
摘要
本研究采用工业相机采集纸板切割机切下的纸板纸尖图像,取得纸尖在机器人世界坐标系中的定位数据,根据压辊机的位置和所需要的瓦楞角度,建立了机器人的姿态预测模型。在机器人运行时通过调整机器人的运行姿态,实现瓦楞纸的压制上料。经过实际运行,系统可以将瓦楞纸位置误差控制在5 mm以内,旋转角度误差控制在2°以内。结果表明,基于机器视觉的机器人送纸过程的稳定性和可靠性均优于人工操作,但是灵活性还有一定的欠缺。
瓦楞纸是一种通过瓦楞压制机形成的波纹形纸
湿帘瓦楞纸的生产工艺一般包括上浆、干燥、压制瓦楞、定型、上胶、固化、切片、修磨、去味

图1 工人现场操作
Fig. 1 Field operation
在实际生产中,对板型材料的输送应用研究,许多工程技术人员作出了很多贡献。李丽阁等
当纸板被切纸机切割以后,纸板的位置是无法确定的,但是瓦楞纸压制出的瓦楞角度需要保持恒定。因此,压辊压制纸板的位置需要保证恒定。操作人员需要将纸板移动到基准位置,然后将纸板送入压辊进行瓦楞的压制。为了实现将纸板自动送入压辊,需要实现机器人输送纸板的运行轨迹模拟工人的动作轨迹。机器人位置固定,但纸板的位置并不固定。机器人抓取纸板时,纸板在机器人坐标系中的位置也成为随机状态,这就需要视觉来确定纸板在坐标系中的位置。
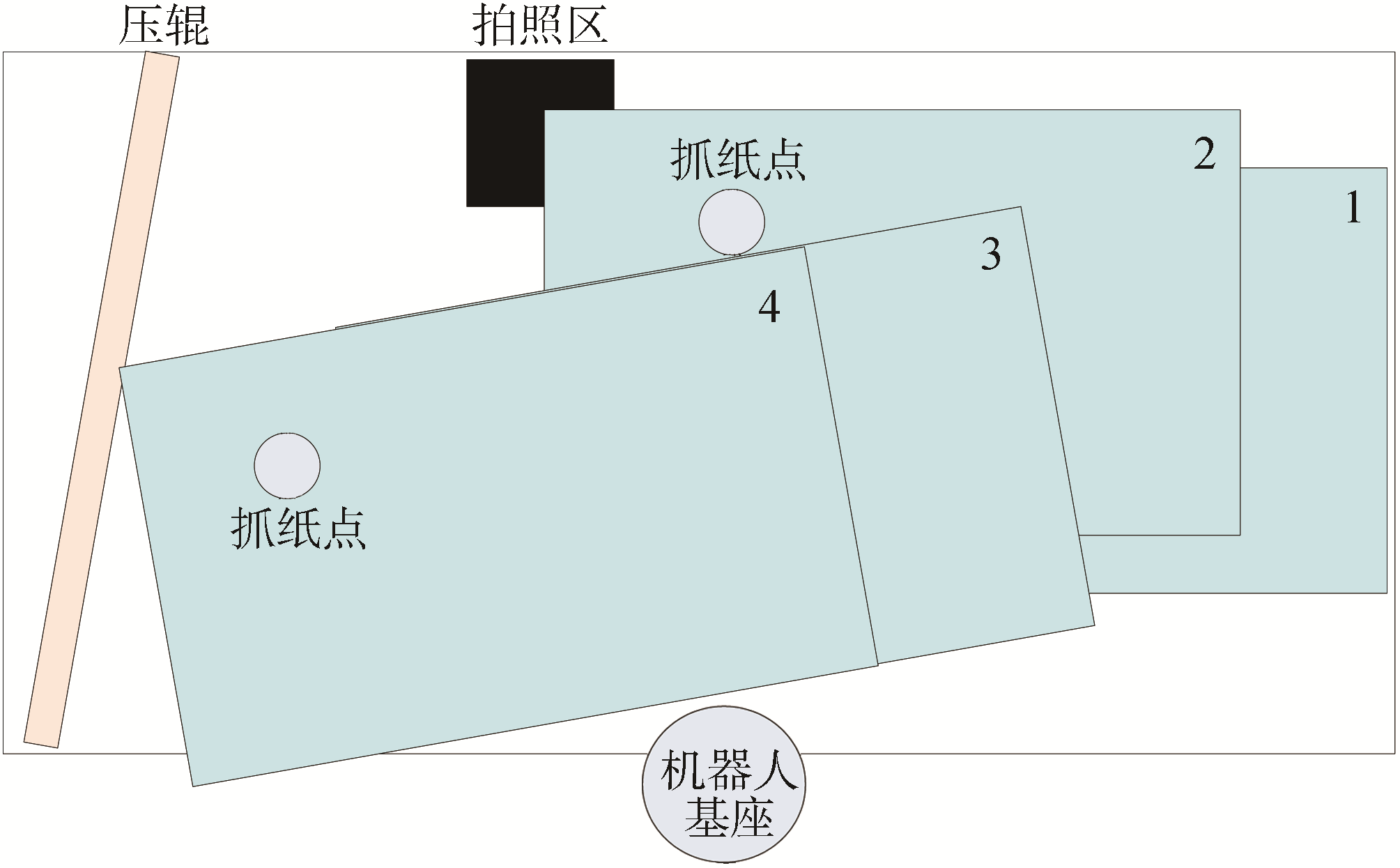
图2 纸板运行轨迹规划图
Fig. 2 Running track of paperboard
(1)切纸机将纸板切割成2100 mm×1200 mm尺寸的规格,机器人抓纸;
(2)机器人将纸板移动至拍照位置;
(3)机器人将纸板调整好姿态;
(4)将纸板送入压辊。
为实现模拟工人将压制纸板送入压辊的操作过程,本文采用工控机作为控制核心,PLC控制压制纸的切刀和瓦楞压制机,工控机与PLC之间通过RS485接口进行通信,通过ModbusRTU协议作为数据通信协议,用来传递机器人当前工作状态、切纸机的工作状态,根据工作状态控制工作节奏。工控机通过以太网接口控制着机器人和工业相机。工业相机采集图像数据,工控机得到数据,预测机器人的运行姿态,驱动机器人模拟工人的操作动作。

图3 自动送纸系统架构图
Fig. 3 Automatic paper feeding system


为了引导机器人的运行,系统需要根据拍照得到的图像数据预测出机器人需要行走的姿态数据。
机器人的姿态可以用5种不同的坐标系进行描述。①世界坐标系;②关节坐标系;③直角坐标系;④工具坐标系;⑤用户坐标系。本文的预测模型采用直角坐标系。
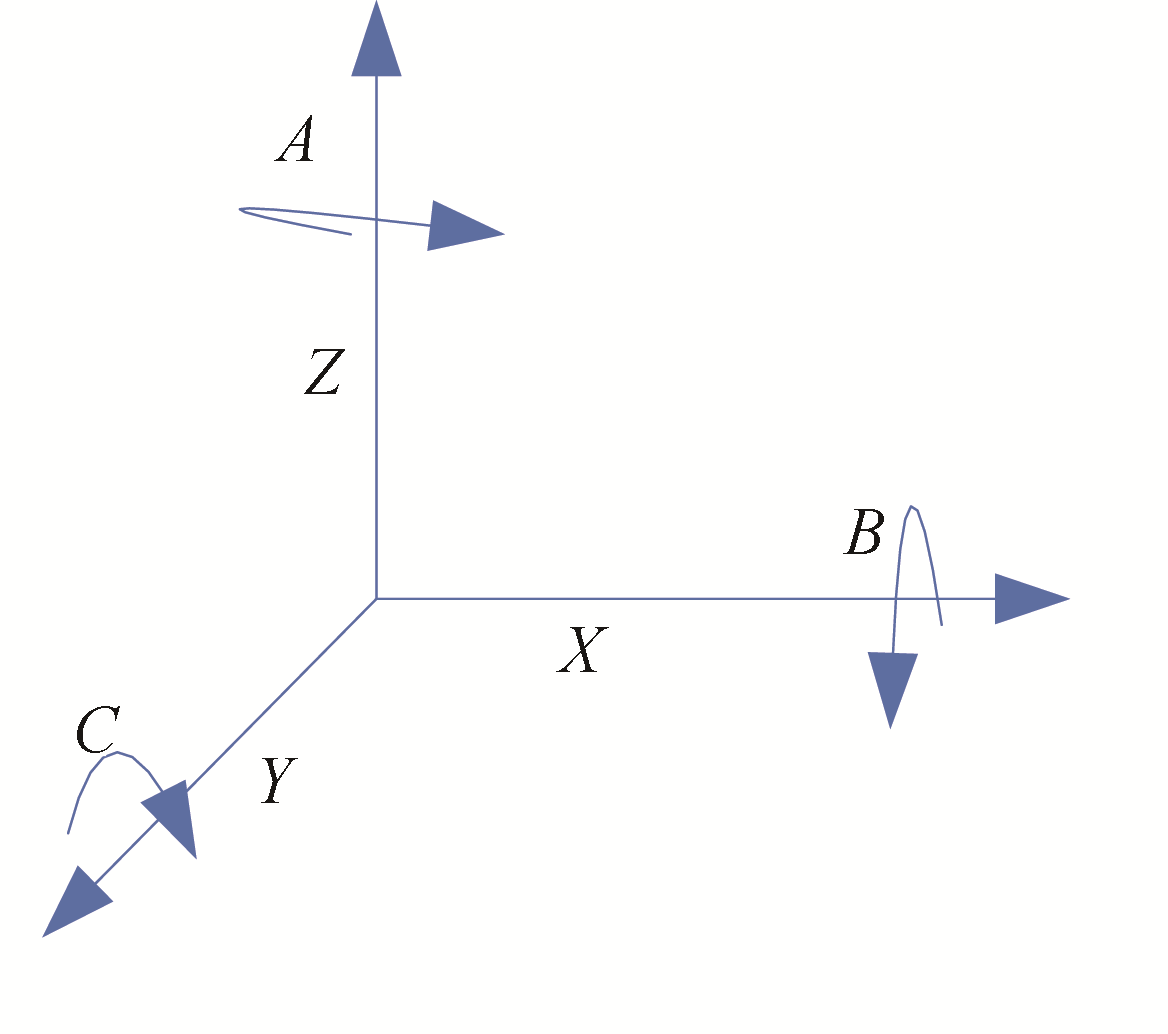
图6 机器人采用的坐标系
Fig. 6 Robot coordinate system
机器人的姿态用一维向量表示[X,Y,Z,A,B,C]。由于机器人对纸板的操作只有3个自由度,因此机器人的姿态可以表示为[X,Y,A],分别对应于操作平面方向以及纸板的旋转。本文采用基准加偏差的方式得到预测模型,首先需要确定基准纸板的基准轨迹,其基本过程如下:①将瓦楞压制纸板移动到拍照点处,进行图像采集。记录下纸尖坐标以及机械手末端坐标,在后续采集数据时保持机械手的坐标不变;②将纸板移动到调姿位置,记录下机器人坐标;③将纸板移动到压辊入纸位,记录下机器人坐标。得到基准的数据后,建立线性预测模型见
| (1) |
式中,[X,Y,A]为实际机器人姿态的位置;[X',Y',A']为基准机器人的姿态数据;b为偏差值,该值为调姿位置状态下,实际纸板与基准纸板的偏差,该值需要根据实际纸尖图像数据与基准图像数据的偏差计算出来。基本计算程序如下:
x2=x01-x0-dx;//拍照点纸尖坐标
y2=y01-y0-dy;
a2=atan(y2/x2)+da;
x21=sqrt(x2*x2+y2*y2)*cos(a2);//旋转后新坐标
y21=sqrt(x2*x2+y2*y2)*sin(a2);
xo=x01-x0-x21;//得到位置偏差
yo=y01-y0-y21;
计算程序在labview2014版得到了验证。
在预测模型中,最关键的数据是纸尖的图像数据。预测模型需要知道纸尖在机器人世界坐标系中的坐标数据,因此需要进行图像定位。图像定位首先需要做的是将图像坐标系和机器人坐标系进行统一,也称为手眼标定。在这个方面,许多文献都进行了比较详细的阐

图7 纸板纸尖图像
Fig. 7 Paperboard tip image
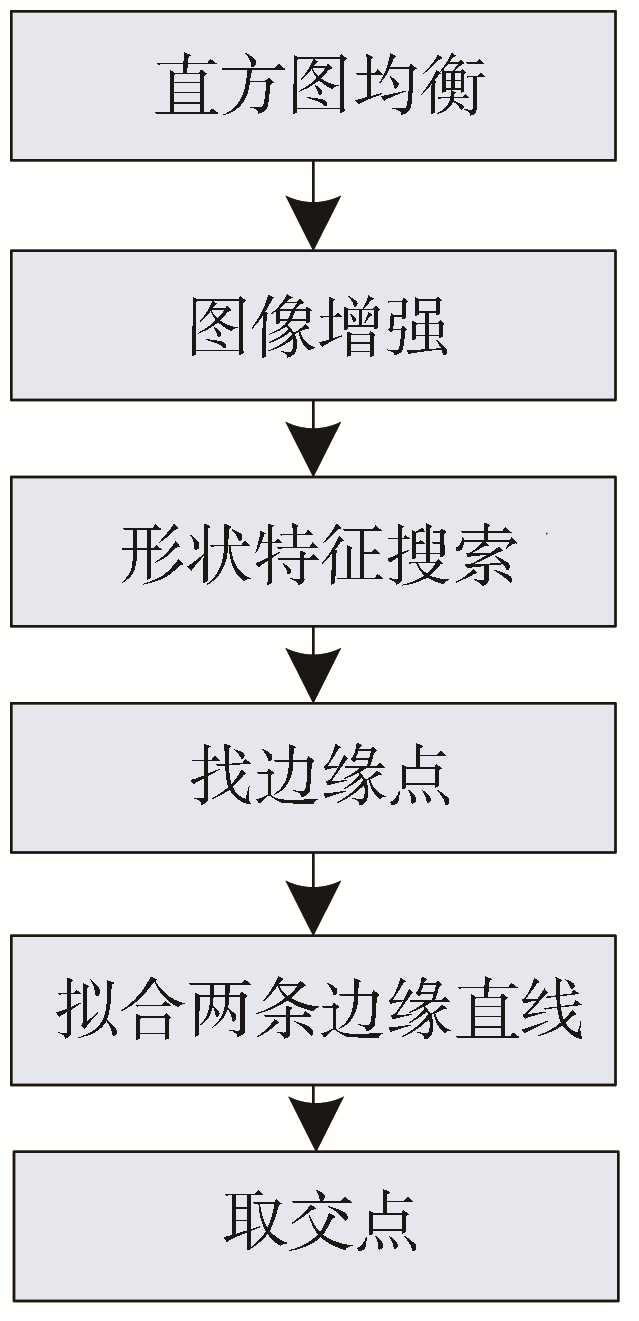
图8 纸尖定位流程图
Fig. 8 Location flowchart
由于现场环境的限制,不能取得效果非常好的图像。本文采用直方图均衡和图像增强提高图像的辨析度。由于纸板的特殊形状,本文根据形状特征匹
这种算法对纸板具有一定要求,在正常工作状态,纸板没有飘起,同时纸板的湿度控制在正常范围,那么定位精度可以控制得比较高。在实际操作中,如果纸板的纸尖有翘起等状态,对纸尖的定位精度有影响。
在

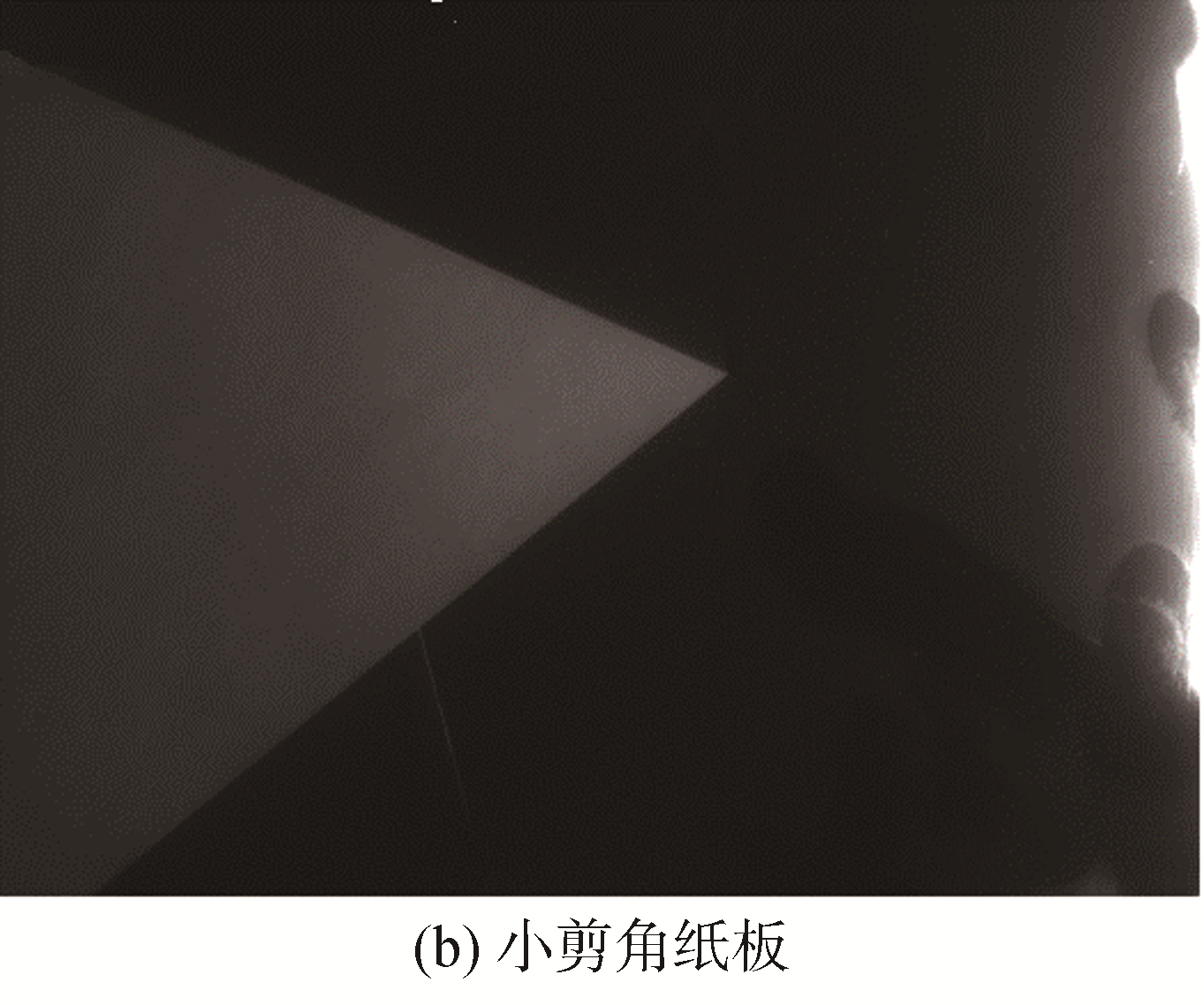
图9 剪角不同的两种纸板
Fig. 9 Two kinds of paperboard with different cutting angle
在照相机拍摄目标物体时,从物方三维空间坐标系到像方二维平面坐标系的投影存在着映射关系。为了实现场景重构、场景识别,往往需要对获得的图像进行仿射纠正。岳娟等
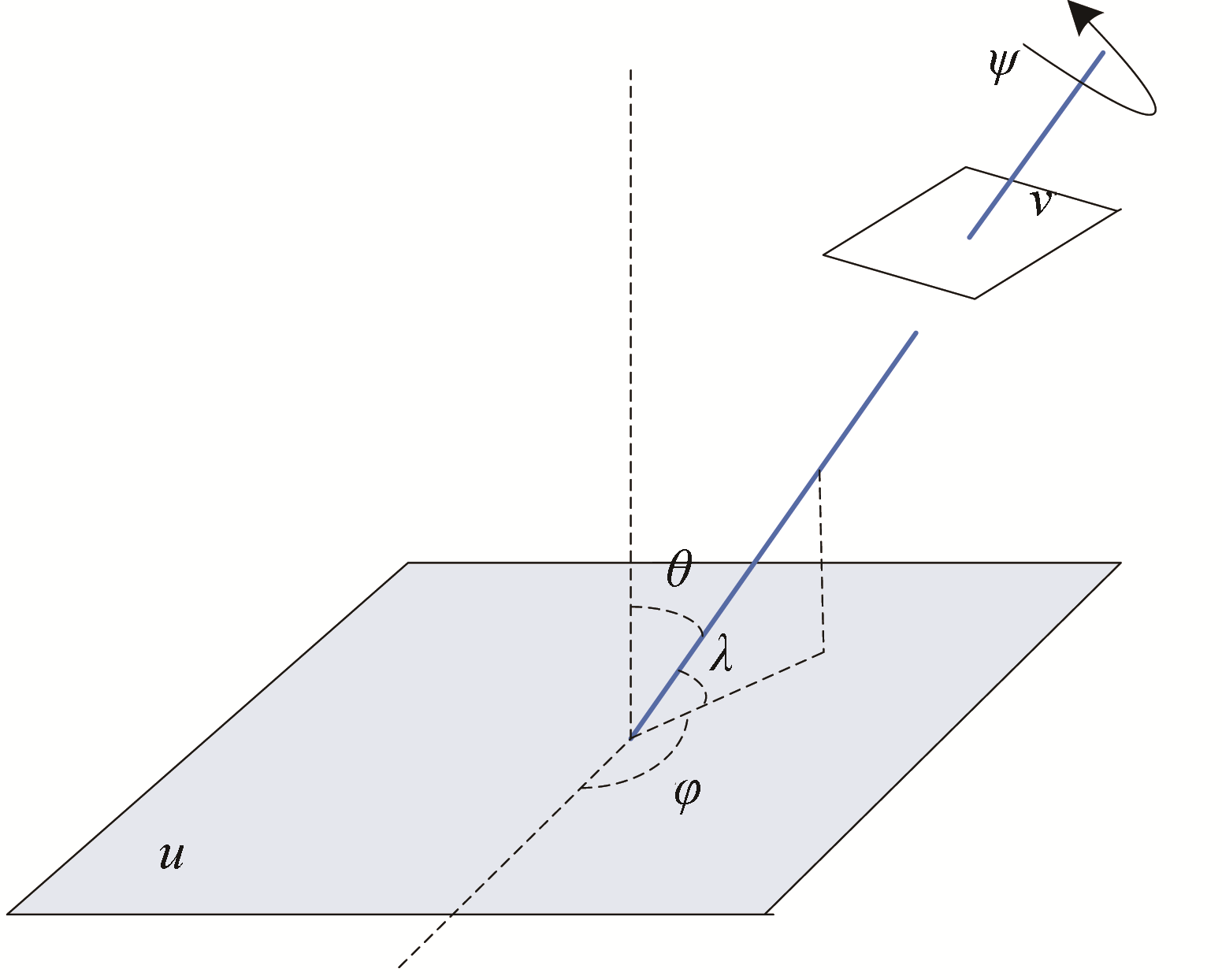
图10 仿射成像模型
Fig. 10 Affine model
从
| (2) |
式中,为像方平面;为物方平面;A计算见式(3)~
| (3) |
| (4) |
式中,t为倾斜度;(θ,φ)为相机光轴定向,分别为相机的纬度、经度;ψ为相机绕其光轴旋转的角度;λ为尺度缩放倍
从
| (5) |
由于相机固定,在进行图像形状特征搜索时1,,因此A表达为
| (6) |
通过调整参数t、φ,在图像中进行形状匹配的搜索,实现对纸尖形状的初定位。
(1)试验平台:瓦楞纸生产线。
(2)软件环境:操作环境采用Win7 32位,界面编程采用Labview2014,软件算法采用VS2010+Opencv3.4.1。
(3)测量工具:采用数显角度尺,角度分辨率0.05°,长度分辨率0.5 mm。用于测量距离偏差和角度偏差。
(4)试验过程:为了验证整个系统在实际生产中的稳定性和可靠性,在实际生产之前,需要对系统的运行进行试验。首先将压辊机停机,并将系统的运行过程如
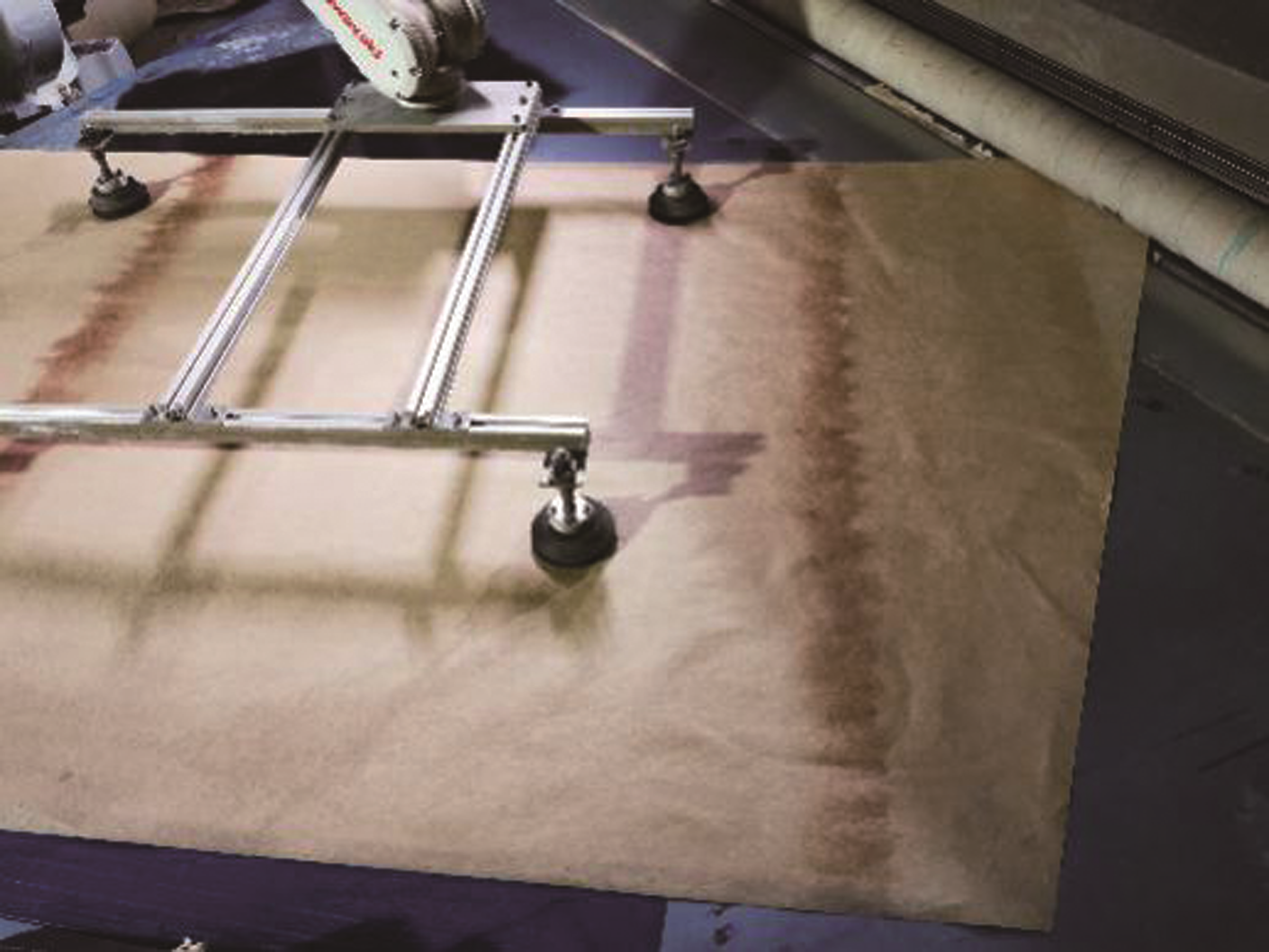

图11 试验停机图
Fig. 11 Machine halt for experiment
从
本研究采用机器视觉引导机器人进行瓦楞纸的生产,在实际生产中取得了良好的效果。在正常工作情况下,系统取得的效果较好。但是由于生产的影响因素非常多,纸板的情况也较复杂;如果纸尖飘起,纸板的上料位置误差可控制在5 mm以内,角度可控制在2°以内,取得较好的生产效果。但是系统相对于人工,工作的柔性还不够,需要对预测模型进行进一步的改进,使之能够满足纸板飘起或者纸尖翘起等工作异常状态。
参考文献
杜 娟, 臧永华,吴振娟.瓦楞纸板的发展趋势及水性油墨柔版印刷适性[J].中国造纸, 2009, 28(6):57-62. [百度学术]
DU J, ZANG Y H,WU Z J.The Development of Corrugated Board and Its Flexographic Printability with Water-based Inks[J].China Pulp & Paper, 2009, 28(6):57-62. [百度学术]
J. David McDonald, Richard J.Kerekes, Joe R.Zhao.Wet Pressing Models to Reduce Energy Consumption in Papermaking[J].Paper and Biomaterials, 2019, 4(1):1-6. [百度学术]
杜红慧.基于食用菌工厂化栽培的湿帘-制冷机联动系统设计[D].福州: 福建农林大学, 2019. [百度学术]
DU H H.Design of Wet Curtain-refrigerator Linkage System Based on Industrialized Cultivation of Edible Fungi[D]. Fuzhou: Fujian Agriculture and Forestry University , 2019. [百度学术]
陈安江, 刘 军.瓦楞原纸性能对瓦楞纸箱强度的影响及其改进措施[J].中国造纸, 2007, 26(7):60-61. [百度学术]
CHEN A J, LIU J. Effect of Properties of Corrugated Base Paper on Strength of Corrugated Box and Improvement Measures[J]. China Pulp &Paper. 2007,26(7):60-61. [百度学术]
汤 伟, 孙振宇, 池东明, 等.高强瓦楞纸机干燥部能耗协同控制系统的设计及优化研究[J].中国造纸学报, 2017, 32(3):58-63. [百度学术]
TANG W, SUN Z Y, CHI D M,et al. Design and Optimization of Synergic Control System for Energy Consumption of High Strength Fluting Paper Machine Dryer Section[J]. Transactions of China Pulp and Paper, 2017, 32(3):58-63. [百度学术]
李丽阁, 张有良, 段移丽, 等.纸箱包装机纸板取送机构的设计与研究[J]. 包装与食品机械, 2014, 32(4):28-30. [百度学术]
LI L G, ZHANG Y L, DUAN Y L, et al. Design and Research of the Sucking and Delivery Mechanism for the Carton Packing Machine[J]. Packaging and Food Machinery, 2014, 32(4):28-30. [百度学术]
高 强, 潘 俊, 李 震.面向软面料自主抓取的机器人视觉检测与定位[J]. 计算机测量与控制, 2019, 27(7):20-24. [百度学术]
GAO Q, PAN J, LI Z. Visual Detection and Localization of Robots’ Grasps Automatically on Soft Fabri[J].Computer Measurement & Control,2019,27(7):20-24. [百度学术]
汪瑞良.光伏电池生产车间自动化传输系统[J].制造业自动化, 2019, 41(2):27-30+38. [百度学术]
WANG R L.Automatic transmission in solar cell manufacturing factory[J], Manufacturing Automation, 2019, 41(2):27-30+38. [百度学术]
蒋 磊, 樊绍胜, 崔坤坤.输电线路机器人上下线平台的研究与设计[J].自动化技术与应用, 2020, 39(4):85-91. [百度学术]
JIANG L, FAN S S, CUI K K.The Research and Design of Loading Platform of Power Transmission Line Robot[J].Techniaues of Automation and Applications, 2020, 39(4):85-91. [百度学术]
张云珠.工业机器人手眼标定技术研究[D]. 哈尔滨:哈尔滨工程大学, 2009. [百度学术]
ZHANG Y Z.Research on Hand-eye Calibration Technology of Industrial Robot[D]. Harbin:Harbin Engineering University, 2019. [百度学术]
王君臣, 王田苗, 杨 艳, 等.非线性最优机器人手眼标定[J].西安交通大学学报, 2011, 45(9):15-20. [百度学术]
WANG J C,WANG T M,YANG Y,et al. Nonlinear Optimal Robot Hand-eye Calibration[J]. Journal of Xi’an Jiaotong University, 2011, 45(9):15-20. [百度学术]
朱正伟.基于单目视觉的目标位姿识别与机器人抓取引导[D].广州:华南理工大学, 2015. [百度学术]
ZHU Z W.Object Posture Recognition and Robot Pickup with Guidence Based on Monocular Vision[D]. Guangzhou:South China University of Technology, 2015. [百度学术]
丁险峰, 吴 洪, 张宏江, 等.形状匹配综述[J].自动化学报, 2001,27(5):678-694. [百度学术]
DING X F,WU H, ZHANG H J, et al. Reviewon Shape Matching[J].ACTA Automatica Sinica, 2001, 27(5):678-694. [百度学术]