
摘要
磨齿倾角是直齿磨盘的重要参数之一,其会直接影响磨区浆料流动及磨浆质量。本课题运用Fluent软件对9种不同磨齿倾角的等距直齿磨盘磨区的浆料流动进行了研究,分析了磨齿倾角对出口平均速度、磨盘间隙和沟槽间浆料流动的影响,并结合实验数据与模拟结果推测磨齿倾角对磨浆质量和效率的影响。结果表明,出口和沟槽的平均流速随着磨齿倾角的增大而增大,磨齿倾角过大会使得磨区内浆料螺旋运动减少,虽可提高磨浆产量,但磨浆质量会有所下降。因此,通过合理选择磨齿倾角,可以调控浆料在磨区的停留时间及流动参数进而提升磨浆的质量。
盘磨机是目前采用最多的一种磨浆设备,虽然具有可连续生产、质量较稳定、效率较高等优点,但作为制浆工段能耗较大的部分,约占整个制浆过程能耗的30%左
等距直齿磨盘作为应用最广泛的盘磨机磨盘,其具有独特的结构特征。通常由多个相同的分组磨齿组成,磨齿及沟槽宽度沿流径向保持不变,具有设计灵活、结构多变的特点,通过合理设计,基本上能够满足所有的磨浆过
为探究磨齿倾角对浆料流动与磨浆质量的影响,本课题采用Fluent软件研究了9种不同磨齿倾角的等距直齿磨盘在磨浆时磨区浆料的流动情况,并与实验结论进行了对比。该研究对磨浆机理的深入研究及磨片的优化设计具有积极意义。
假设浆料为单相均匀牛顿流体,以相等的速度进入磨区;流场为等温流场,浆料沿径向温度不变;磨区内浆料流体密度、黏度恒定,与动、定磨盘内壁间无相对滑动;旋转过程中,不考虑动、定磨盘的热变形与热传导;磨区内浆料流动为湍流,剪切力大,因此采用RNG k-ε湍流计算模型。
动盘的内径和外径分别为120 mm和300 mm,齿宽为2 mm,槽宽为3 mm,齿高为4 mm,磨齿中心角为22.5°。根据文献[
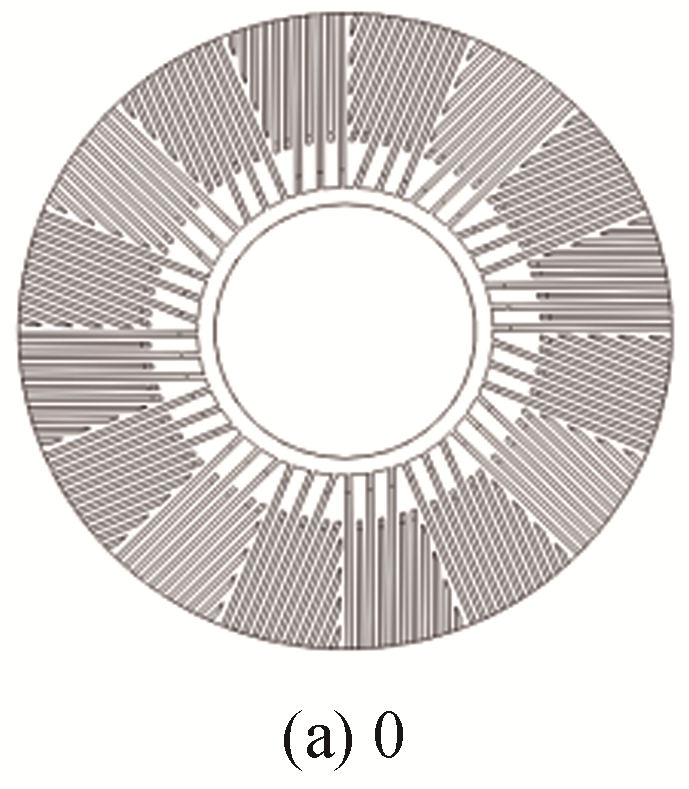
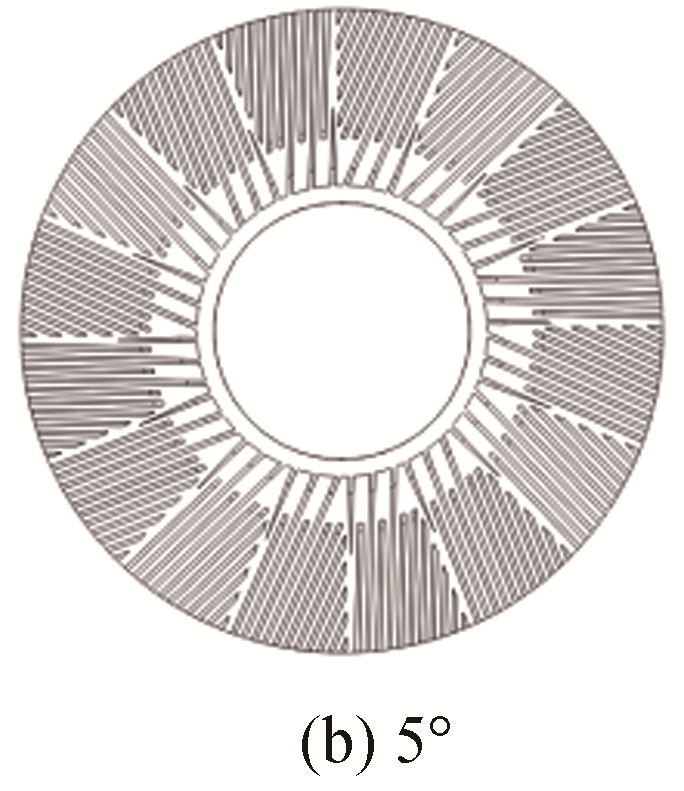
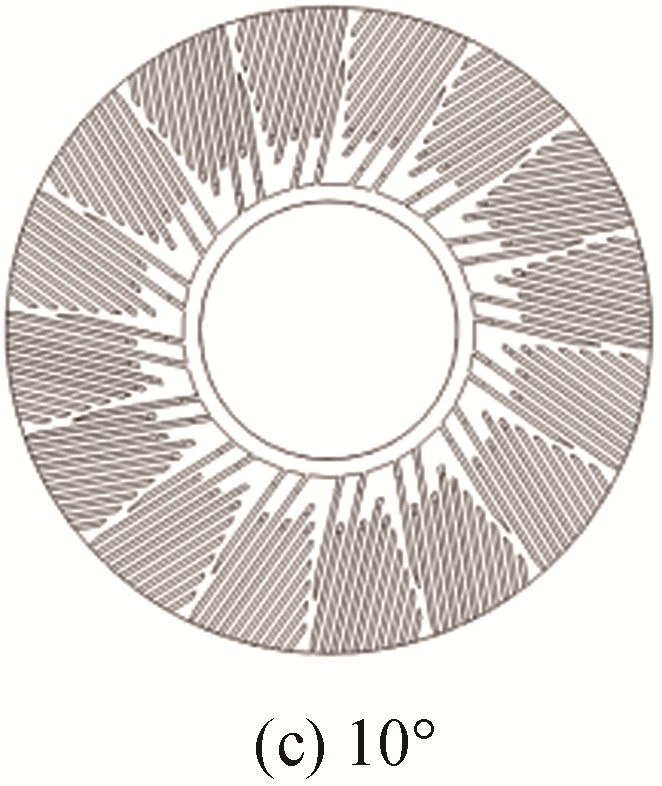
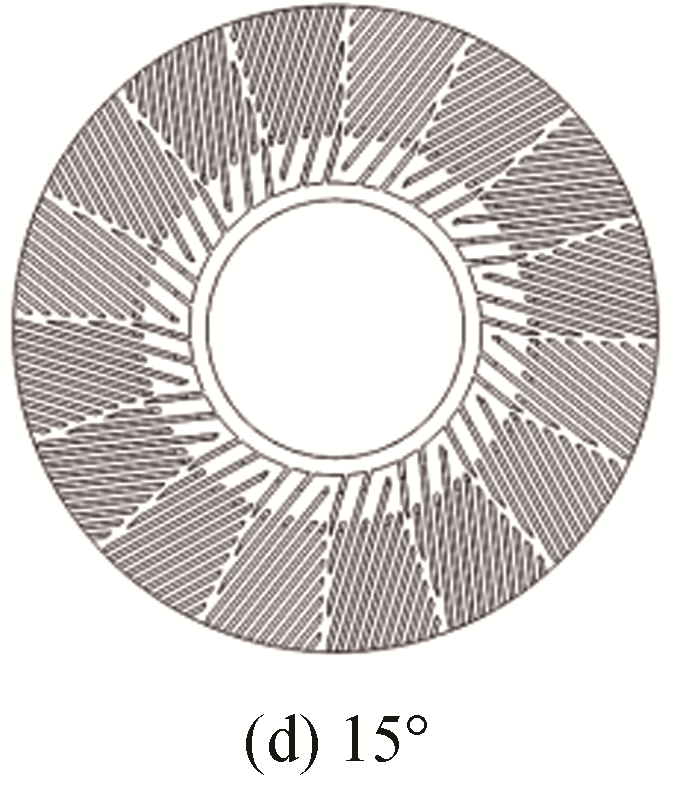
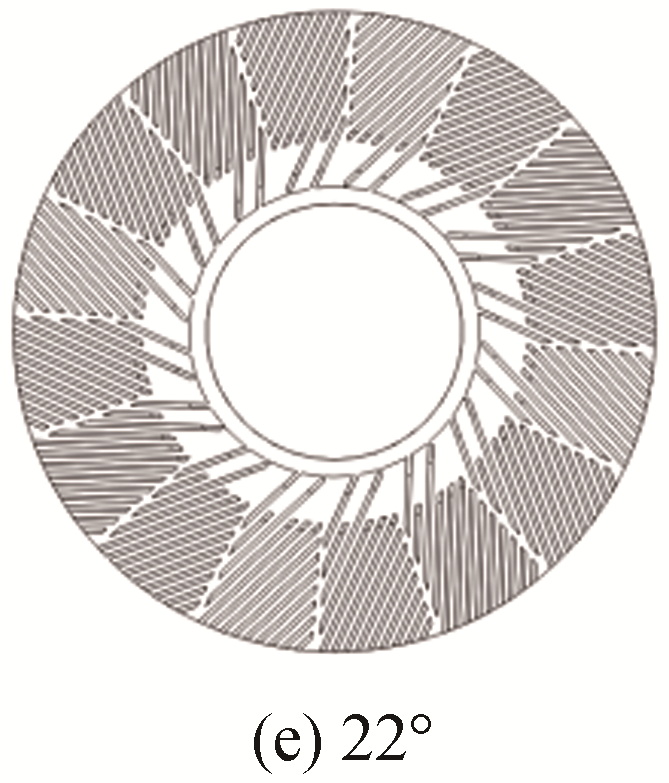
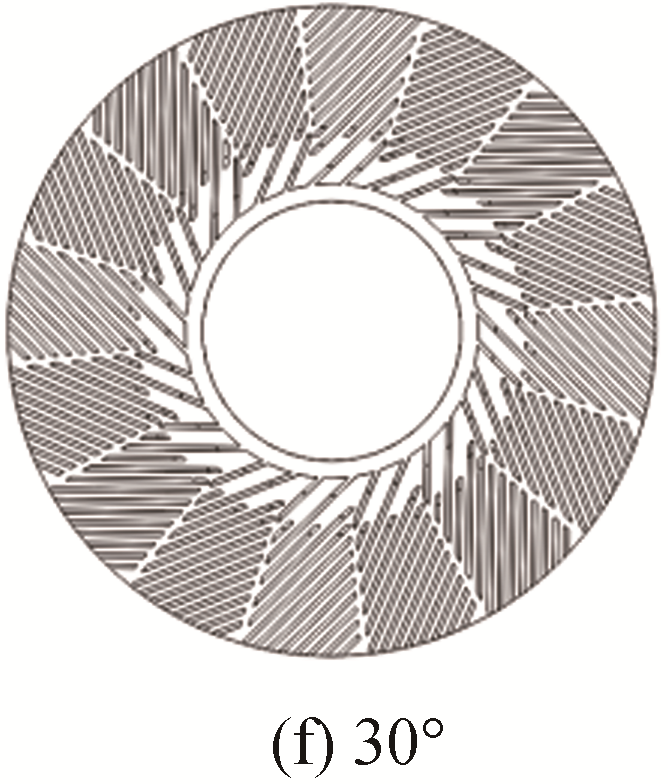
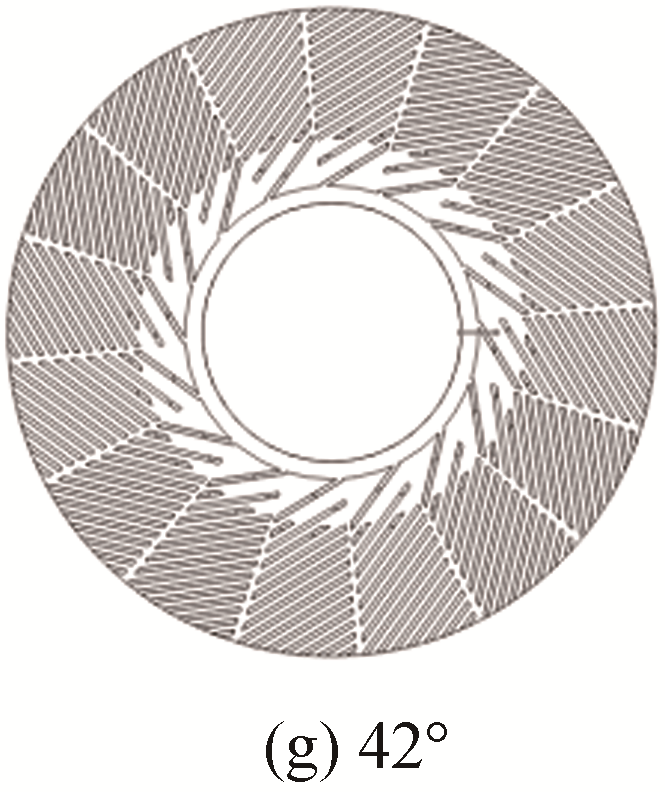
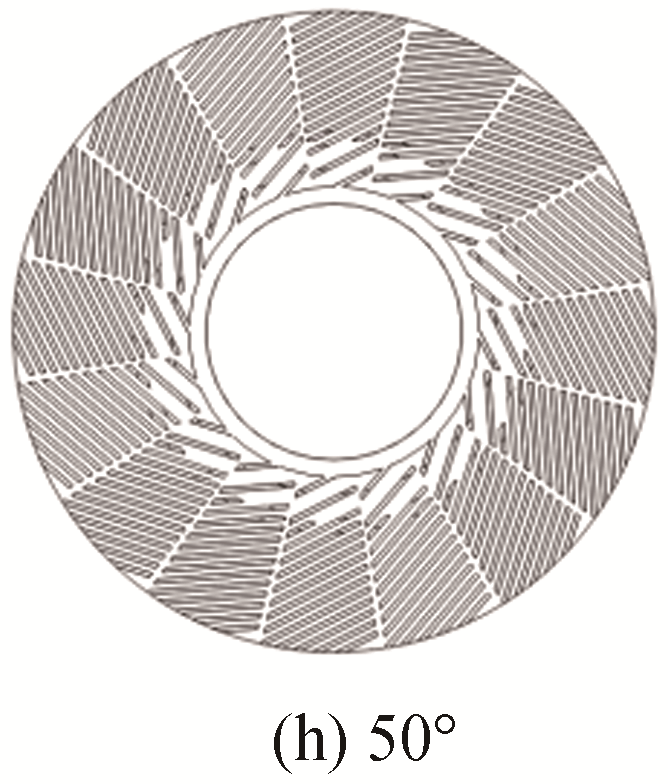

图1 不同磨齿倾角磨盘结构
Fig. 1 Structure of plate with different bar angle
采用ICEM软件对计算域进行网格划分,本课题中模型较为复杂,采用四面体非结构性网格。将网格划分为不同数量的7组,观察磨区监测点处的流速和压力在各网格下的变化情况。第5组网格满足计算精度要求,被选中做为后续的仿真分析,网格的最大尺寸为1.2 mm,网格数量接近550 万,划分后的网格和网格无关性检验结果如
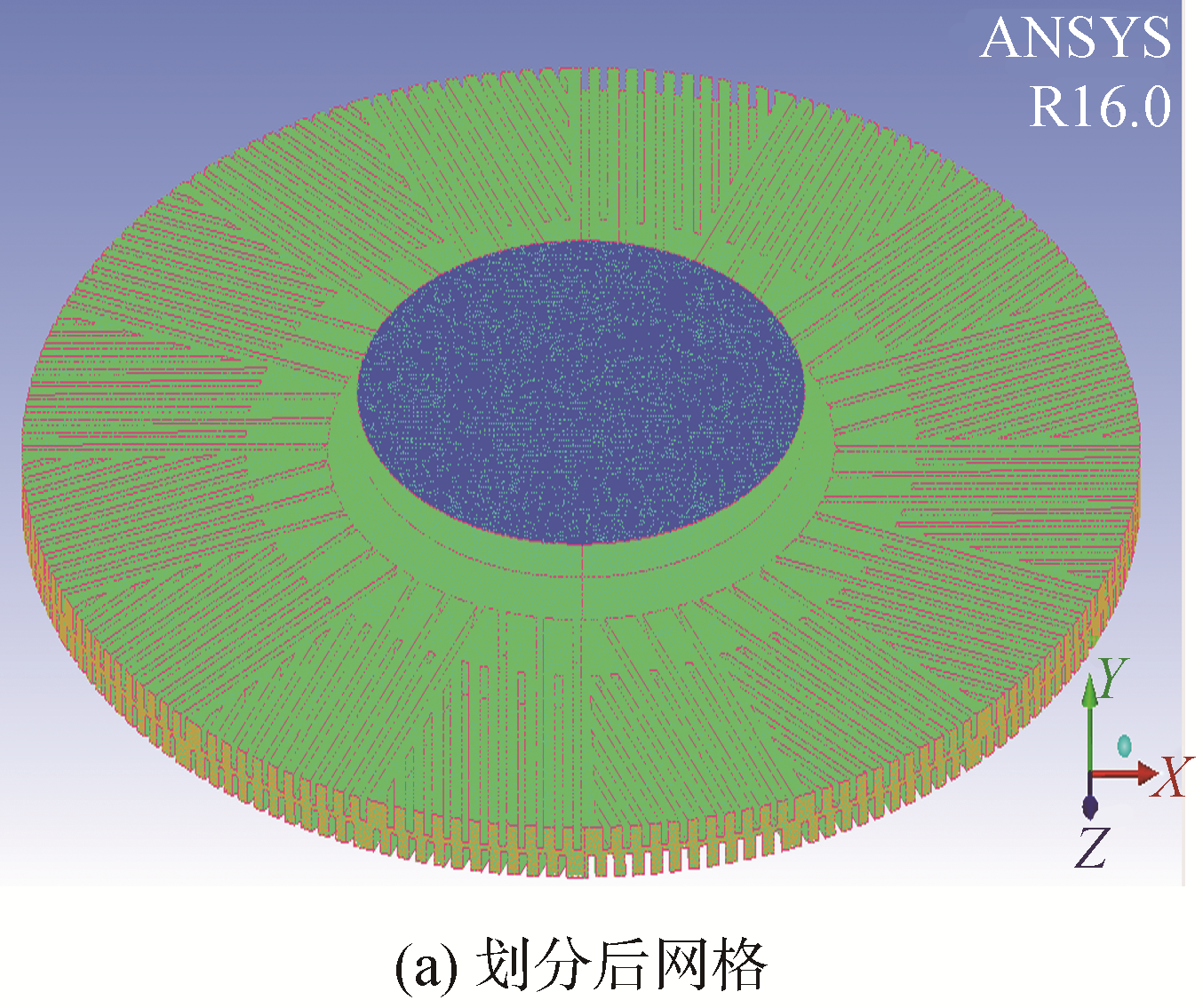
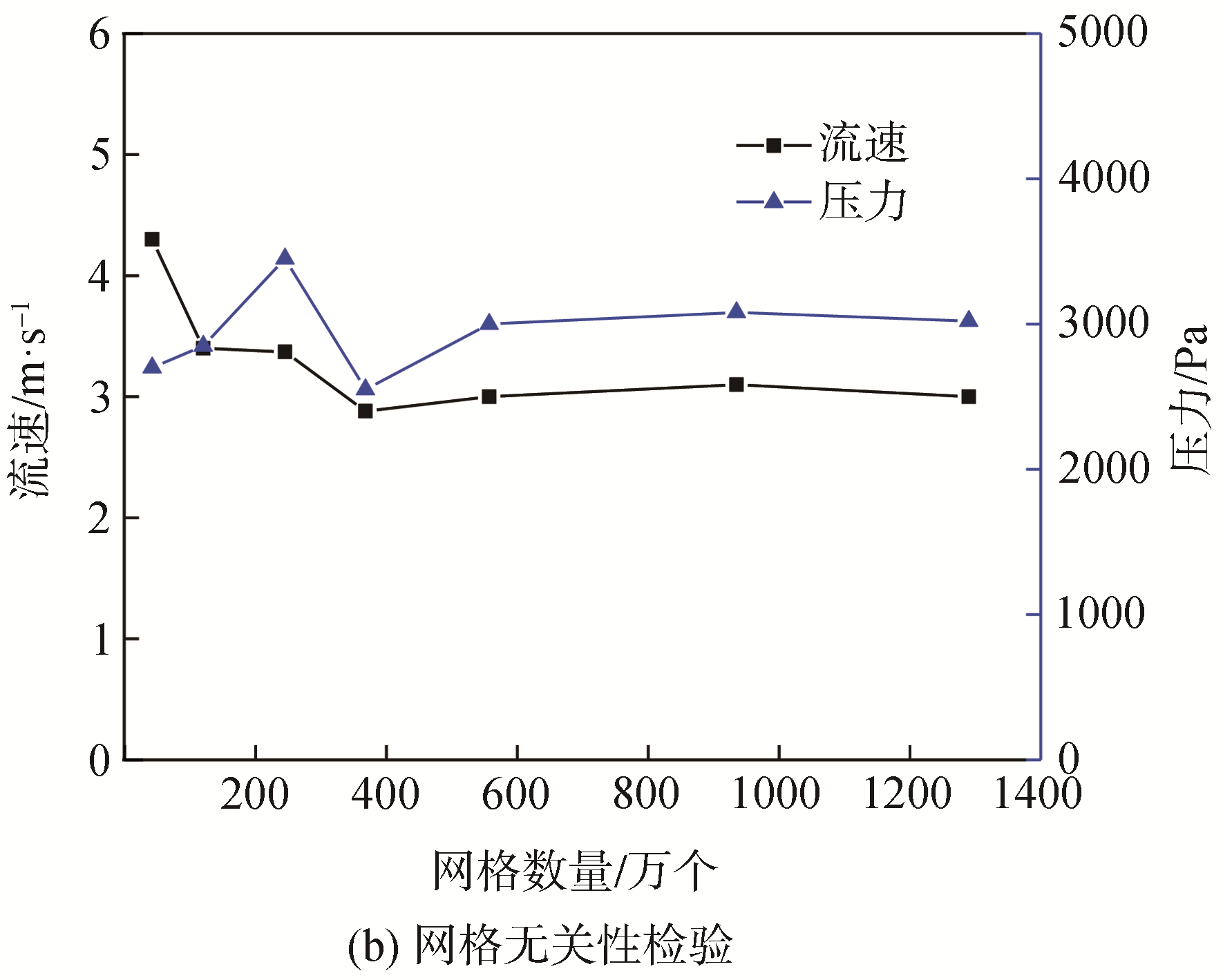
图2 网格划分与无关性检验
Fig. 2 Mesh generation and grid independence test results
本课题流体域需要设定的边界条件有进、出口边界条件、壁面边界条件等,参考文献[
磨浆过程中,浆料主要依靠动盘旋转产生的离心力不断地把齿槽中激烈湍动的浆料抛向磨浆面,最后从出口离开磨区,使得纤维的形态及浆料性能发生改变。出口速度的大小可以间接反映浆料在磨区的停留时间,出口速度越小,在磨区的停留时间越长磨浆越充分。因此,在残差迭代曲线收敛到达相应精度时,通过查看输出的模型流体出口平均速度监视曲线图,趋于稳定的出口平均速度可以间接的反映磨浆的效率和质量。
本课题分析了磨齿倾角与出口平均速度的关系,结果如

图3 磨齿倾角与出口平均速度的关系
Fig. 3 Relationship between bar angle and average outlet velocity
磨齿倾角不仅影响出口速度的大小,还会直接影响浆料在磨片沟槽和磨盘间隙中的流动情况。通过磨片圆心截取径向纵平面流速云图如
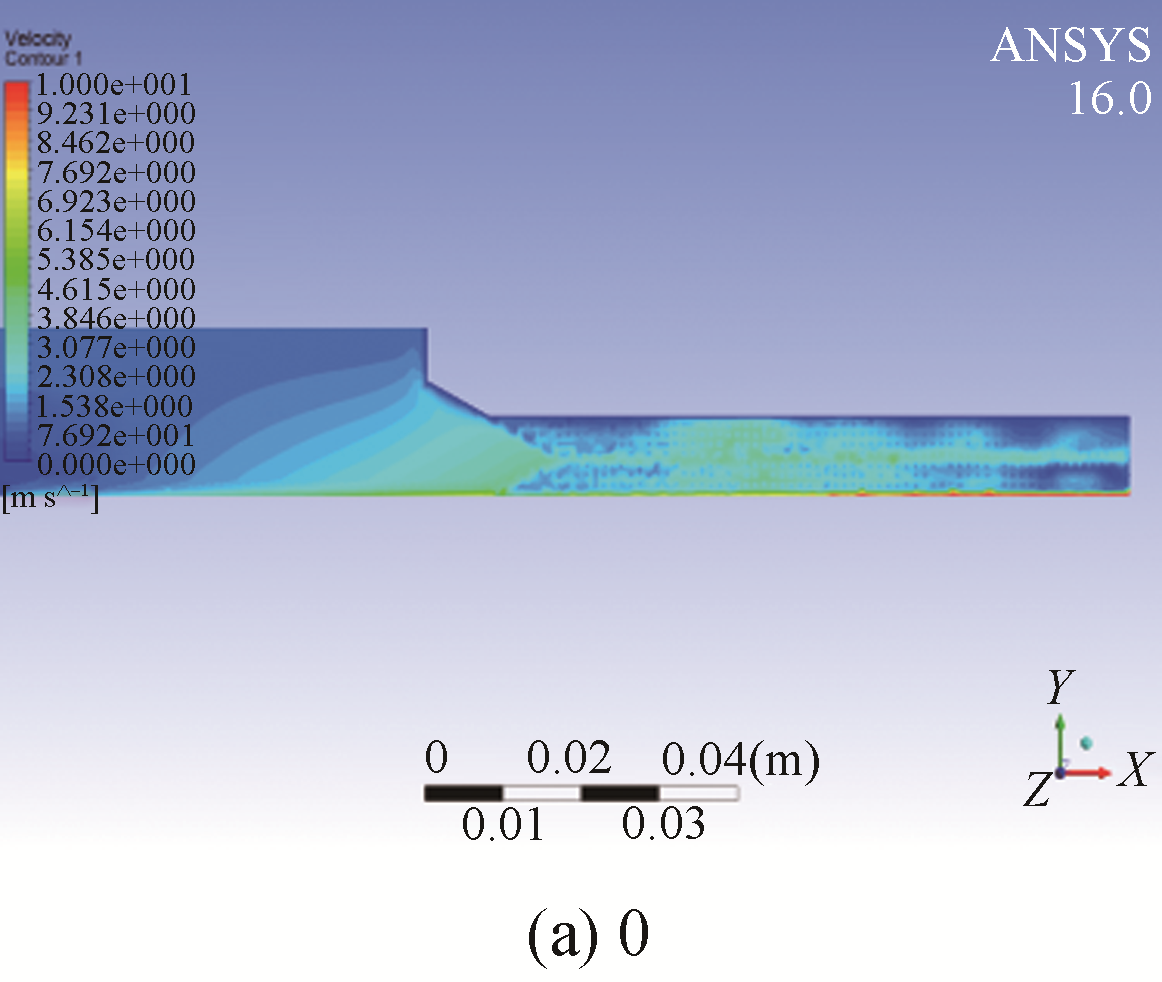
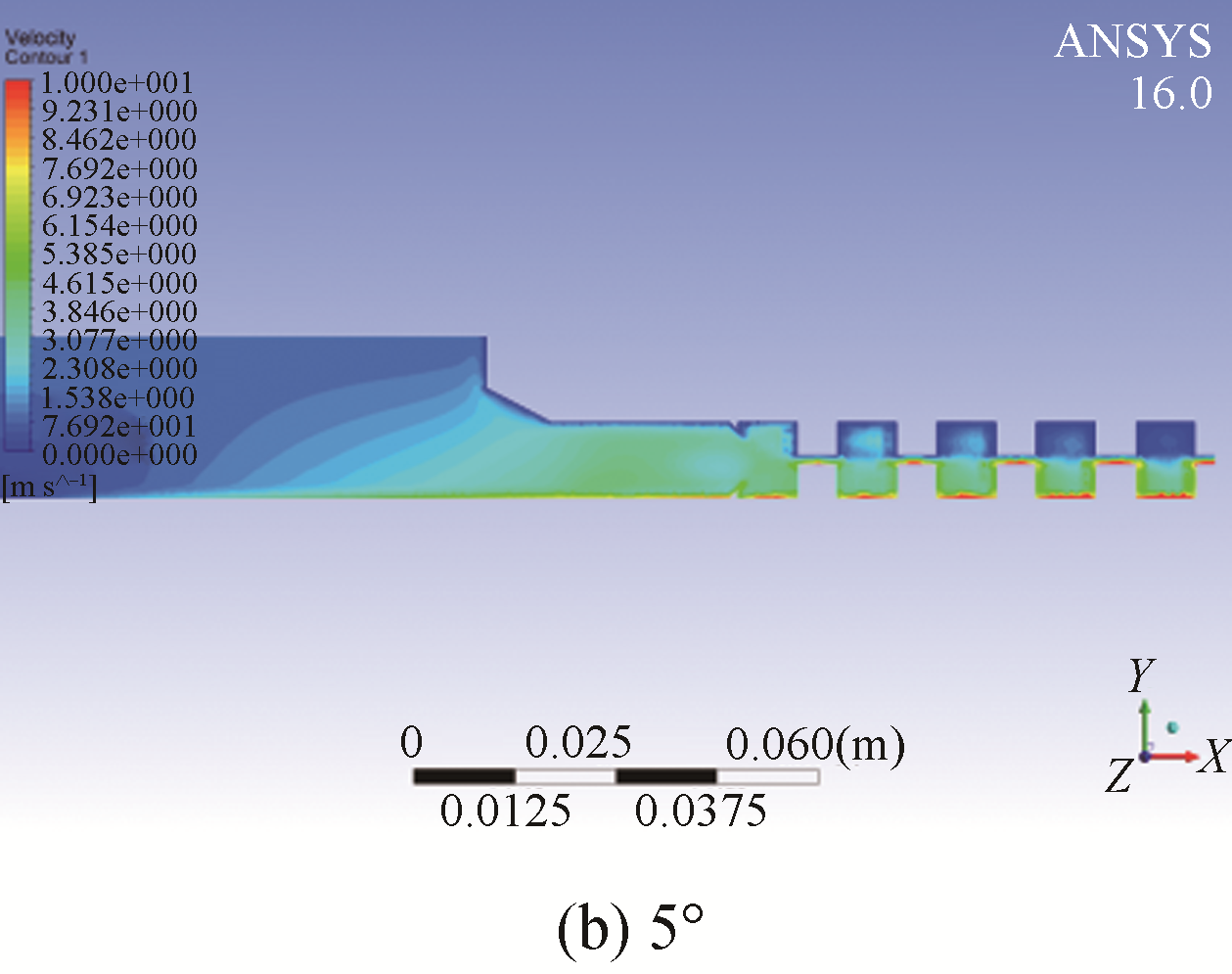
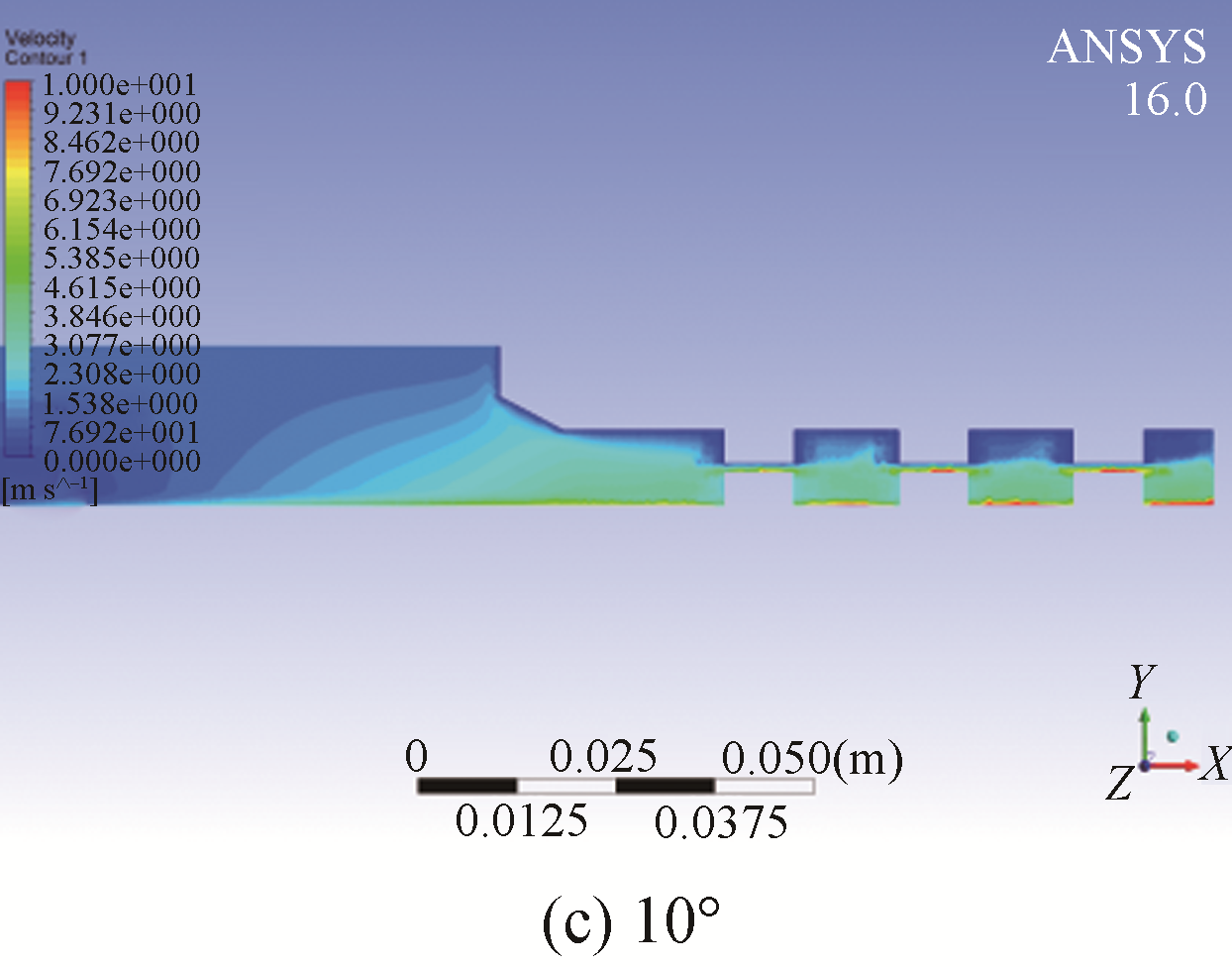
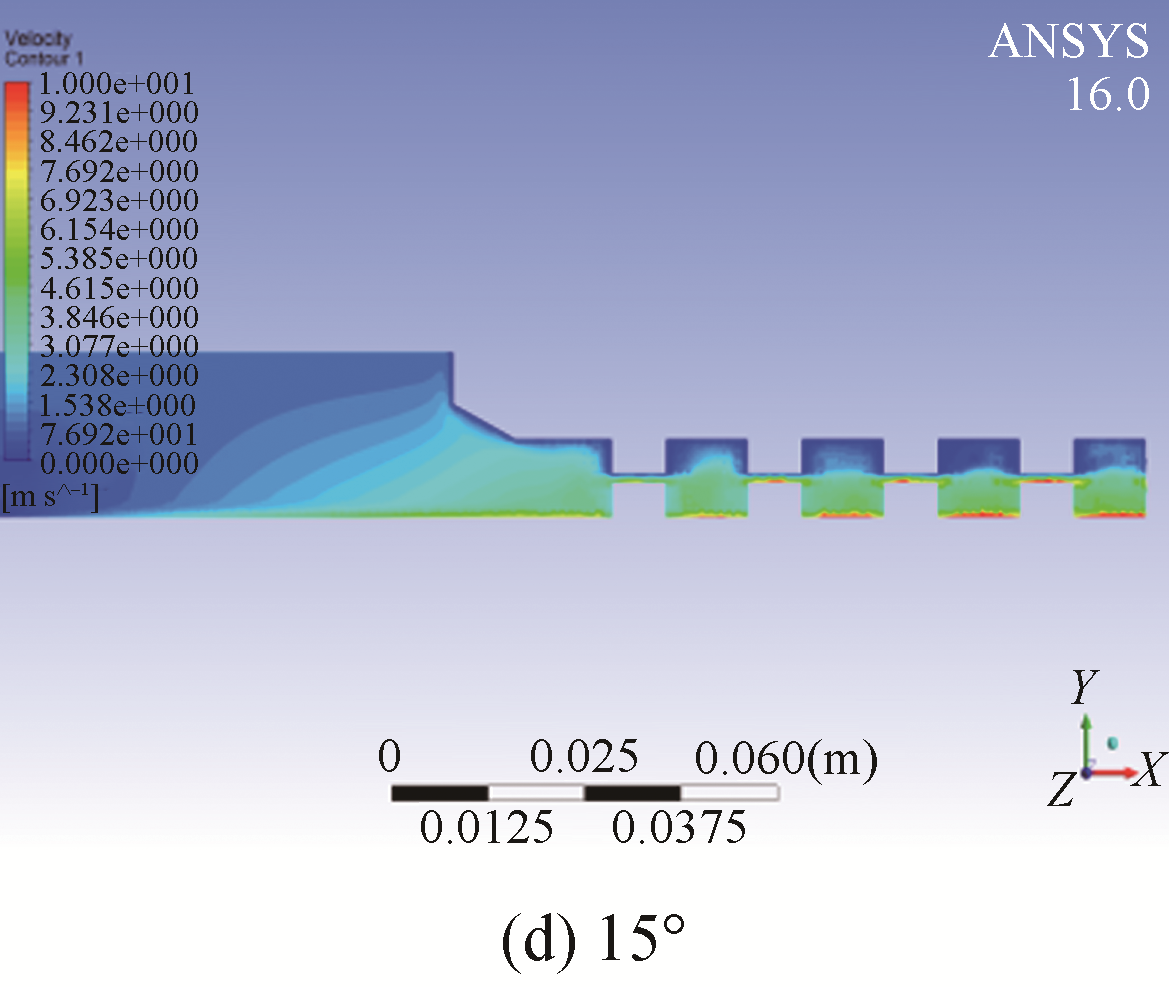
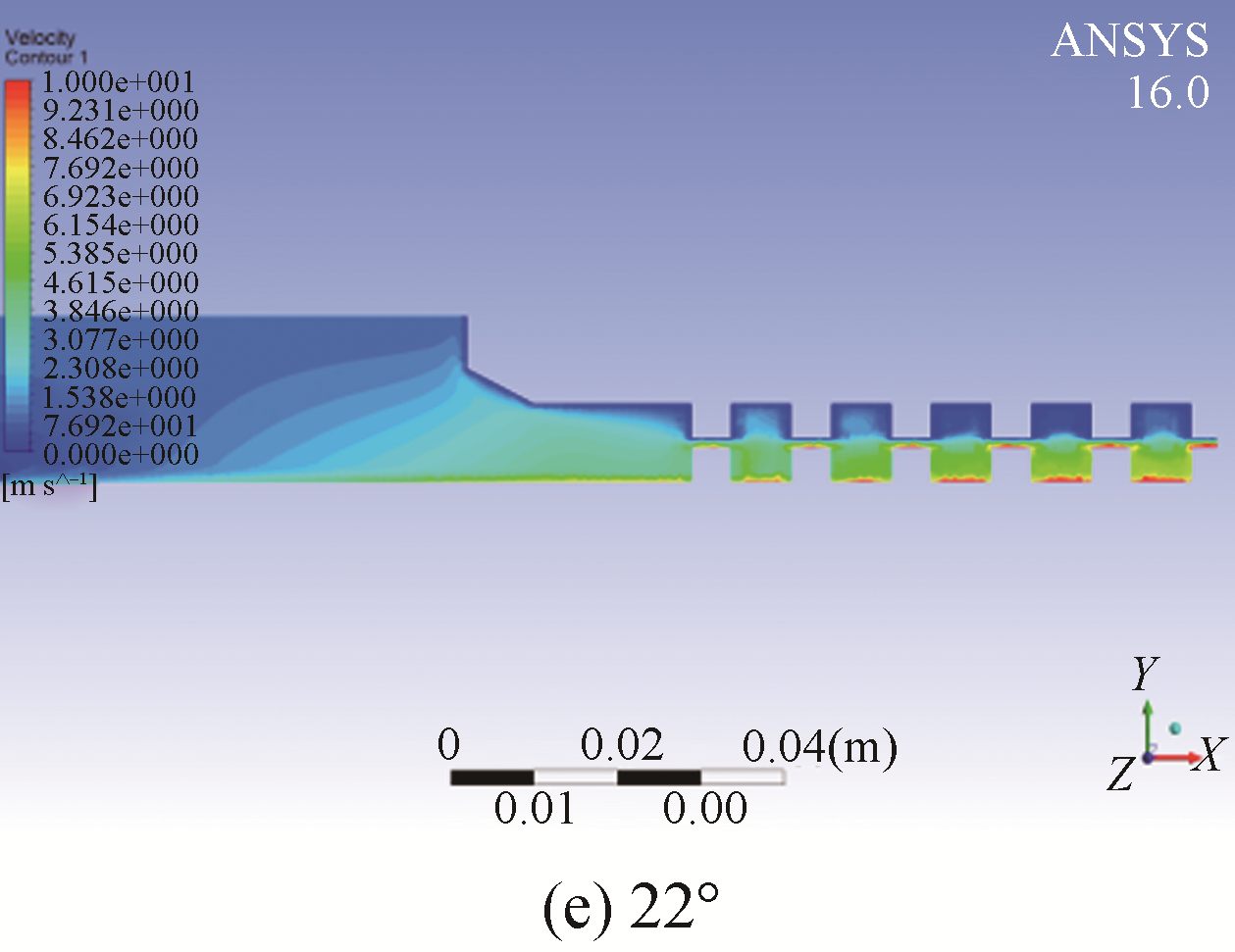
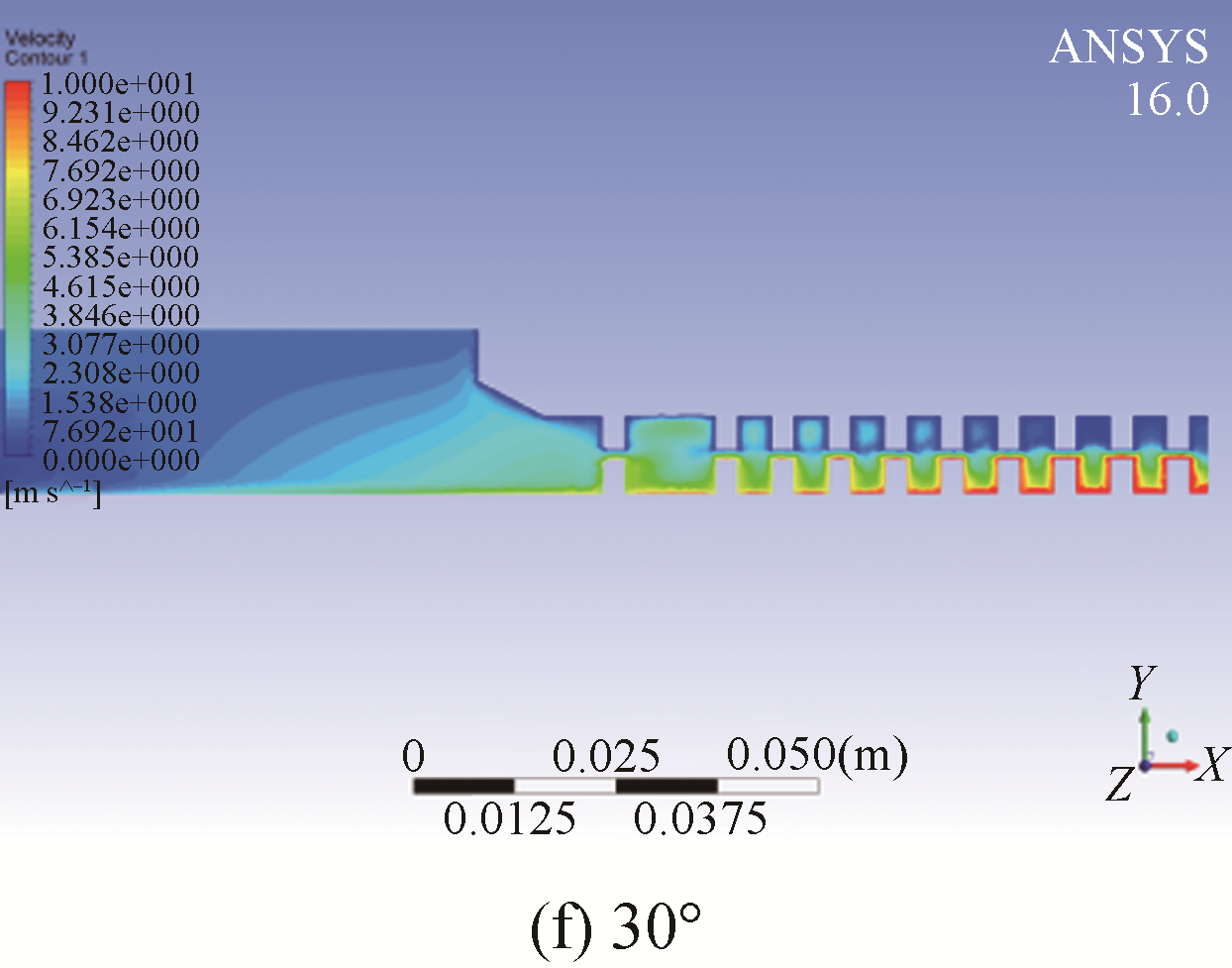
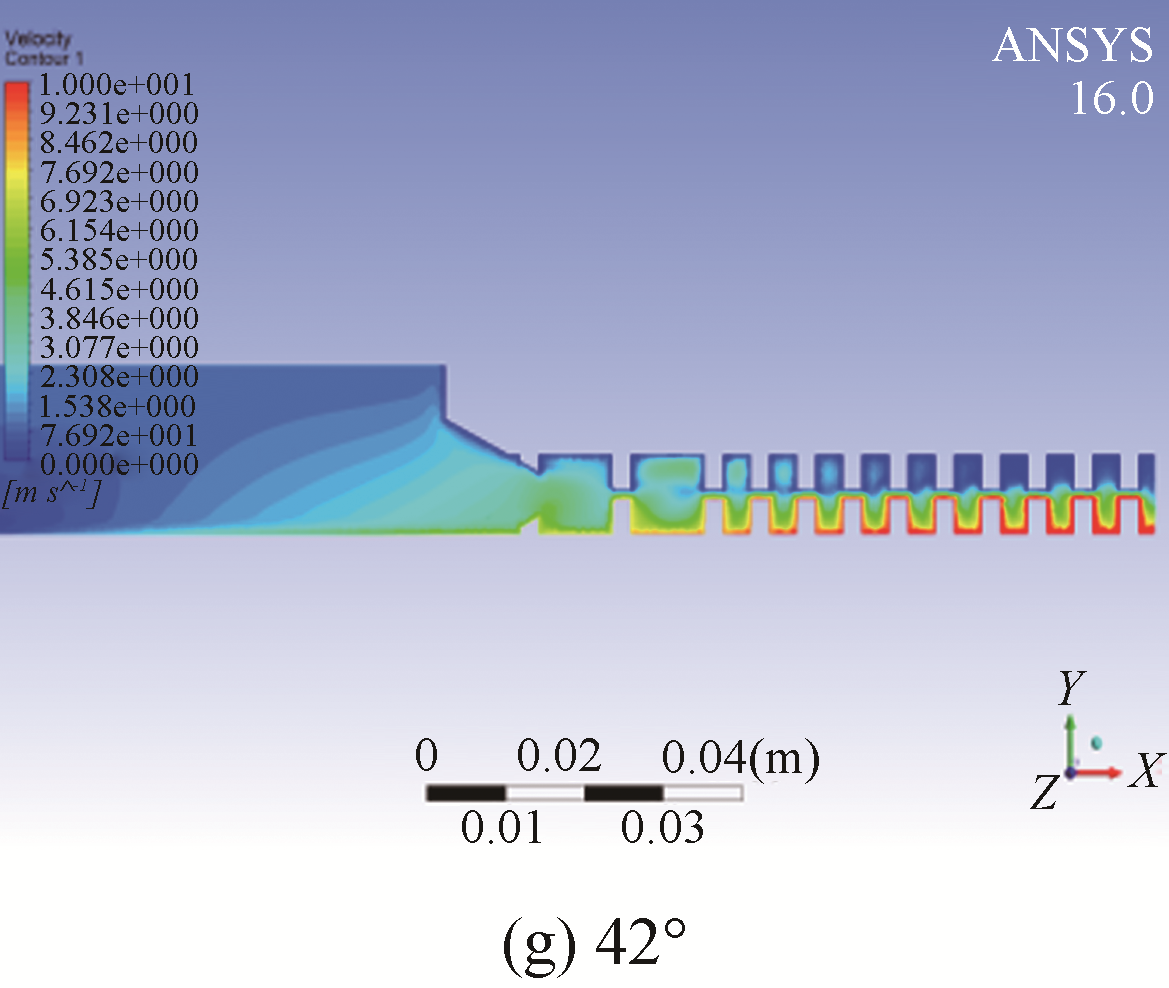
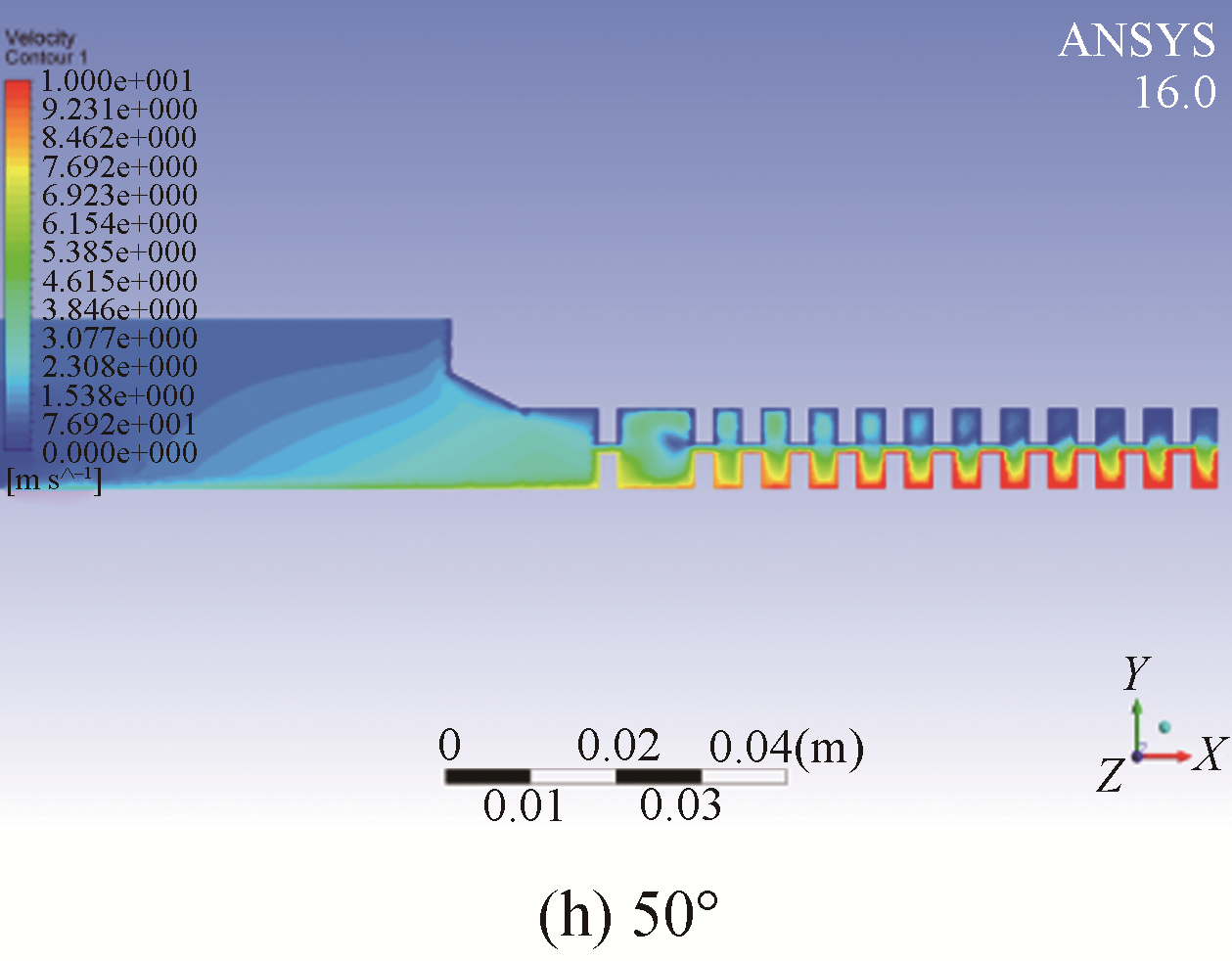
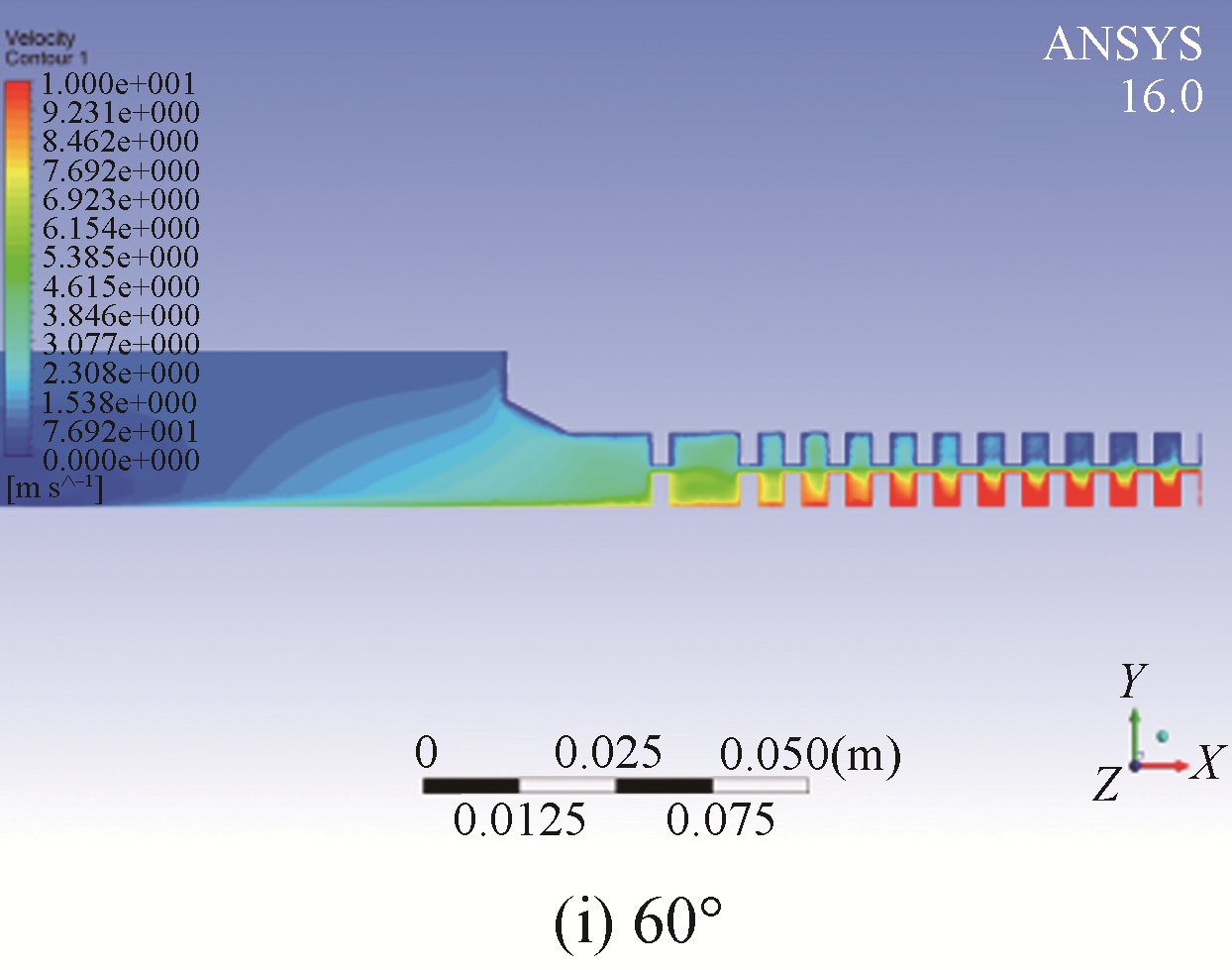
图4 XY纵截面流速云图
Fig. 4 XY longitudinal sectional flow cloud
当磨齿倾角为0时,XY纵平面贯穿动、定盘单独沟槽,动、定盘沟槽内浆料流速十分接近,且间隙中的速度大于沟槽内速度,流速在动、定磨盘沟槽底部达到最大和最小值。随着磨齿倾角的增大,浆料在磨盘间隙和动、定盘齿槽的速度随之增大。当磨齿倾角为60°时,动盘靠近出口处沟槽内各处浆料流速几乎全部达到最大值,且动、定盘沟槽内速度存在明显差异,纤维与磨齿间发生剧烈的碰撞和摩擦。由于进、出口流速差异较大,浆料在磨区的停留时间较短,产量较高,但可能会影响磨浆质量。恰当地选择磨齿倾角,可以使浆料进入磨区后分布较为均匀,有助于浆料质量的提升。
浆料在动、定盘沟槽中的流动较为复杂,存在涡旋。由
通过以上分析可知,动盘对磨浆间隙浆料流速分布的影响远大于定盘,模拟结果也发现在磨浆间隙中动盘表面的浆料流速大于定盘磨齿表面的流速,沿径向逐渐增大的趋势。通过以上分析可知,动盘对磨浆间隙浆料流速分布的影响远大于定盘,故浆料在磨盘间隙沿径向的流速可能不成正比增加,而是呈起伏变化的趋势。理论上动盘磨齿表面可接触更多的浆料,流动情况更加复杂,磨片的磨损较快,但具体切断情况等还有待于进一步研究。
磨片间隙的大小决定对浆料施加压力的大小和磨浆作用的强度,影响浆料在沟槽和磨片磨盘间隙流动的阻力,从而影响纤维研磨分离时
为了分析浆料在磨盘间隙的流动,本课题在磨浆间隙中间平面截取ZX平面,以磨盘单组磨齿右边缘为基准,从圆心出发每间隔5°截取一条直线,如
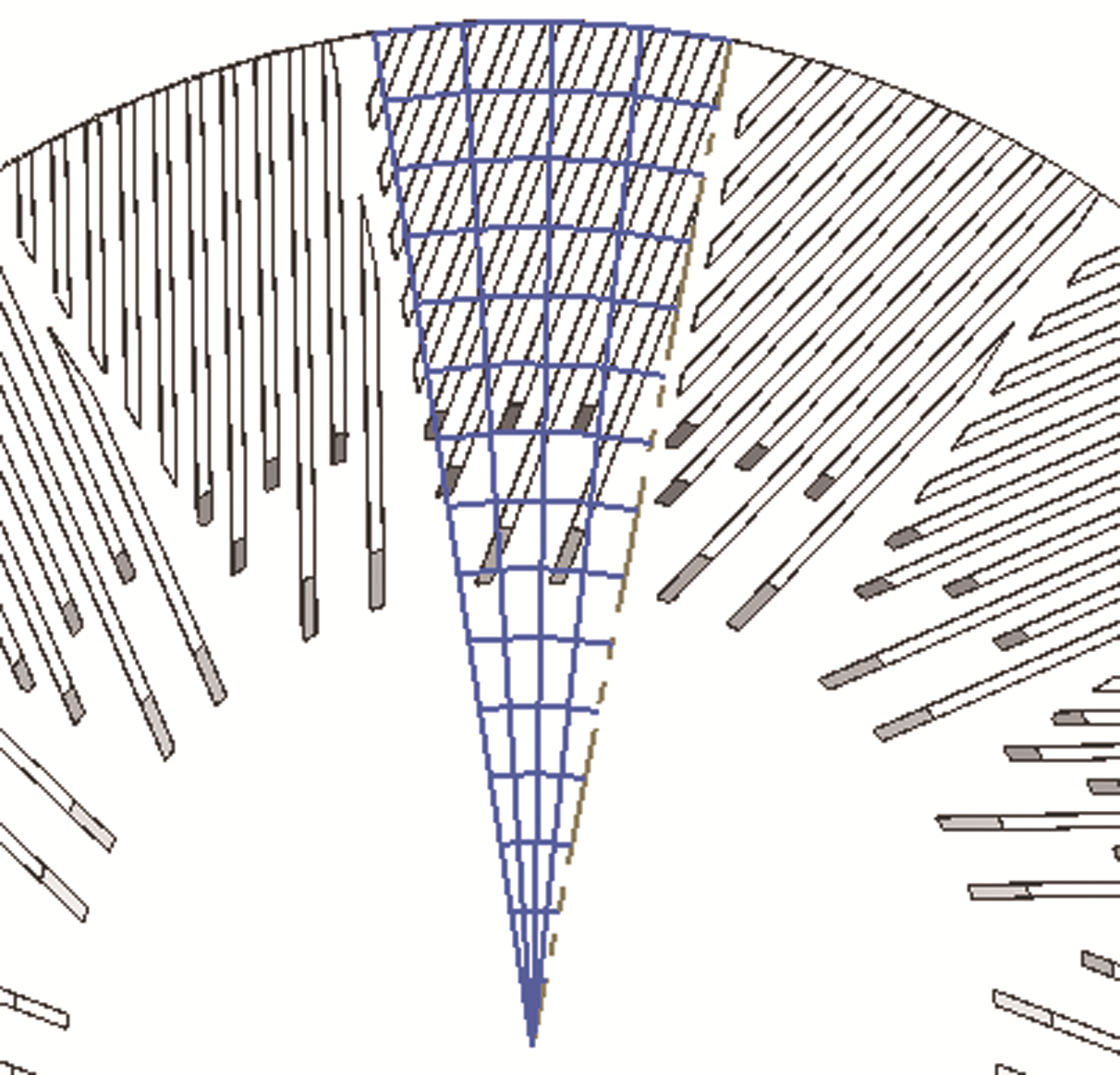
图5 磨浆间隙中平面取点
Fig. 5 Take the point on the midplane of the gap
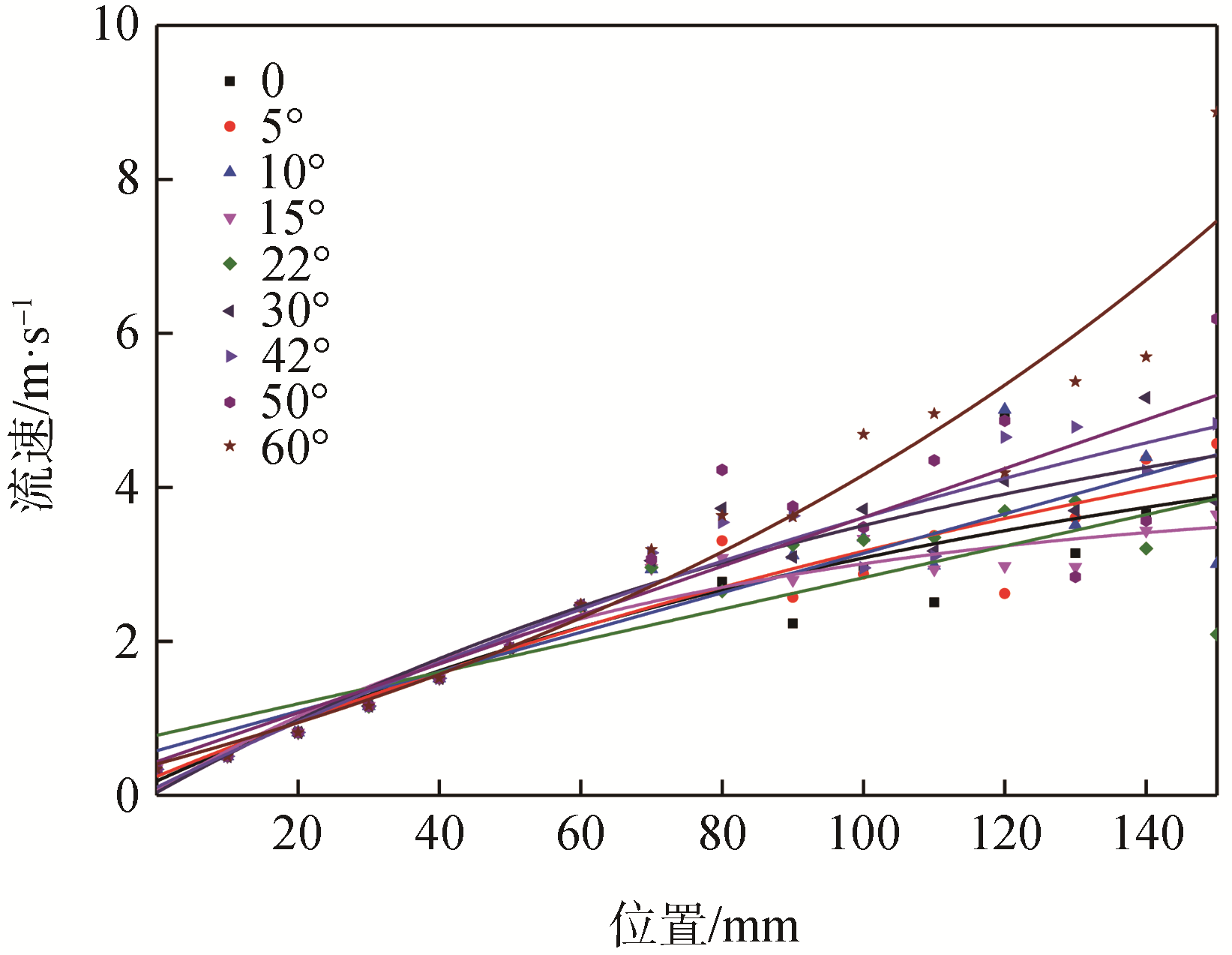
图6 磨盘间隙中平面浆料的径向平均流速分布
Fig. 6 Radial average velocity distribution of pulp in the midplane of the gap
此外,当半径小于60 mm时,磨浆间隙的浆料还未接触到磨齿,由于动盘的旋转作用做离心运动,浆料流速均匀增加。当半径大于60 mm时,浆料进入磨区,其运动形式极为复杂。为了进一步分析浆料在磨区的流动情况,本课题分析了不同磨齿倾角时浆料在间隙的径向平均速度,结果如
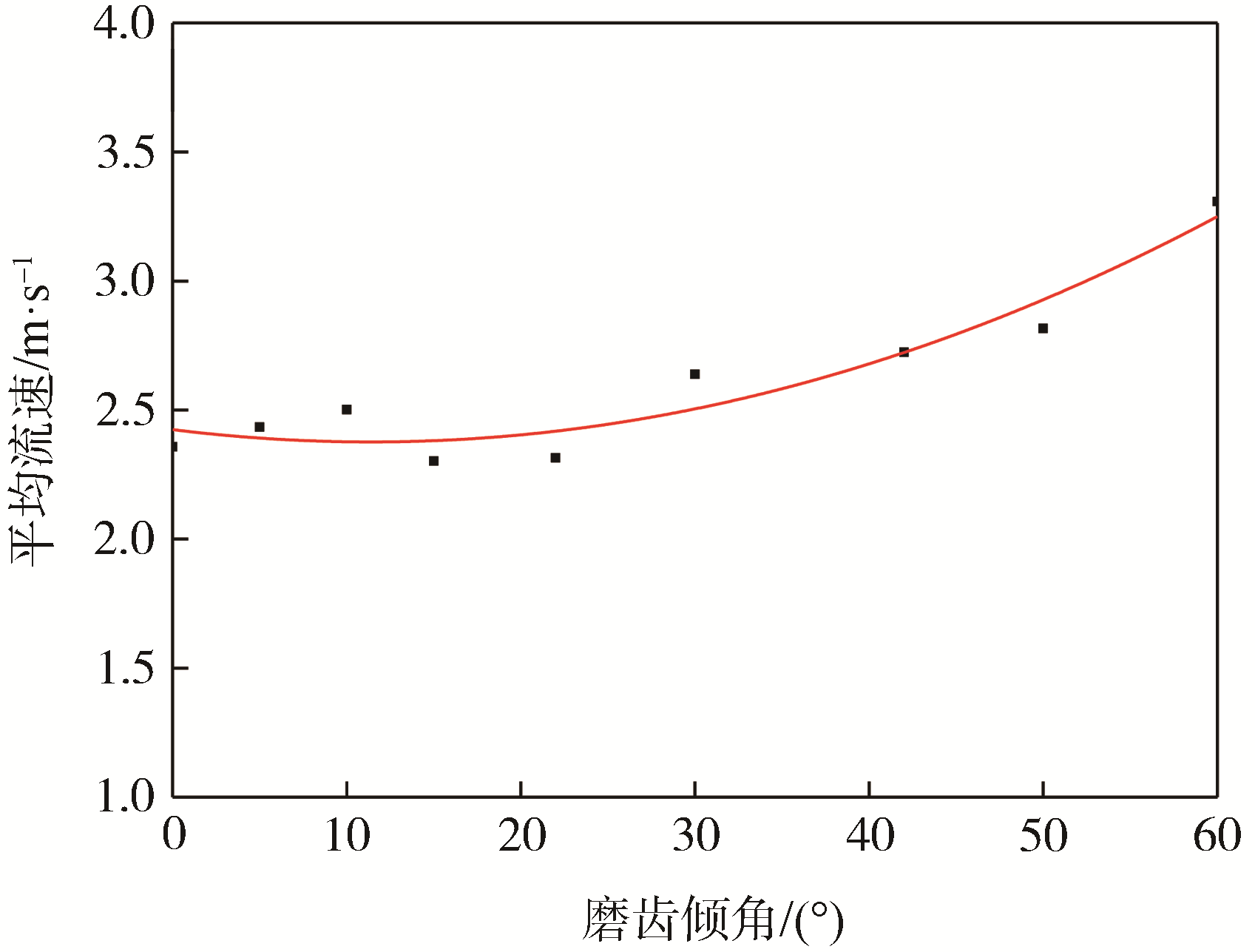
图7 磨齿倾角对磨盘间隙浆料径向流速的影响
Fig. 7 Influence of bar angle on radial velocity of pulp in gap
由
为了探究磨盘间隙内压力的变化及磨齿倾角对磨区压力的影响,本课题分析了磨浆间隙中平面浆料的径向平均压力,结果如
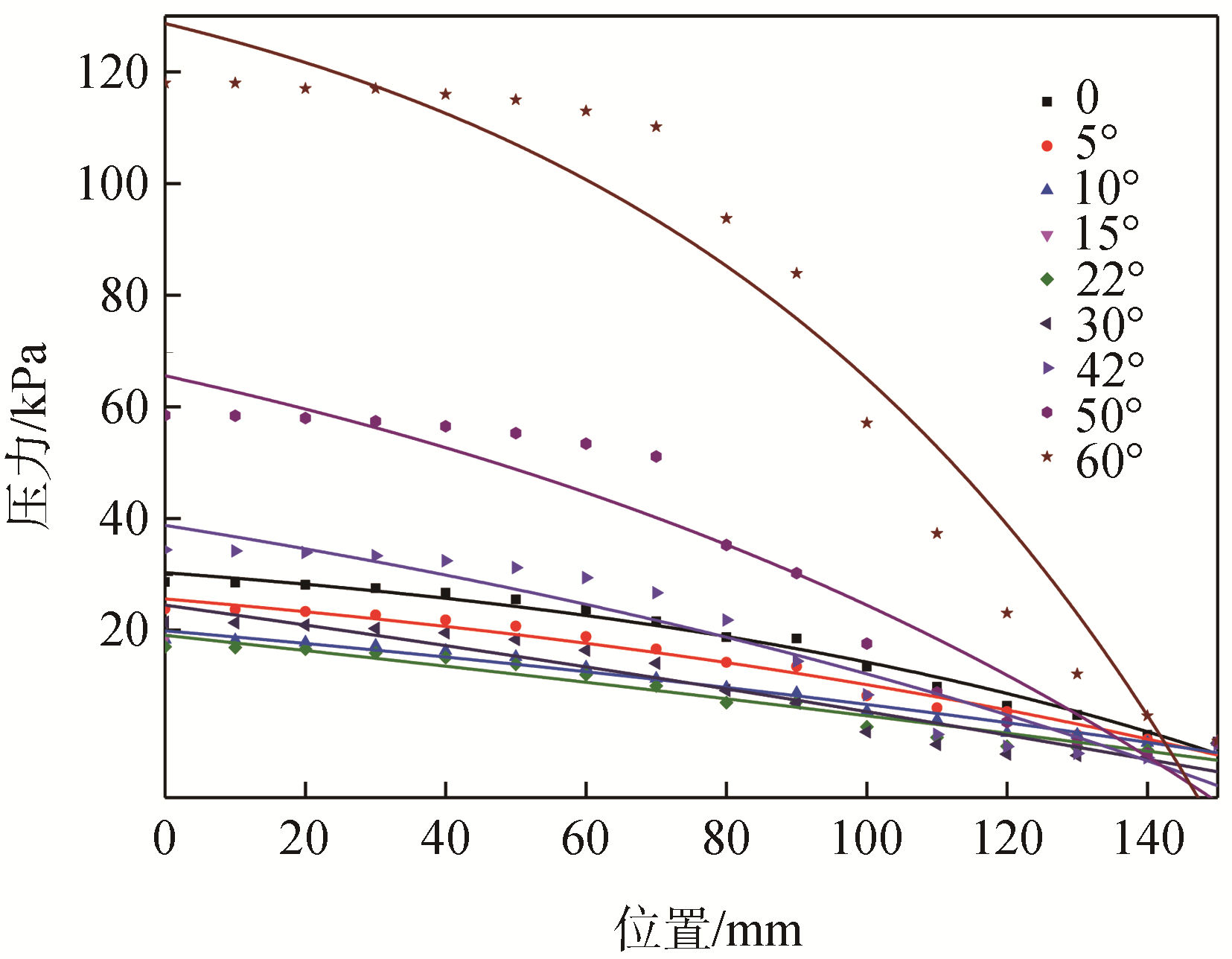
图8 磨盘间隙中平面径向平均压力分布
Fig. 8 Radial average pressure distribution in the plane of the gap
浆料流动迹线图可清晰的反映磨区浆料的运动趋势和流体运动方向、速度大小等。浆料从入口进入磨区后,在动盘旋转作用下逐渐加速,在磨区的外边缘附近速度达到最大值。
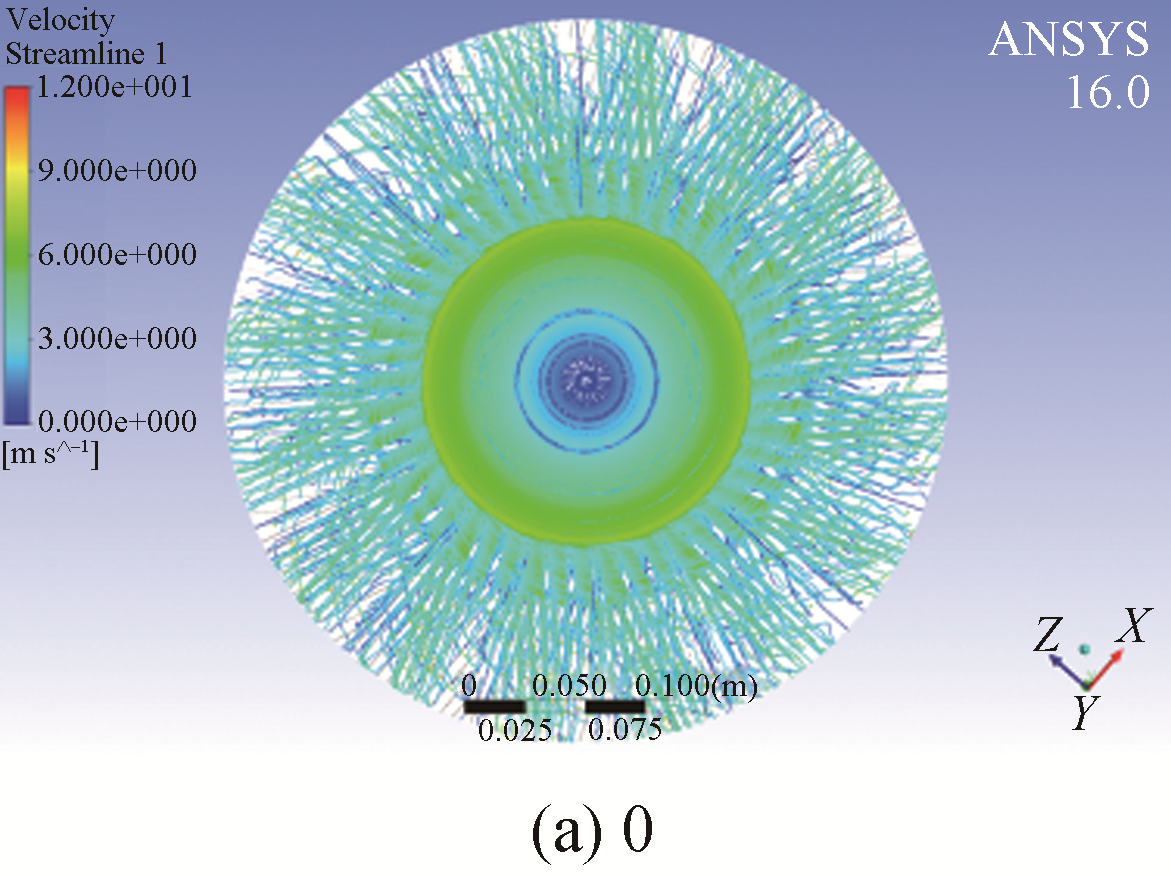

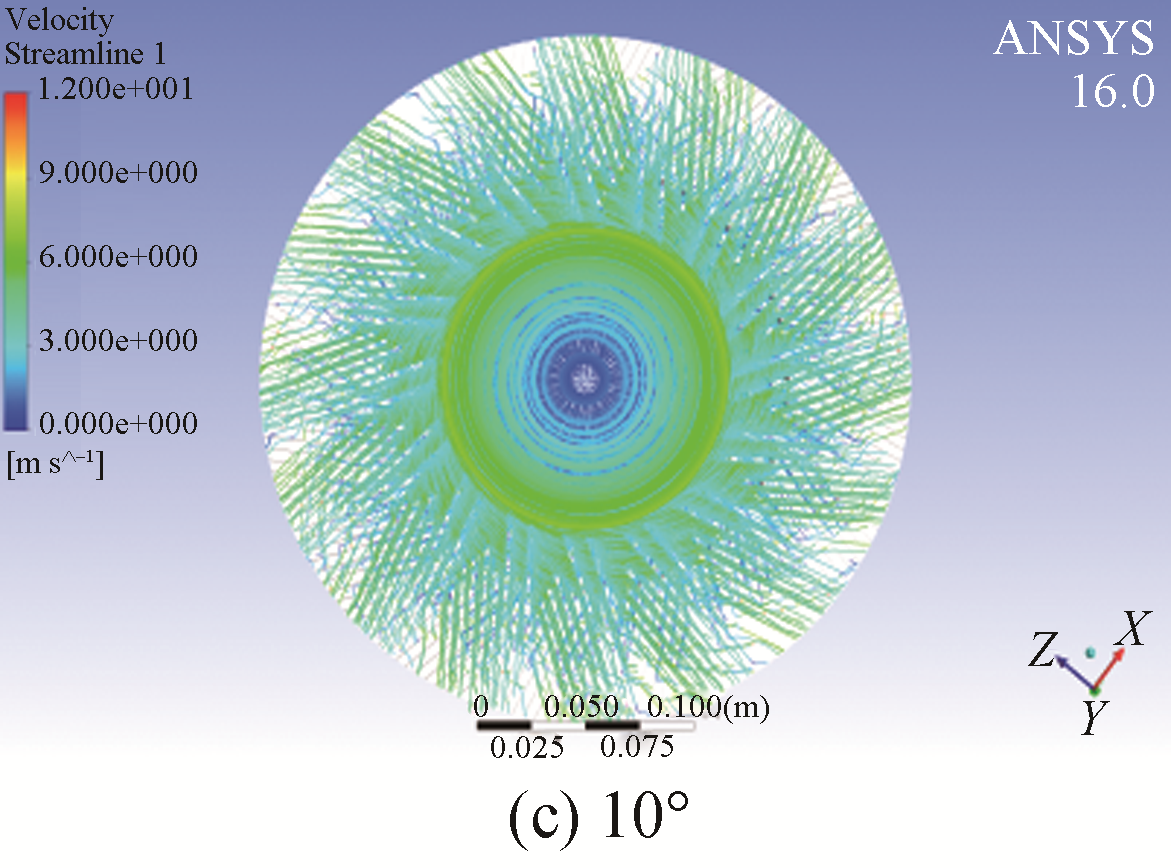
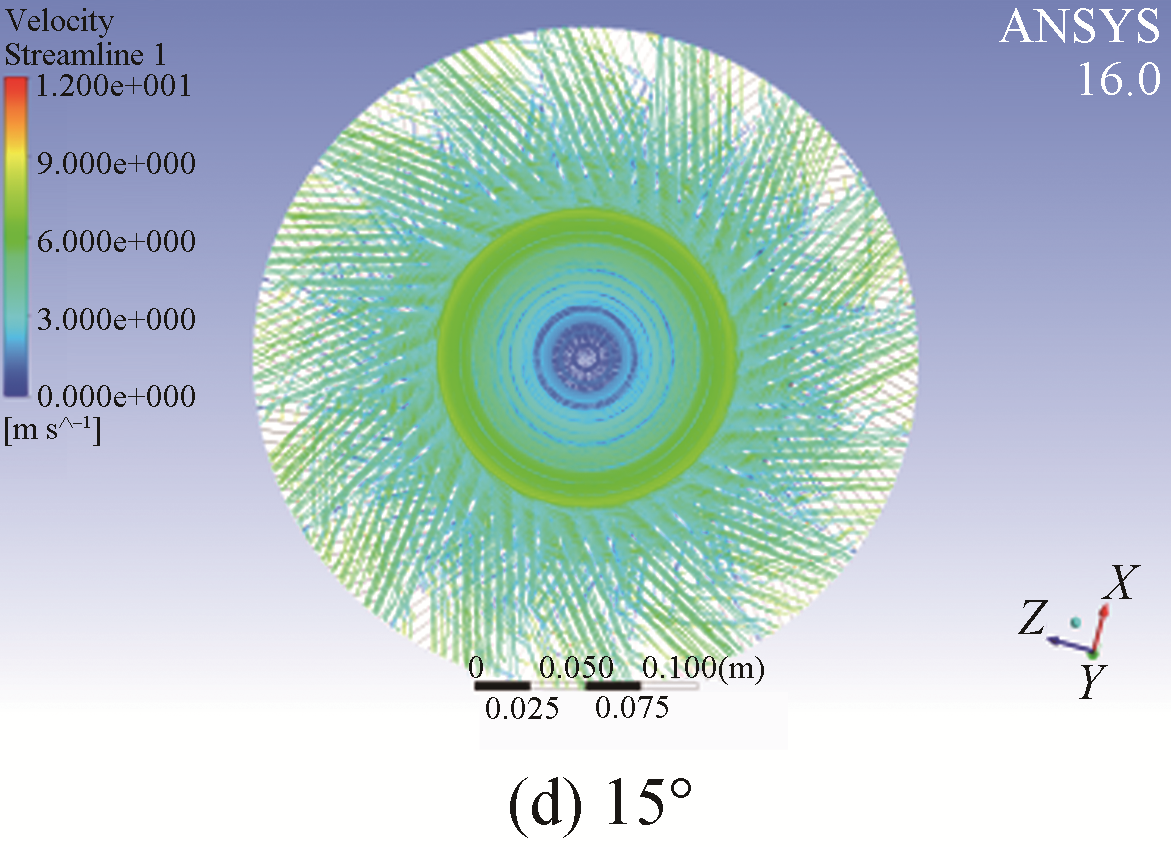
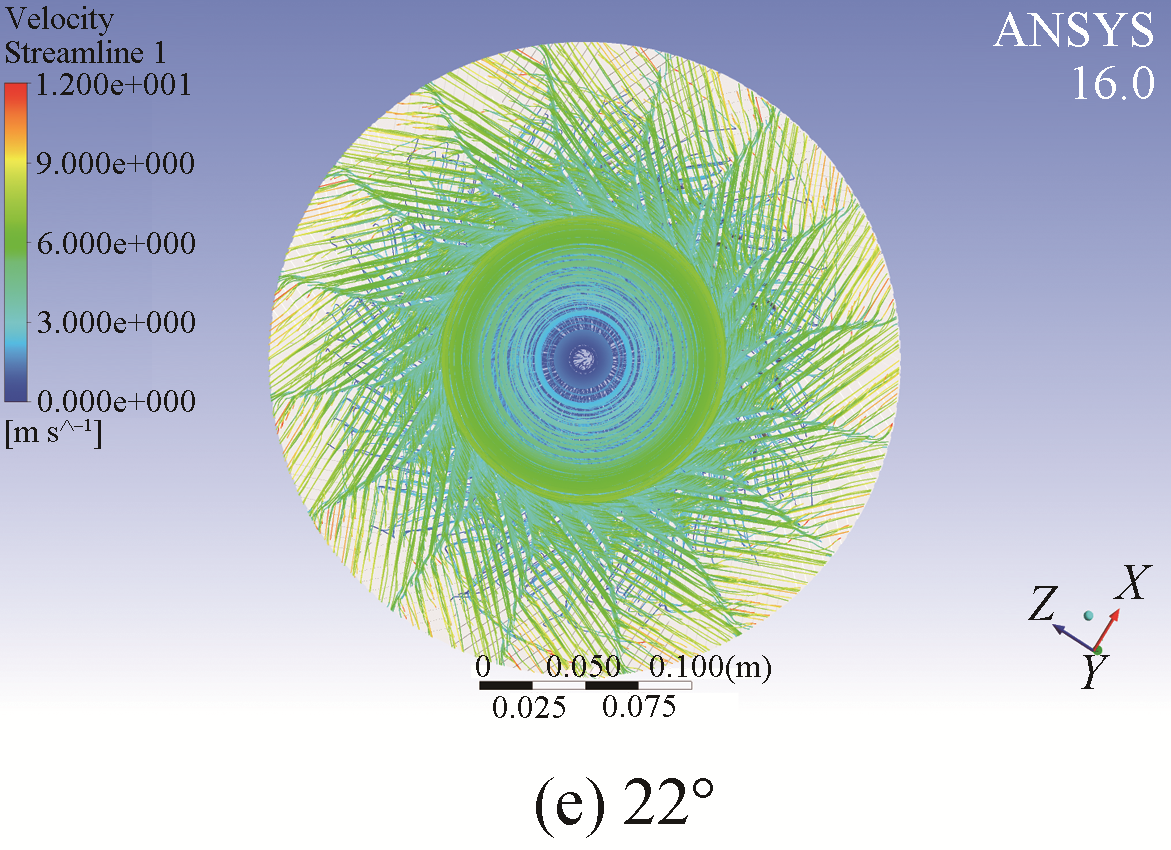
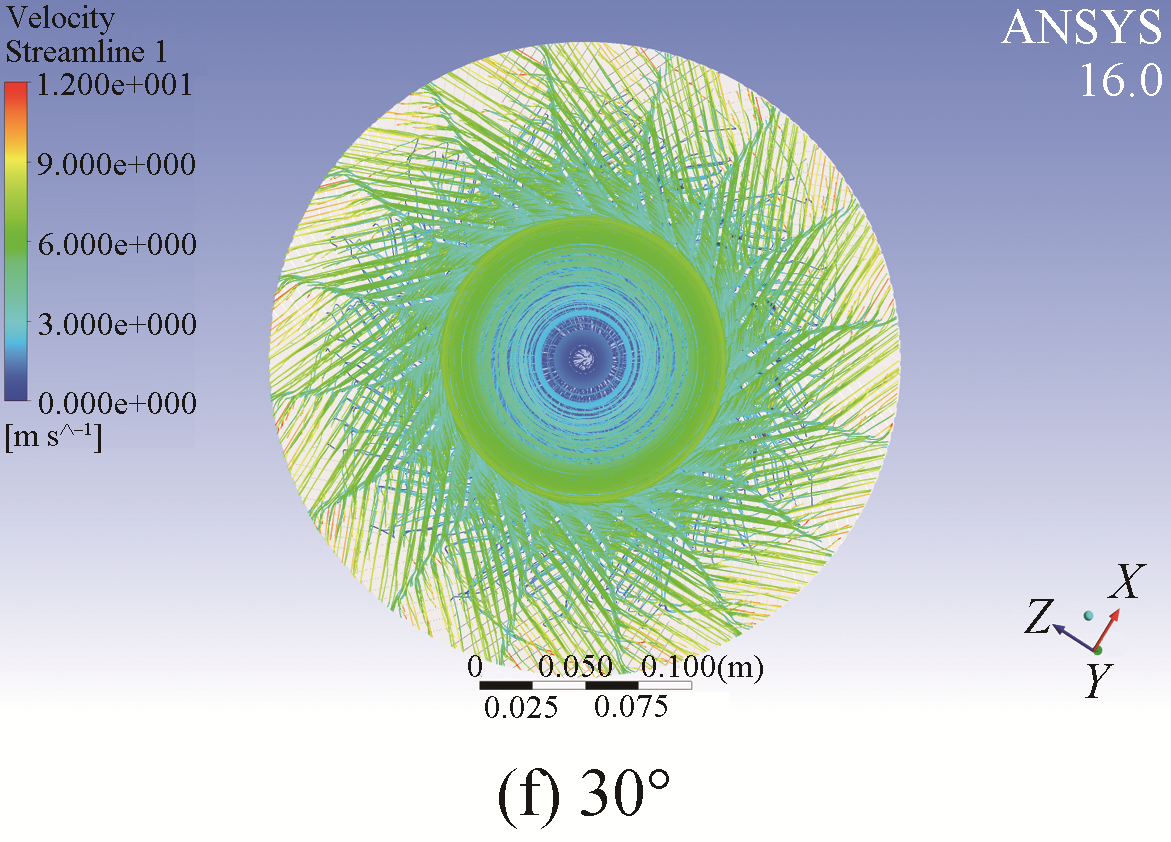
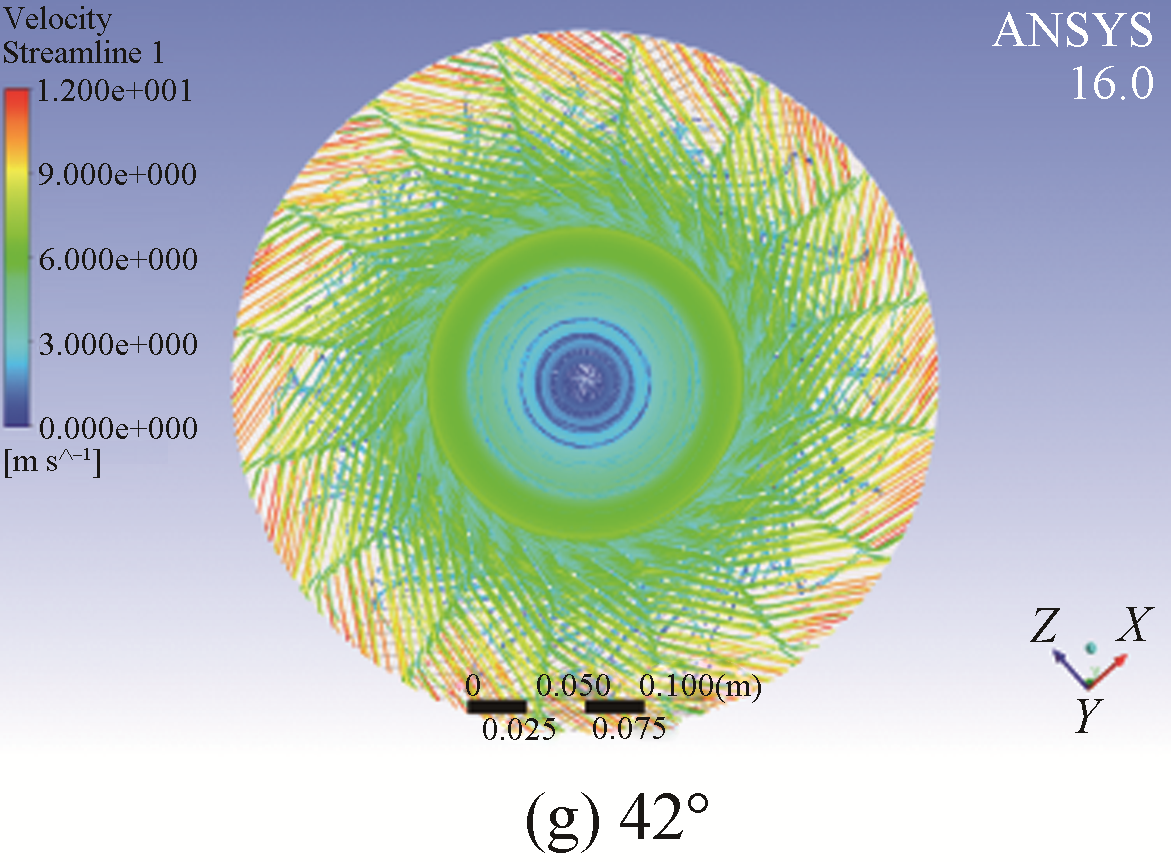

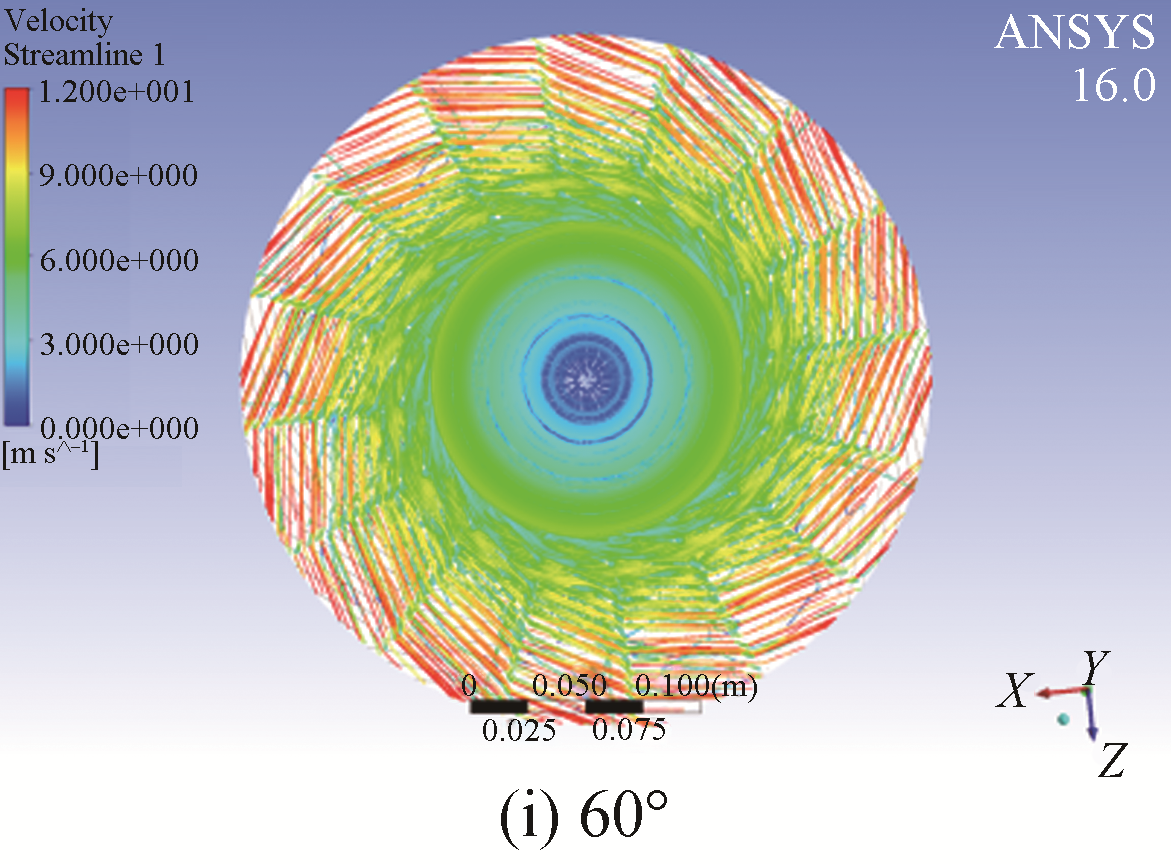
图9 不同磨齿倾角磨盘的磨区内浆料流动迹线图
Fig. 9 Streamline of plates with different bar angles
随着磨齿倾角的增大,沟槽中浆料流动的速度增大,且沟槽内的螺旋运动减少,直线运动增加。这可能导致磨盘间隙中磨齿边缘对纤维的捕获减少,使得磨浆不充分,降低磨浆质量。其次,浆料进入磨区后,在动盘内壁流线连续性较高,且速度呈逐渐增加的趋势,但磨齿倾角较大时定盘沟槽中流线极短,流速较小,可能会导致浆料的堆积,影响磨浆质量及效率。
对于等距直齿磨盘,其磨区内浆料流动与磨浆质量的关联性研究较少,通过数值模拟与实验数据分析相结合,揭示直齿磨盘齿型参数对磨浆能耗及质量的影响规律,对于磨浆过程的节能降耗、提质增效具有促进作用。
将数值模拟结果与本课题组磨浆实验结果进行对
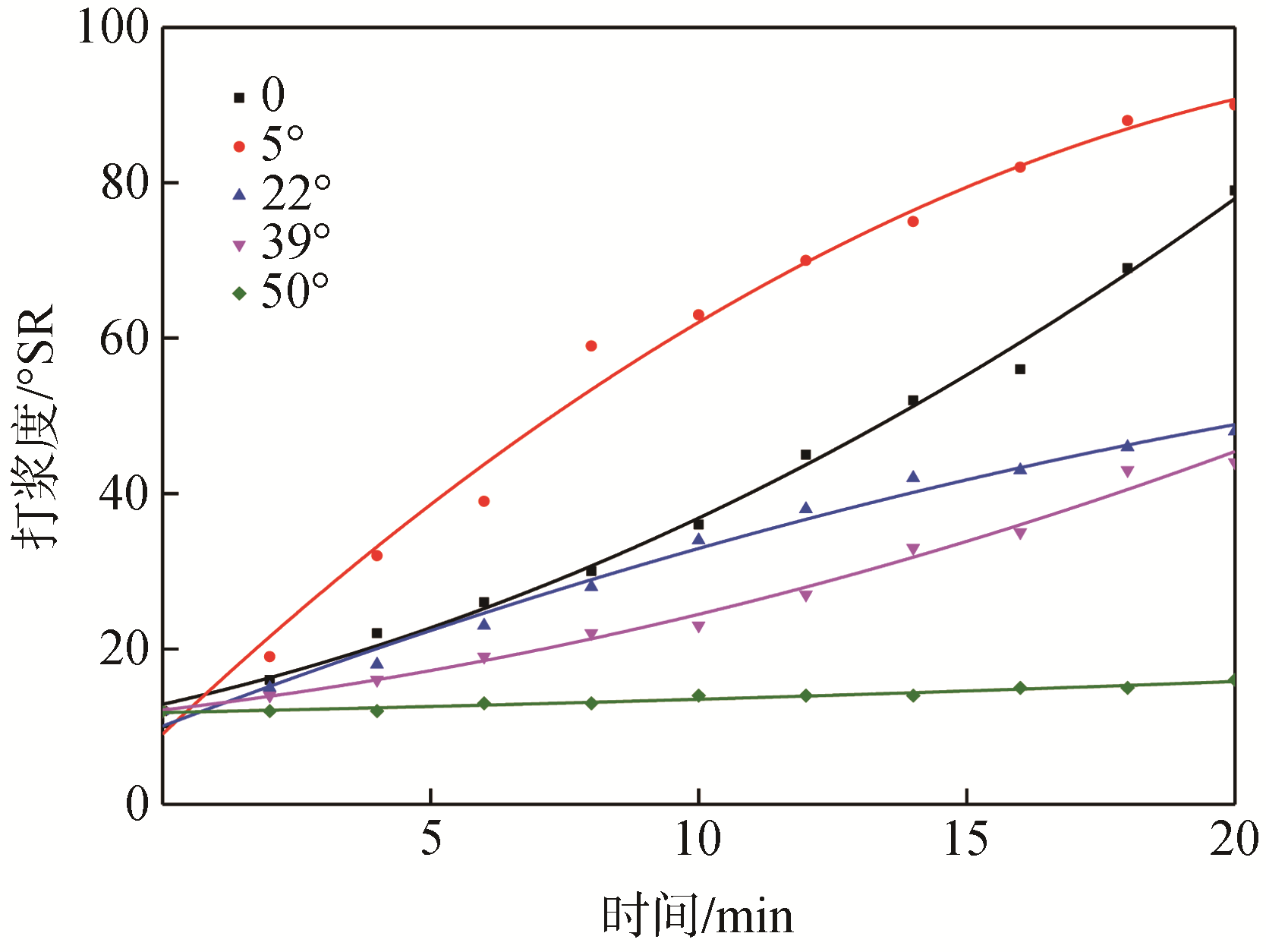
图10 不同磨齿倾角下打浆度随时间变化
Fig. 10 Beating degree changes with time under different bar angles

图11 不同磨齿倾角下平均纤维长度随时间变化
Fig. 11 Average fiber length changes with time under different bar angles
本课题运用Fluent软件对不同磨齿倾角磨盘的特征直齿磨盘磨区浆料流动进行了研究,分析了磨齿倾角对出口、XY平面和磨盘间隙磨区内浆料流动的影响,通过模拟结果与实验结论的对比,分析了磨齿倾角对于磨浆质量和效率的影响。
3.1 随着磨齿倾角的增加,出口平均速度和沟槽内浆料流速增大,磨区内纤维停留时间减少,减弱纤维的切断,反之亦然;磨盘间隙到动盘沟槽底部浆料流速增大,而到定盘沟槽内相反;存在某个确定的磨齿倾角,对浆料在间隙流动的阻碍作用较强,有待实验进一步探究。
3.2 通过浆料流动迹线发现磨齿倾角增加会导致浆料在沟槽中螺旋运动减少,直线运动增加,这可能导致间隙中磨齿边缘对浆料的捕获减少;且磨齿倾角较大可能导致定盘内浆料流速减小,导致堆积现象,影响磨浆质量和效率。
3.3 结合实验数据分析发现,随着磨齿倾角增大,浆料在磨区停留时间变短而导致磨浆不充分,使得纤维平均长度得以保留而打浆度变化较小;当磨齿倾角为50°时,间隙径向平均速度和出口速度较大,磨浆产能提高但磨浆质量却有所下降。
3.4 通过减小磨盘的磨齿倾角或设置挡坝的方法等,可以增加浆料在磨区的停留时间,有利于磨齿对纤维的捕获,提高磨浆质量。
参考文献
梁钱华. 一种新型磨盘及其制造方法[J].中国造纸, 2012, 31(9): 73-75. [百度学术]
LIANG Q H. A New Type of Disc Refiner Plate and Its Manufacture Method[J]. China Pulp&Paper, 2012, 31(9): 73-75. [百度学术]
王佳辉, 王 平. 盘磨机磨浆节能技术综述[J]. 纸和造纸, 2014, 33(2): 4-8. [百度学术]
WANG J H, WANG P. Review on Disc Refiner Beating Energy Saving Technology[J]. Paper and Papermaking, 2014, 33(2): 4-8. [百度学术]
王佳辉. 基于计算机模拟的盘磨机磨片参数的优化设计研究[D]. 天津:天津科技大学, 2015. [百度学术]
WANG J H. Study on Optimum Design of Disc Refiner Plate Parameters Based on Computer Simulation[D]. Tianjin: Tianjin University of Science and Technology, 2015. [百度学术]
LöNNBERG B. Mechanical pulping[M]. Paperi Ja Puu Oy, 2010: 138-141. [百度学术]
卞立平, 柳顺熙, 蒲云桥, 等. 盘磨机磨浆性能的评价[J]. 国际造纸, 1997(1): 28-31. [百度学术]
BIAN L P, LIU S X, PU Y Q, et al. Appraisal of A Disk Refiner Performance[J]. World Pulp and Paper, 1997(1):28-31. [百度学术]
刘 欢, 董继先, 罗 冲, 等. 等参数直齿及弧形齿磨盘对纤维切断的研究[J].中国造纸学报, 2020, 35(2): 75-80. [百度学术]
LIU H, DONG J X, LUO C, et al. Study on Fiber Cutting Performance of Straight Bar and Isometric Curved Bar Plates with Same Bar Profile[J]. Transactions of China Pulp and Paper, 2020, 35(2): 75-80. [百度学术]
陈光伟, 花 军. 纤维产量和质量对热磨机能耗影响的机理分析[J]. 东北林业大学学报, 2009, 37(6), 40-47. [百度学术]
CHEN G W, HUA J. Effect Mechanism of Fiber Quantity on Refiner Energy Consumption[J]. Journal of Northeast Forestry University, 2009, 37(6): 40-47. [百度学术]
Kral P, Klimek P, Kumar P. Effect of Refiner Plate Pattern Design on Refined Fibre Size Distribution——a Time Series Study[J]. Drvna Industrija, 2015, 66(1): 63-68. [百度学术]
Vaz A, Espirito-Santo A, Araujo P, et al. Energy Efficiency in Low Consistency Refining: A Study Using A Valley Beater[J]. Nordic Pulp & Paper Research Journal, 2019, 34(1): 67-81. [百度学术]
Chen Y S, Chen Y. Moving Dynamics Analysis of the Pulp in the Grooves and Optimized Design of the Plate Pattern of a Refiner[J]. China Pulp & Paper, 2010, 20(3): 335-340. [百度学术]
Siewert W, Selder H. Economic Use of Energy in Pulp Refining[C]//Preprint of International Symposium on Fundamental Concepts of Refining, Appleton, 1980: 206-216. [百度学术]
Brecht W, Athanassoulas M, Siewert W H. The Influenece of the Setting Angle Between the Tackle Bars on the Performance of Beaters and Refiners[J]. Das Papier, 1965, 19: 93-96. [百度学术]
Asendrych D, Kondora G. CFD Modeling of the Flow Inside an LC Refiner[C]. ErcoftacSig 43, Trondheim, 2012. [百度学术]
陈光伟, 花 军, 纪 伟, 等. 磨片结构对纤维分离过程中能量转换机理的影响[J]. 东北林业大学学报, 2010, 38(8): 109-110. [百度学术]
CHEN G W,HUA J, JI W, et al. Effects of Abrasive Disc Structure on Energy Transformation during Fiber Separation[J]. Journal of Northeast Forestry University, 2010, 38(8): 109-110. [百度学术]
刘 龙. 磨片间隙和齿倾角对纤维形态影响的数值模拟研究[D]. 哈尔滨: 东北林业大学, 2014. [百度学术]
LIU L. Study on Effect of Disc Gap and Tooth Inclination on Fiber Morphology by Numerical Simulation [D]. Harbin: Northeast Forestry University, 2014. [百度学术]
刘 欢, 董继先, 郭西雅, 等. 等距直齿磨盘磨齿倾角与磨齿表征参数的关联性研究[J]. 中国造纸, 2020, 39(4): 62-68. [百度学术]
LIU H, DONG J X, GUO X Y. Correlation Between Bar Angle and Characterization Parameters of the Isometric Straight Bar Plate[J]. China Pulp&Paper, 2020, 39(4): 62-68. [百度学术]
刘 欢, 董继先, 郭西雅, 等. 基于比边缘负荷理论的等距直齿磨片齿型参数设计的研究[J].中国造纸, 2019, 38(10): 38-42. [百度学术]
LIU H,DONG J X,GUO X Y,et al. Study on Bar Profile Design of Isometric Straight Bar Refiner Plate Based on SEL[J]. China Pulp & Paper, 2019, 38(10): 38-42. [百度学术]
刘厚林, 董 亮, 王 勇. 流体机械CFD中的网格生成方法进展[J]. 流体机械,2010, 38(4): 32-36. [百度学术]
LIU H L, DONG L, WANG Y. Overview on Mesh Generation Methods in CFD of Fluid Machinery[J]. Fluid Machinery, 2010, 38(4): 32-36. [百度学术]
苏昭友, 王 平. 盘磨机磨片的设计理论与方法[J]. 纸和造纸, 2011, 30(8): 10-16. [百度学术]
SU Z Y, WANG P. Design Theory and Method of Disc Refiner Plates[J]. Paper and Papermaking, 2011, 30(8): 10-16. [百度学术]
韩鲁冰, 董继先. 基于Solidworks-Flowsimulation软件的盘磨机磨盘建模与流场分析[J]. 中国造纸, 2016,35(12): 37-42. [百度学术]
HAN L B, DONG J X. Modeling and Flow Field Analysis of Refiner Disc Based on Solidworks-Flowsimulation[J]. China Pulp&Paper, 2016,35(12): 37-42. [百度学术]
Hofmann C. A Practical Treatise on the Manufacture of Paper[M]. Philadelphia, 1873: 35-42. [百度学术]
Liu Huan, Dong Jixian, Jing Hui, et al. Refining Characteristics of Isometric Straight Bar Plates with Different Bar Angles[J]. Bio⁃Resources, 2020, 15(4): 7844-7860. CPP [百度学术]