滑系数,取1.2。
由上述可知,电机提供的扭矩对于螺栓的断裂存在一定的影响,考虑到与真空压榨辊的配合方式为间隙配合,当真空压榨辊工作转动起来时,受传动侧电机驱动的影响,间隙处必然存在碰撞,因此端面固定螺栓易产生疲劳断裂。
螺栓杆的抗剪切强度可由
| (9) |
| (10) |
式中,F为螺栓所受的工作剪切力,由前文计算为213 kN;α为石辊与真空压榨辊圆心连线与垂直方向夹角,取70°;d0为螺栓剪切面的直径,取0.016 m;[τ]为螺栓材料的许用切应力,MPa。
通过计算,当真空压榨辊件实际运行受到压力时,螺栓实际承受的剪切强度τ=83 MPa,该数值大于M16螺栓的许用切应力[τ]=65.5 MPa,因此螺栓在上机运行时会发生断裂。
本文通过测量、受力分析和相关计算,研究了真空辊螺栓断裂的原因,并提出了今后应采取的预防措施。
3.1 真空压榨辊下机维护更换断裂螺栓时,通过测量辊筒内径与其配合的轴径,判断此时的配合类型为间隙配合。在生产过程中,由于辊筒自转,引起其自身辊件配合处发生碰撞,导致螺栓断裂。
3.2 经过受力分析,石辊和下压榨胶辊在给真空压榨辊加压的过程中导致真空压榨辊所承受的线压力过大,其受力不均,导致螺栓断裂。
3.3 通过对螺栓杆的剪切强度进行计算,M16螺栓实际承受的剪切强度大于其对应材料的许用切应力,导致螺栓断裂。
3.4 防止真空压榨辊螺栓断裂的相应预防措施如下:①可将真空压榨辊内芯车削镶套,使之与辊筒形成公差范围内的过盈配合,使辊筒与内芯配合更紧密,并将辊筒和辊芯配合的圆周均分成4份,配作圆键,降低辊件所承受的螺栓的横向载荷;②新真空压榨辊件上机时,调校速差时压力尽量控制在可控范围内,以避免因加压状态调校速差对辊件线压力及扭矩发生变化,对相关各部位造成损坏;③利用停机待产时间将辊件端面螺栓定期更换,防止因螺栓锈蚀造成螺栓材料屈服极限下降,从而避免螺栓折断。
参考文献
马文明, 沈天宇. 卫生纸机压榨部运行参数及能效关系分析与优化[J]. 中国造纸学报, 2019, 34(2): 47-52. [百度学术]
MA W M, SHEN T Y. Analysis and Optimization of the Relationship Between Operating Parameters and Energy Efficiency of the Tissue Machine Press Section[J]. Transactions of China Pulp and Paper, 2019, 34(2): 47-52. [百度学术]
张善禹. 国产离心铸造镍铬不锈钢真空辊的使用[J]. 国际造纸, 1996, 15(4): 17-18+29. [百度学术]
ZHANG S Y. Use of Domestic Centrifugal Casting Ni-Cr Stainless Steel Vacuum Roller[J]. World Pulp and Paper, 1996, 15(4): 17-18+29. [百度学术]
罗源东. 纸机真空辊常见故障原因分析及其解决措施[J]. 造纸科学与技术, 2020, 39(3): 82-84. [百度学术]
LUO Y D. Analysis and Solution of Common Faults of Vacuum roll of Paper Machine[J]. Paper Science and Technology, 2020, 39(3): 82-84. [百度学术]
朱光云. 高速卫生纸机靴式压榨系统简介[J]. 中国造纸, 2016, 35(10): 70-72. [百度学术]
ZHU G Y. Brief Introduction of High-speed Toilet Paper Machine Shoe Press System[J]. China Pulp & Paper, 2016, 35(10): 70-72. [百度学术]
Pak S I, Ri Y I, Kim C H. A Principle of Producing Multiply Paper Using a Wire in an Inclined Wire Machine[J]. Paper and Biomaterials, 2019, 4(1): 48-56. [百度学术]
舒同林. 压榨装置辊筒线压力的计算及有关参数的选定[J]. 中国造纸, 1985, 4(5): 37-39. [百度学术]
SHU T L. Calculation of Roller Line Pressure of Press Device and Selection of Related Parameters[J]. China Pulp & Paper, 1985, 4(5): 37-39. [百度学术]