
摘要
本课题提出基于Fuzzy-PID控制策略的涂布率控制方法,利用模糊控制方法对PID的参数进行在线调整,保证生产过程涂布率稳定在设定值。利用烟草薄片厂的实际生产数据,模拟烟草薄片实际生产过程中涂布率数据,对提出的Fuzzy-PID控制器进行验证。结果表明,Fuzzy-PID控制器比传统PID控制器的鲁棒性更好、精确度更高。
关键词
2018年,我国烟卷生产超过23.3千亿支,产量约为2.1亿
目前,烟草薄片的制造工艺主要有辊压法、稠浆法和与造纸

图1 造纸两步法烟草薄片制备工艺流程图
目前对于烟草薄片工艺过程多采用PID控制器进行控
为解决上述问题,本研究将模糊(Fuzzy)控制和PID控制进行集成,开发一种在制造烟草薄片过程中控制涂布率的控制器,在线求解最佳的PID控制参数,从而实现对涂布率的精准控制,减少控制滞后,从而保证烟草薄片的产品质量。
| (1) |
式中,D1为涂布后烟草薄片的定量,D2为涂布前烟草薄片的定量。
在对烟草薄片的涂布率控制过程中,涂布率不断波动,使用固定参数的传统PID控制器不能实现理想的控制效果。因此,本研究将在线PID参数调整模块(在
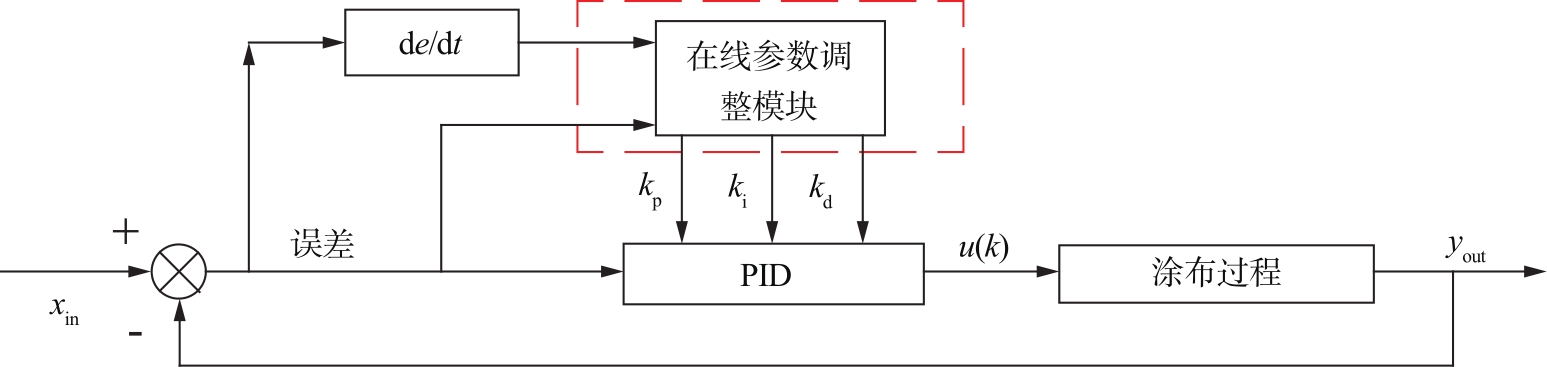
图2 改进的PID控制器
模糊控制(Fuzzy Control),是以模糊集合论、模糊语言变量和模糊逻辑推理为基础的一种计算机数字控制技
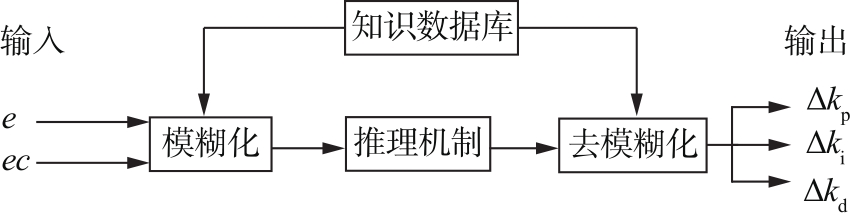
图3 模糊控制系统结构图
与传统控制方法相比,模糊控制在非线性复杂系统控制中具有良好的鲁棒
传统PID控制器调节规律是由比例调节、积分调节和微分调节三者的叠加而成。其数学表达式如
| (2) |
其传递函数如
| (3) |
本研究使用MATLAB 2014a/ Simulink的模糊工具箱设计了模糊PID控制器。其中,模糊控制器的设计步骤如下。
Fuzzy-PID控制器中模糊控制器的输入参数为涂布量的误差e和涂布率误差的变化率ec,输出为PID的控制参数(Kp、Ki、Kd)。关于涂布率的误差取值范围的设定,根据涂布率的实际波动范围,e的实际取值范围为[-1,1],由于本研究时间间隔设置为1 s,因此,涂布率误差的变化率实际取值范围为[-1,1]。
为了计算方便,将e和ec的论域放大为[-3,3],在后续输出时将其缩小3倍。因此误差e的论域为e={-3,-2,-1,0,1,2,3},其模糊子集为{NB、NM、NS、Z、PS、PM、PB},其含义为负大、负中、负小、零、正小、正中、正大。同理,涂布率误差的变化率的变化范围定义为模糊集上的论域ec={-3,-2,-1,0,1,2,3},其模糊子集为{NB、NM、NS、Z、PS、PM、PB}。
从控制的角度来看,要达到良好的控制效果,通过机理分析可知:①若|e|很大,kp需要变大,加大涂布量的投入,ki应该取小数值,避免过量造成浪费,kd也应取小数值,避免|ec|在短时间内变得过大。②当|e|居中时,kd应该取中等数值,而kp和ki应该取大数值。③若|e|很小时,kp和ki应取较大的值,以避免产生较大的振荡。
根据上述一般规则,
为了证明本课题提出的控制器的有效性,将传统的PID控制器和Fuzzy-PID控制器在无噪声和有噪声情况下,进行对比实验,通过响应时间、偏移量、超调量3个评价指标对控制器的性能进行评价。本课题以某烟草厂的烟草薄片生产过程为案例,利用1个月的涂布量数据与时间的关系建立拟合模型,将拟合模型带入
| (4) |
本课题采用MATLAB进行建模仿真,其中Fuzzy-PID控制器如
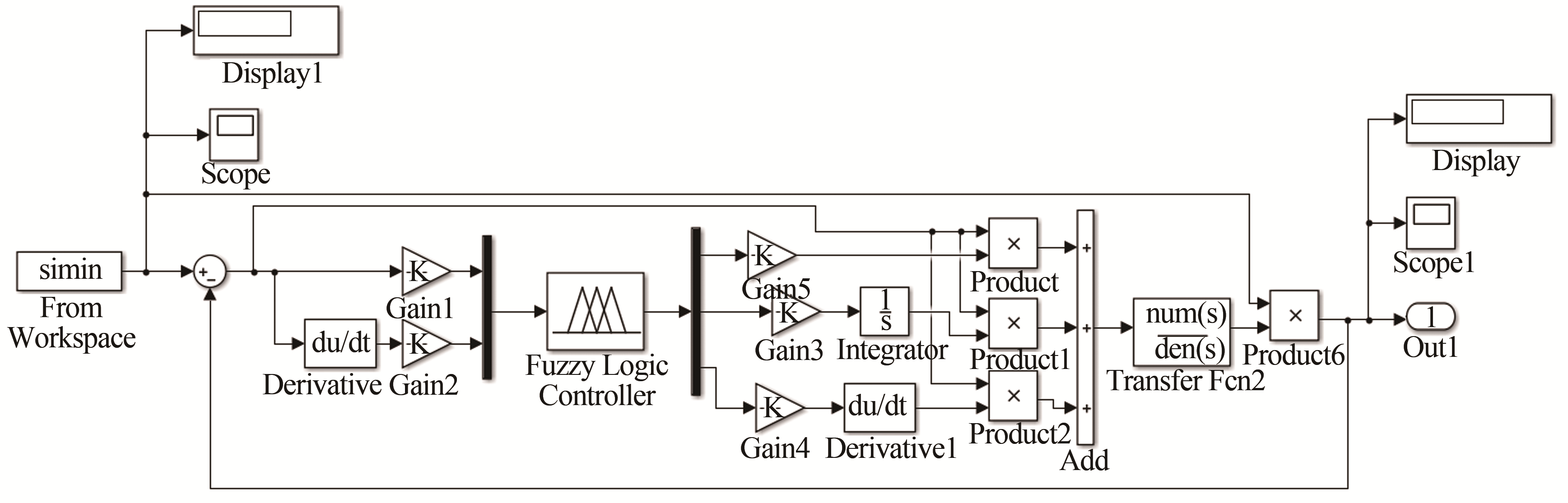
图4 Fuzzy-PID控制器Simulink模型
假设采用立项的传感器测量涂布前后的定量,观察控制器在无噪声情况下的性能。利用本课题所述的Fuzzy-PID控制器,根据实际的烟草薄片涂布量的数值,通过Fuzzy控制模块向PID控制器提供合适的关键参数kp、ki、kd,利用在线调节的PID控制器对涂布率进行模拟控制,并与PID控制器控制涂布率进行比较,仿真结果如
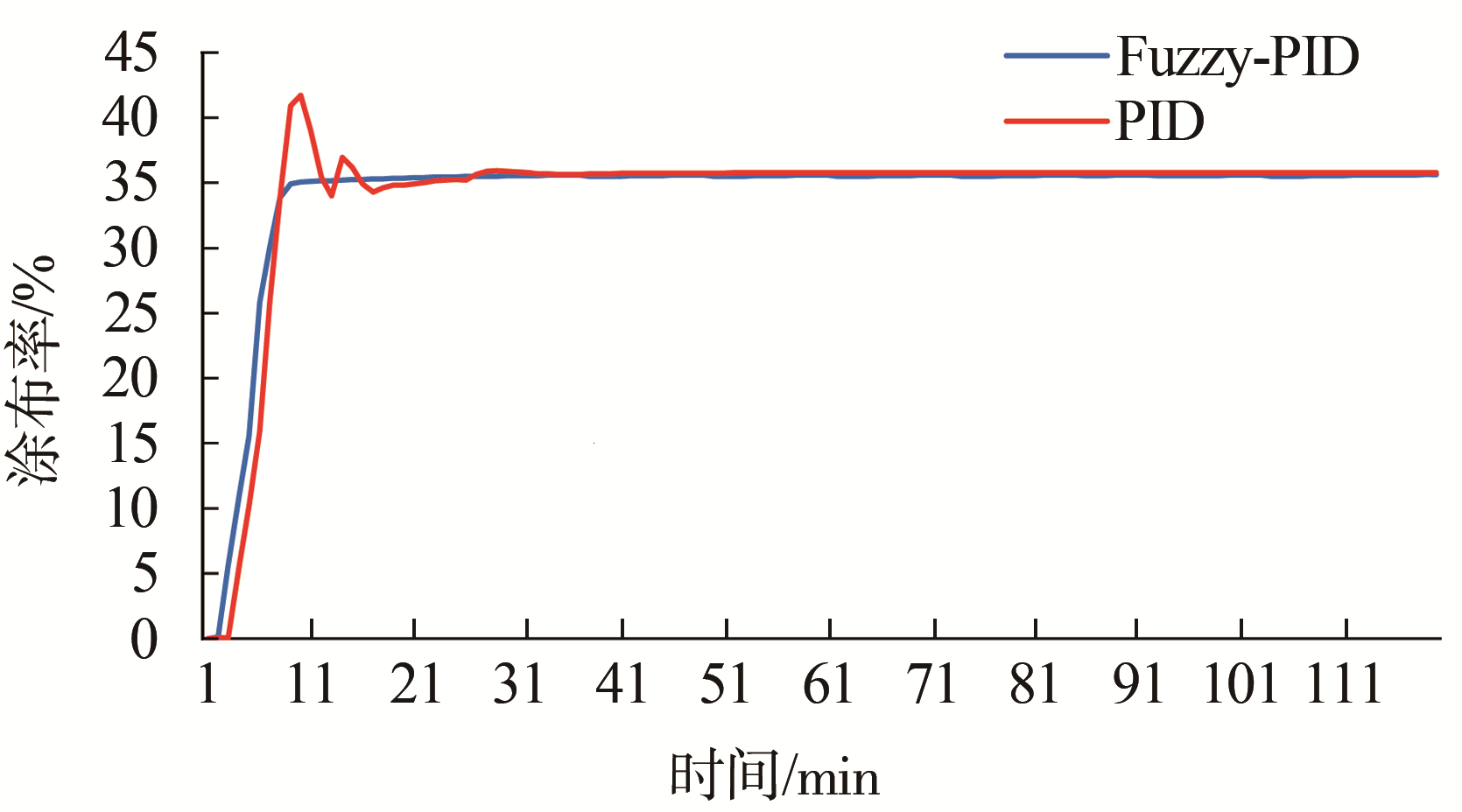
图5 未加噪声的控制器结果图
由于涂布工艺较为复杂,难以采用常规的PID参数整定方法对PID的关键参数进行整定,因此在本课题的仿真实验中对PID的参数进行人工整定。由
烟草薄片的生产过程是存在干扰和噪声的,在2.1的基础上,将白噪声信号添加入输入信号内,以模拟实际情况,其原始输入如
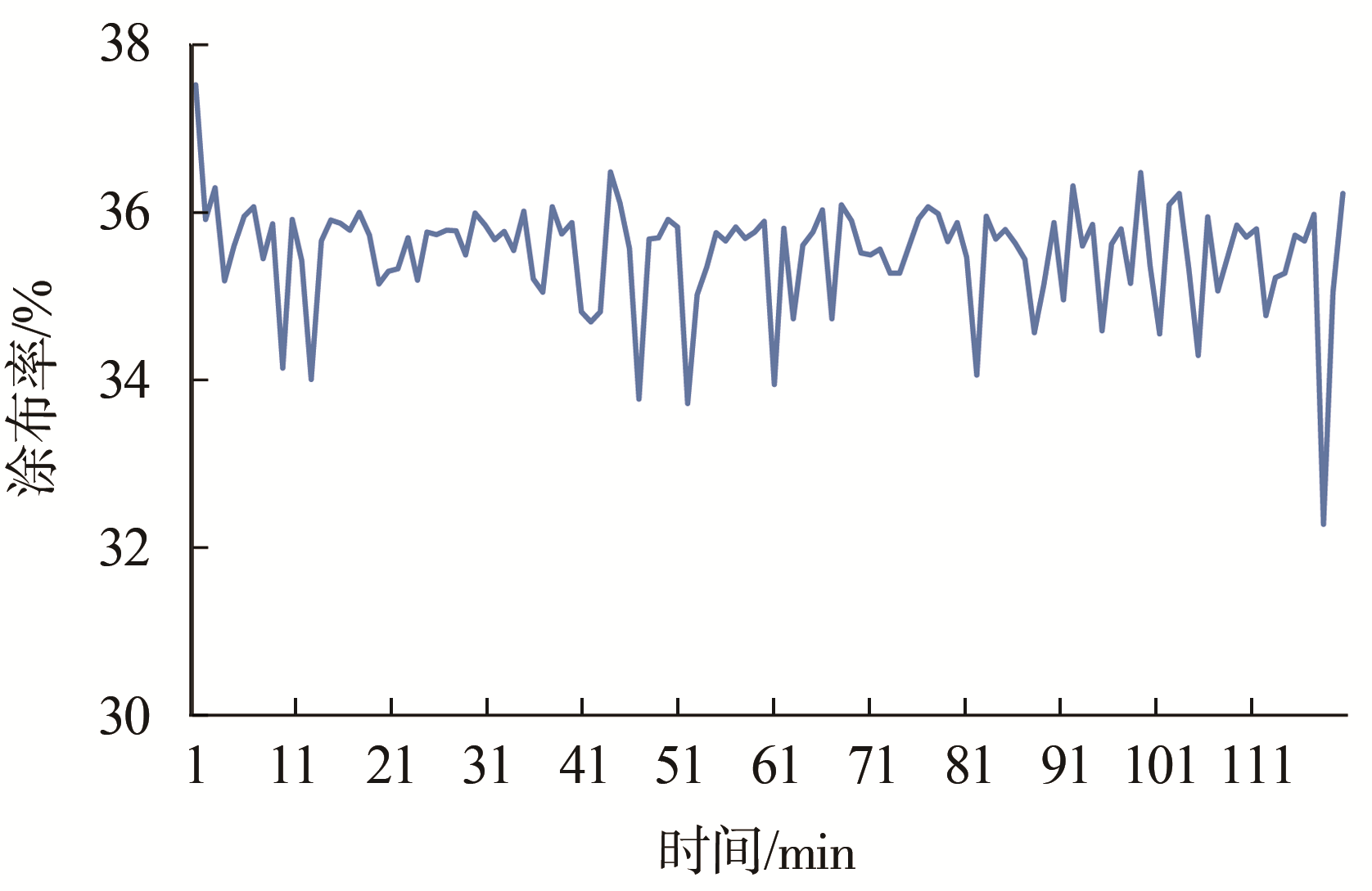
图6 加入噪声后控制信号图
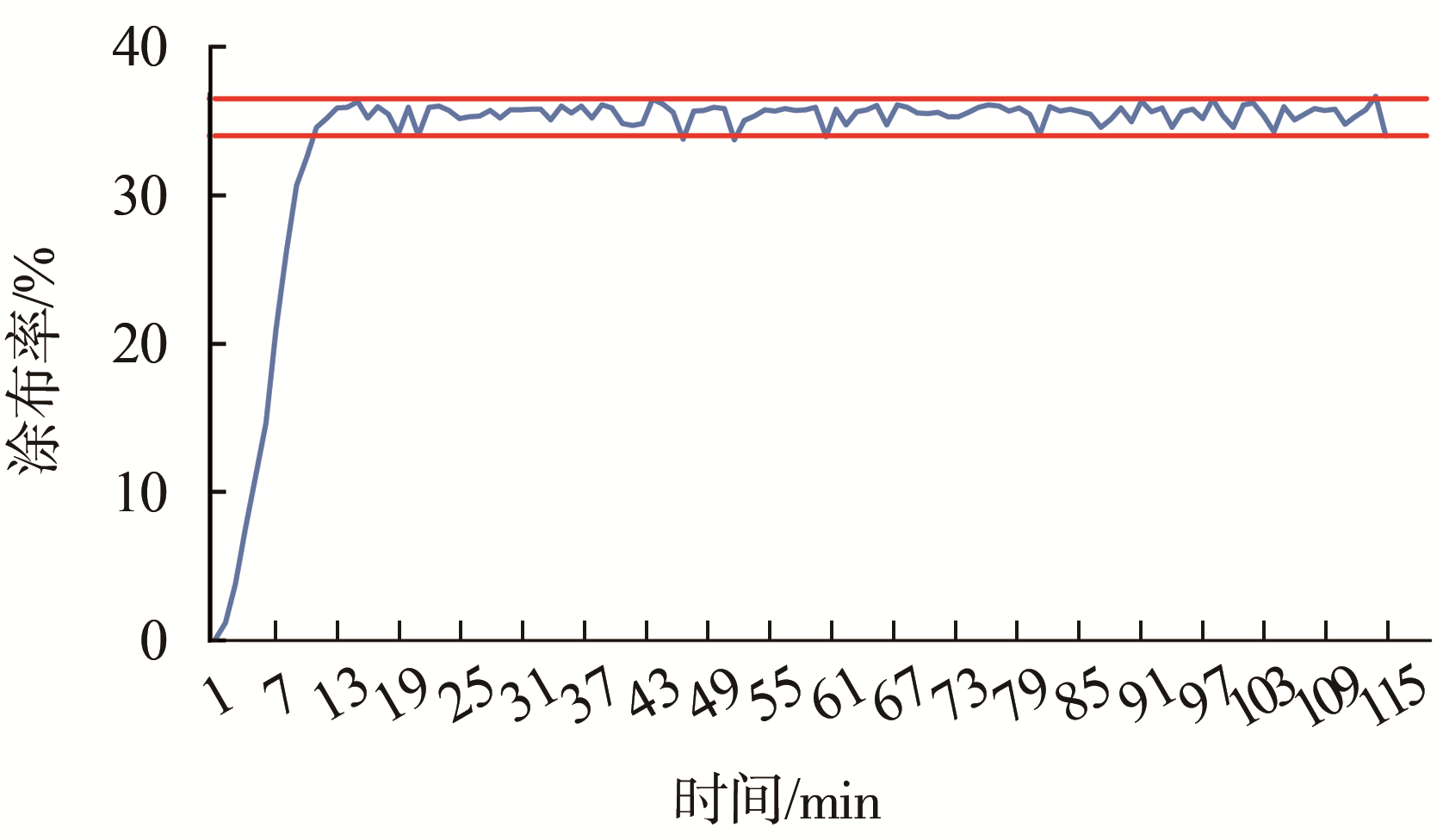
(a) Fuzzy-PID控制器
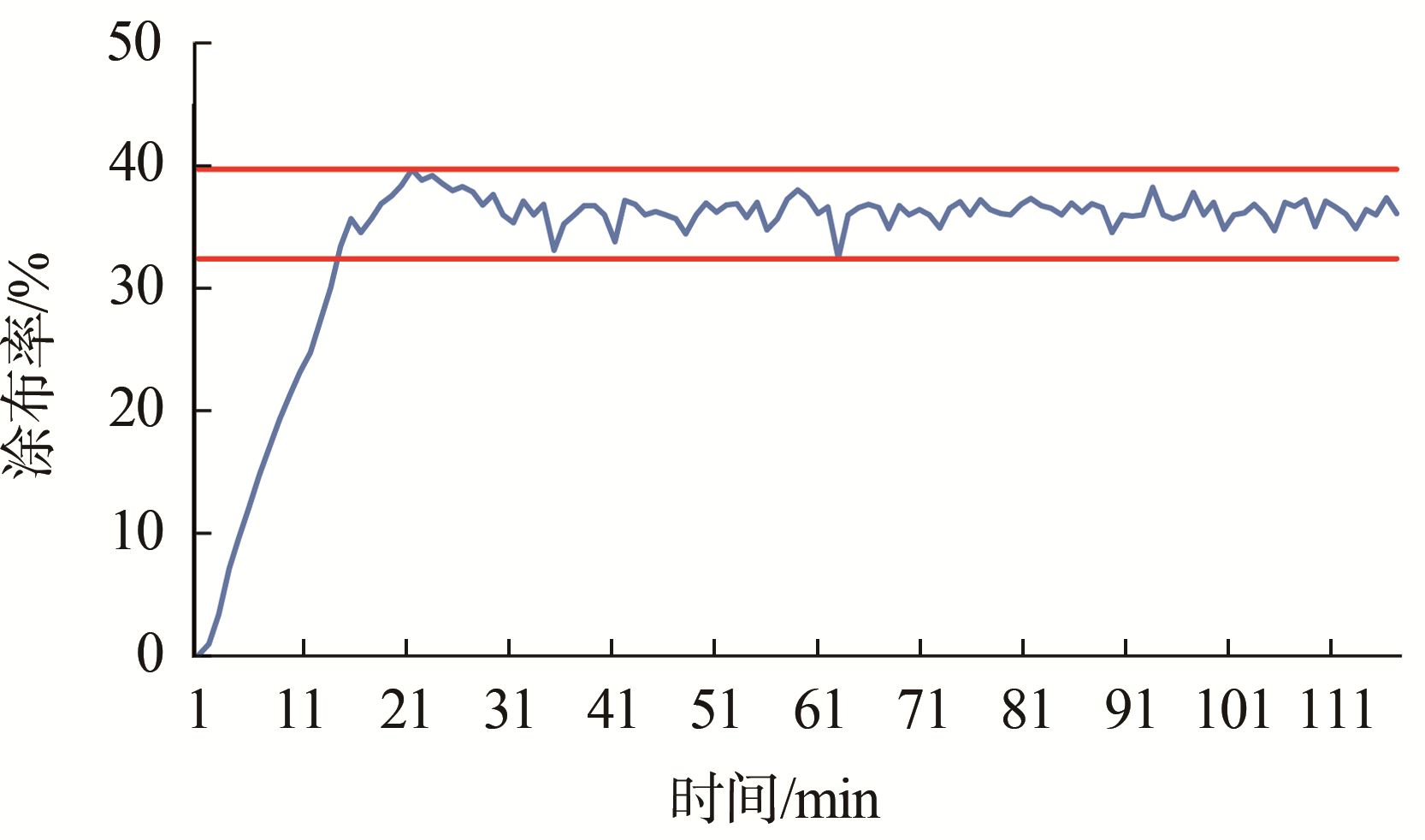
(b) PID控制器
图7 加入噪声的控制器仿真结果图
涂布率对烟草薄片的质量有很大的影响。本课题对传统PID控制器进行改进,加入在线调整模块。利用Fuzzy控制方法对PID的关键参数进行动态调节,保证生产过程发生较大变化时,涂布率保持不变。通过加入噪声和不加入噪声进行实验,发现与传统PID控制器相比,在理想环境下,Fuzzy-PID控制器响应速度快2倍,控制精度提高了3倍,无超调问题;在模拟真实生产过程的环境下,Fuzzy-PID控制器的抗干扰能力更好,其平均偏移量比传统PID控制器减小了2倍。因此,本课题提出的Fuzzy-PID控制器能够有效地对烟草薄片的涂布率进行控制。
参考文献
国家统计局. 中国能源统计年鉴[M]. 北京: 中国统计出版社, 2018. [百度学术]
National Bureau of Statistics of China. China energy statistics yearbook[M]. Beijing: China Statistics Press, 2018. [百度学术]
缪应菊, 刘维涓, 刘 刚, 等. 烟草薄片制备工艺的现状[J]. 中国造纸, 2009, 28(7):59. [百度学术]
MIU Yingju, LIU Weijuan, LIU Gang, et al. Present Status of Preparation Technology of Reconstituted Tobacco[J]. China Pulp & Paper, 2009, 28(7):59. [百度学术]
王凤兰, 廖夏林, 何北海, 等. 造纸法烟草薄片双辊表面涂布影响因素的研究[J]. 造纸科学与技术, 2012, 31(5):25. [百度学术]
Wang Fenglan, Liao Xialin, He Beihai, et al. Study on the influencing factors of two-roll coating in the tobacco sheet papermaking [J]. Paper Science and Technology, 2012, 31(5):25. [百度学术]
况志敏, 刘建平, 王茜茜. 造纸法再造烟叶发展综述[J]. 纸和造纸, 2018, 37(6):32. [百度学术]
Kuang Z M, Liu J P, Wang Q Q. A Summary of the Development of the Manufacturing Technology of Paper-Process Reconstituted Tobacco[J]. Paper and Papermaking, 2018, 37(6):32. [百度学术]
胡梦岩, 宋成剑, 李德贵, 等. 造纸法再造烟叶表面黏附力检测方法的建立及验证[J]. 烟草科技, 2019, 52(2):8. [百度学术]
Hu M Y, Song C J, Li D G, et al. Establishment and verification of method for measuring surface adhesive force of paper-making process reconstituted tobacco[J]. Tobacco Science and Technology, 2019, 52(2):8. [百度学术]
刘雄利, 张 昊, 陈岭峰, 等. 纳米纤维素在造纸法烟草薄片涂布中的应用研究[J]. 中国造纸, 2018, 37(5):20. [百度学术]
LIU Xiongli, ZHANG Hao, CHEN Lingfeng, et al. Application of Nano-Cellulose in the Production of Coating Fluid of Reconstituted Tobacco[J]. China Pulp & Paper, 2018, 37(5):20. [百度学术]
戴 路, 陶 丰, 袁凯龙, 等. 造纸法再造烟叶的研究进展[J]. 中国造纸学报, 2013, 28(1):68. [百度学术]
DAI Lu, TAO Feng, YUAN Kailong, et al. Research Progress of Reconstituted Tobacco Based on Papermaking Process[J]. Transactions of China Pulp and Paper, 2013, 28(1):68. [百度学术]
黄新民, 胡嘉维, 王益黄. 稳定造纸法再造烟叶涂布率的研究[J]. 纸和造纸, 2015(12):57. [百度学术]
Huang X M, Hu J W, Wang Y H. Research on the Stabilizing Coating Rate of the Reconstituted Tobacco by Papermaking Process[J]. Paper and Papermaking, 2015(12):57. [百度学术]
张桉齐. PLC及PID技术在烟草薄片水份控制系统上的应用[J]. 自动化技术与应用, 2013, 32(4):72. [百度学术]
Zhang A Q. Application of PLC & PID in Tobacco Thin Silk Moisture Control System[J]. Techniques of Automation and Applications, 2013, 32(4):72. [百度学术]
Chen X, Man Y, Zheng Q, et al. Industrial verification of energy saving for the single-tier cylinder based paper drying process[J]. Energy. 2019, 170: 261. [百度学术]
Man Y, Shen W, Chen X, et al. Dissolved oxygen control strategies for the industrial sequencing batch reactor of the wastewater treatment process in papermaking industry[J]. Environmental Science: Water Research and Technology, 2018, 4(5): 654. CPP [百度学术]