
摘要
根据隔膜性能要求,采用低浓轻刀打浆和高浓磨浆两种方式制备微纤化纤维,对制备的隔膜进行了物理性能检验,并针对不同孔隙率隔膜制备的超级电容器进行了电化学性能分析。结果表明,与低浓轻刀打浆方式相比,高浓磨浆可以有效地保留纤维长度,提高纤维长径比,在打浆度为85°SR时,隔膜抗张强度达到0.55 kN/m,孔隙率为67%,葛尔莱透气度为41.7 μm/(Pa•s)。随着隔膜孔隙率的提高,超级电容器的比电容在0.5 A/g电流密度下逐渐增大;孔隙率为68%的隔膜制备的超级电容器循环伏安特性曲线呈明显的矩形,表现出良好的电容性能。
随着国家能源结构的调整,新能源在能源结构中占比不断攀升,随之而来的另一个问题是如何高效存储利用能量。伴随超级电容器的发展,高效存储利用电能的问题有望得到解决。超级电容器是一类介于静电电容器和电池之间通过极化电解质等方式存储能量的储能器件[
郝静怡等人[
制备高性能纤维素隔膜的关键是制造出孔隙大小合适且分布均匀的隔膜。本实验选择耐碱腐蚀性较强、纤维长径比大、容易分丝帚化的纤维素纤维原料,通过探究低浓、高浓打浆对原料微纤化的影响,优选出合适的微纤化纤维制备工艺,并探究隔膜不同孔隙率对超级电容器电化学性能的影响。
LW纤维素纤维(本实验室提供);电极(宁波中车新能源科技有限公司);无水乙醇(分析纯,北京北化精细化学品有限责任公司);碳酸丙烯酯(天津艾维信化工科技有限公司);扣式电容封装材料(赛博电化学材料有限公司)。
Vally打浆机(P40130,奥地利PTI公司);KRK高浓磨浆机(KRK2500,KRK熊谷理机工业株式会社);纸浆标准解离器(95568,奥地利PTI公司);游离度仪(41510,奥地利PTI公司);纸页成型器(RK-3A,奥地利PTI公司);KRK超级压光机(GJW-5 kV,长春市智能仪器设备有限公司);电脑控制厚度仪(DCP-HDY04,四川长江造纸仪器公司);电脑测控抗张实验机(DCP-KZ1000,四川长江造纸仪器有限公司);全自动真密度分析仪(3H-2000 TD,贝士德仪器);电子显微镜纤维仪(XWY-VII,珠海华佗造纸科技有限公司);纤维质量分析仪(912.1E,瑞典L&W公司);毛细流孔径分析仪(POROLUX 100,比利时普罗美特公司);扫描电子显微镜(S-3400N,日本先端科技有限公司);离子溅射仪(SBC-12,北京中科科仪技术发展有限公司);手动纽扣电池切片机(KJ07-T-07,北京中西远大科技有限公司);手套箱(3-168,德国布劳恩);电热鼓风干燥箱(DHG-9145A,上海一恒科技有限公司);蓝电电池测试系统(LAND-CT2001A,武汉市蓝电电子有限责任公司);电化学分析仪(CHI660E,上海辰华仪器有限公司)。
将LW纤维素纤维加水制成浆料,并浸泡8 h,分别使用Vally打浆机和KRK高浓磨浆机进行处理。Vally打浆(低浓打浆):浆浓1.57%(质量分数,下同),采用轻刀打浆的方式进行,先不加砣疏解分散2 h,然后用1 kg重砣打浆;KRK磨浆(高浓磨浆):浆浓20%。
取不同打浆度的浆料制备的微纤化纤维,使用显微镜和纤维质量分析仪观察纤维形态及测定纤维尺寸分布,取微纤化纤维与经过预处理的龙须草纤维按照质量比9 1的比例抄造定量为20 g/㎡的隔膜,使用压光机制作不同孔隙率隔膜,备用。
将抄造好的隔膜置于标准恒温恒湿实验室(温度(23±1)℃,相对湿度(50±2)%)内平衡12 h。隔膜定量按GB/T 451.2—2002测量,厚度按GB/T 451.3—2002测量,抗张强度按照GB/T 12914—2008测量,孔隙特征分析使用毛细流孔径分析仪测定,孔隙率的计算按公式(1)进行。
| (1) |
式中,n为孔隙率,%;V 骨架体积为隔膜骨架体积,由真密度仪测定,cm³;V 表观体积为隔膜的体积,cm³。
取少许浆料于载玻片上,并向浆料中滴加Graff“C”染色液,利用解刨针将浆料分散成单根纤维,分散均匀后盖上盖玻片并尽量避免两玻片之间出现气泡。用滤纸吸取盖玻片周围的染色液,使用光学显微镜观察纤维形态。
使用扫描电子显微镜(SEM)对抄造的隔膜进行微观形貌观察和表征。将隔膜剪成1 cm×1 cm的正方形,用导电胶带固定于样品台,使用离子溅射仪对样品喷金处理,在10 kV的工作电压下观察分析。
制备高性能超级电容器隔膜的关键是纤维的微纤化,隔膜的作用主要有:①隔离正负极材料,防止电极间接触造成短路;②导通电解质离子循环通道,保证充放电过程快速进行[
实验分别采用低浓打浆和高浓磨浆两种方式处理浆料。低浓打浆是一种以降低纤维长度为主的打浆方式,打浆过程中纤维在较大压力下被切断[
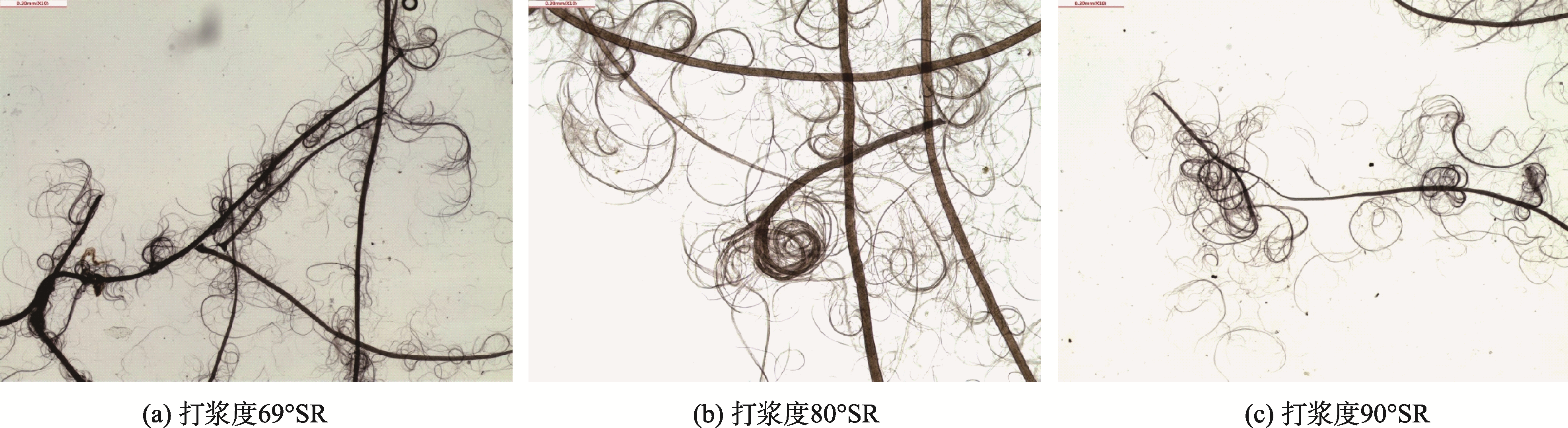
图1 低浓打浆过程中不同打浆度的纤维形态图
由
由纤维分析仪测量可知,打浆度为69°SR时纤维平均长度为1.823 mm,平均宽度为33.5 μm,纤维长径比为54.4;当打浆度为90°SR时纤维平均长度为0.452 mm,平均宽度为30.3 μm,纤维长径比为14.9。由此可知,随着打浆度提高,低浓轻刀打浆对于纤维素纤维切断较为显著,纤维长径比下降明显,不利于隔膜强度性能提升。
高浓磨浆工艺中,由于浆料浓度上升,进入转盘和定盘之间的浆料数量增加,有助于减少单根纤维承受的应力,减弱纤维之间的切断作用[
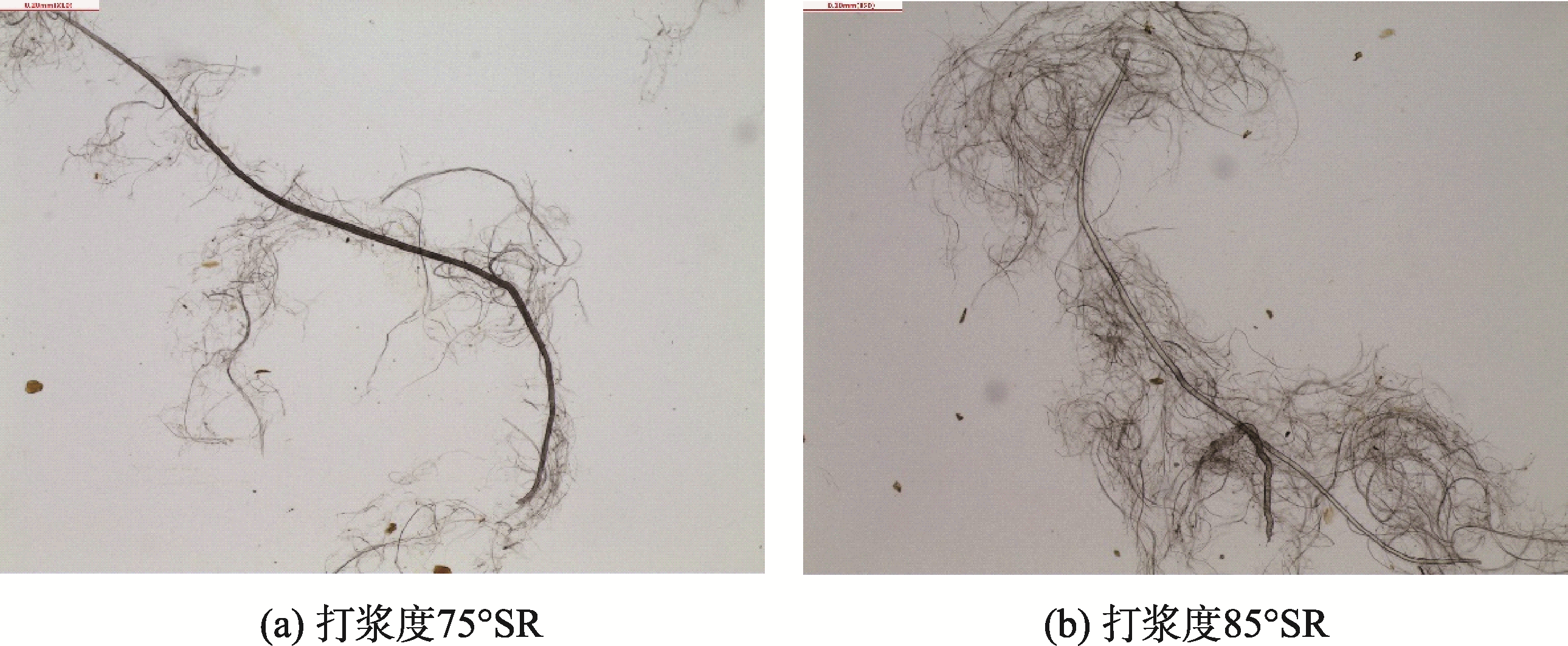
图2 高浓磨浆过程中不同打浆度的纤维形态图
由

图3 两种打浆方式所制隔膜的SEM形貌图
为保证超级电容器在制作和使用过程中的稳定性,隔膜需要具有一定的抗张强度。影响隔膜抗张强度的主要因素是纤维之间的结合力、纤维平均长度及隔膜匀度。LW纤维素纤维特殊的皮芯结构有利于打浆时纤维分丝帚化,提高纤维之间的结合力,提高纤维的长径比,有利于隔膜成形过程中匀度的提高。
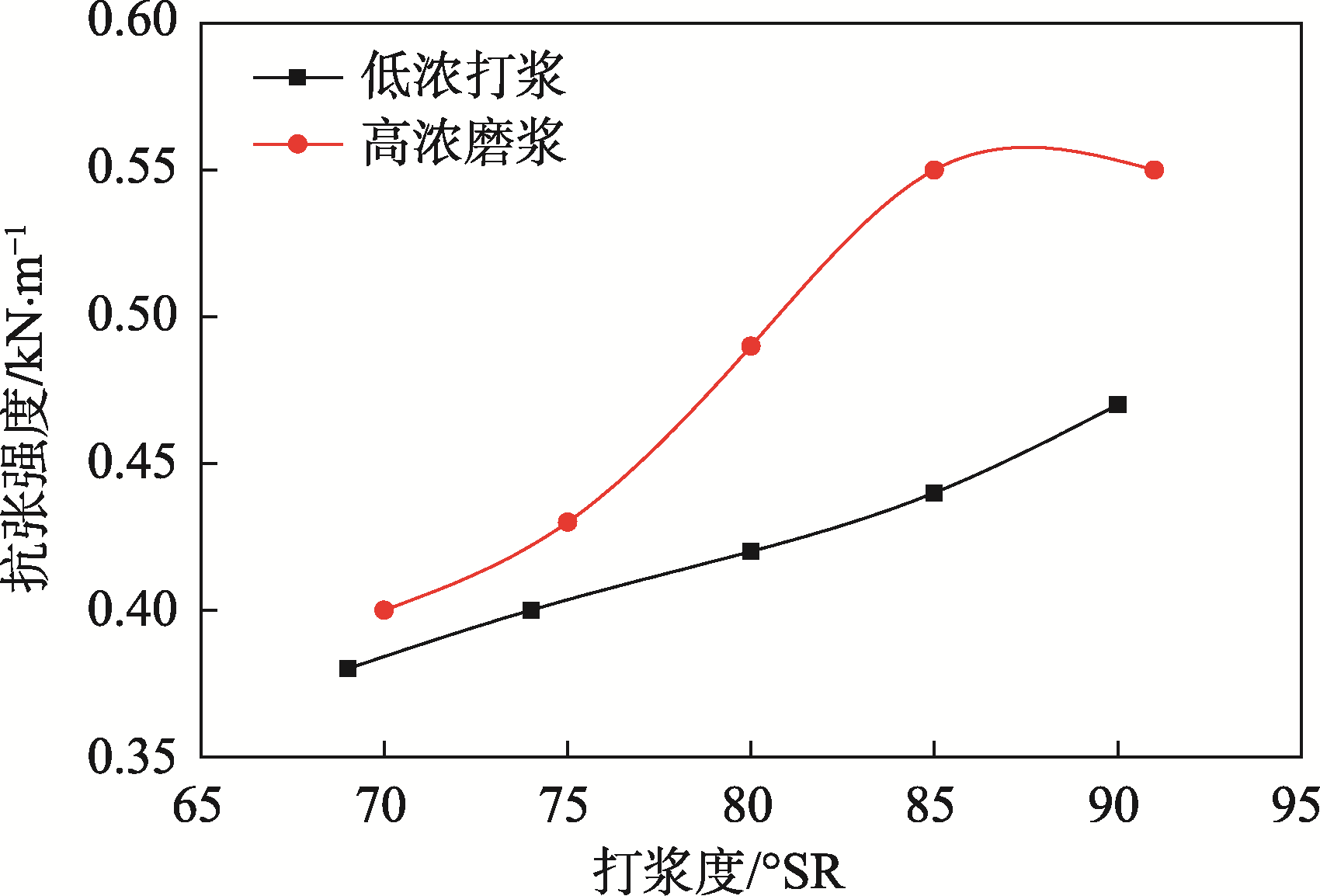
图4 打浆度对两种打浆方式所制隔膜抗张强度的影响
从
隔膜在超级电容器中的一个主要作用是作为电解质离子的转移通道导通电子,因而隔膜的孔隙率和透气度对超级电容器电性能的发挥有重要影响。
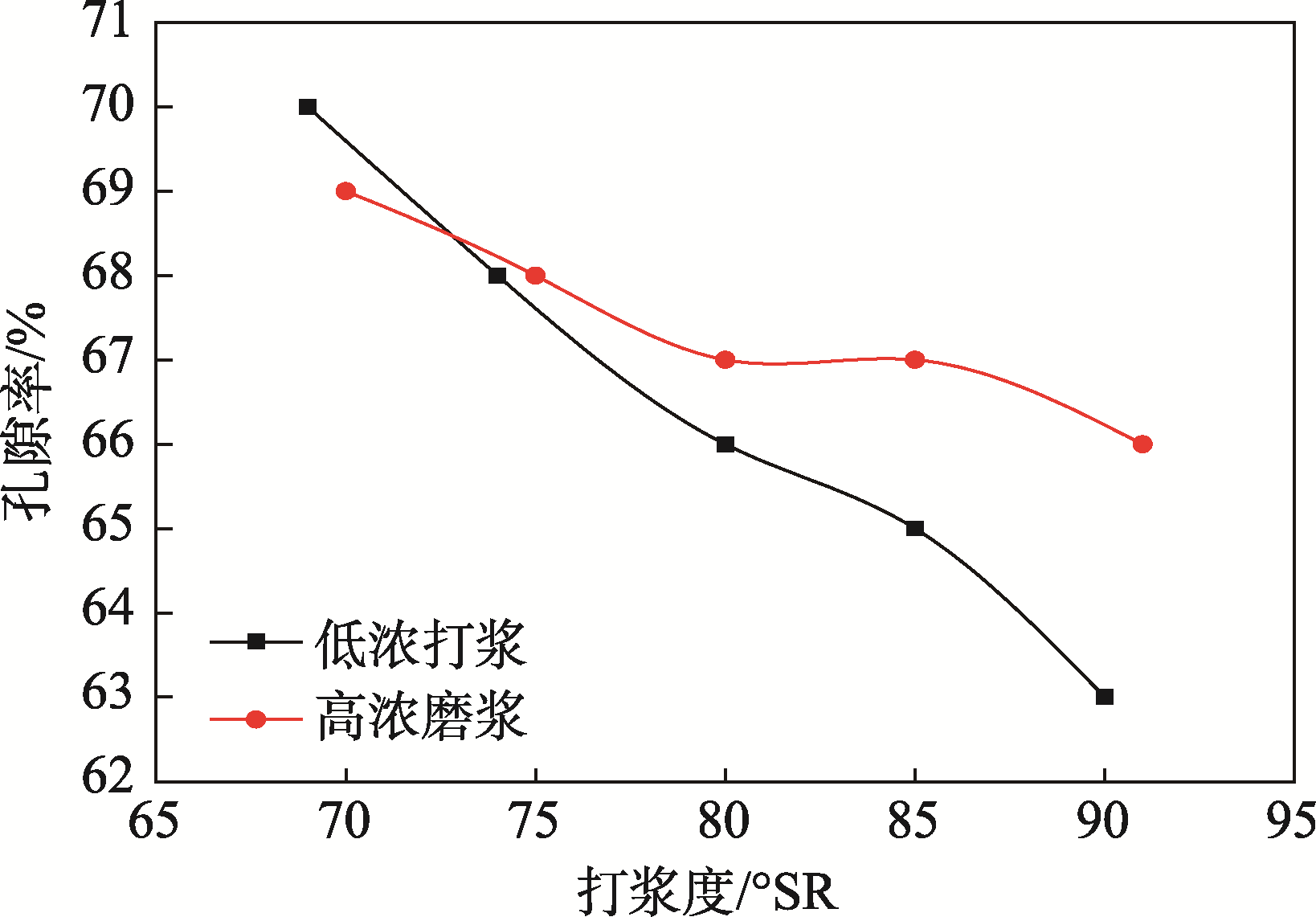
图5 打浆度对两种打浆方式所制隔膜孔隙率的影响
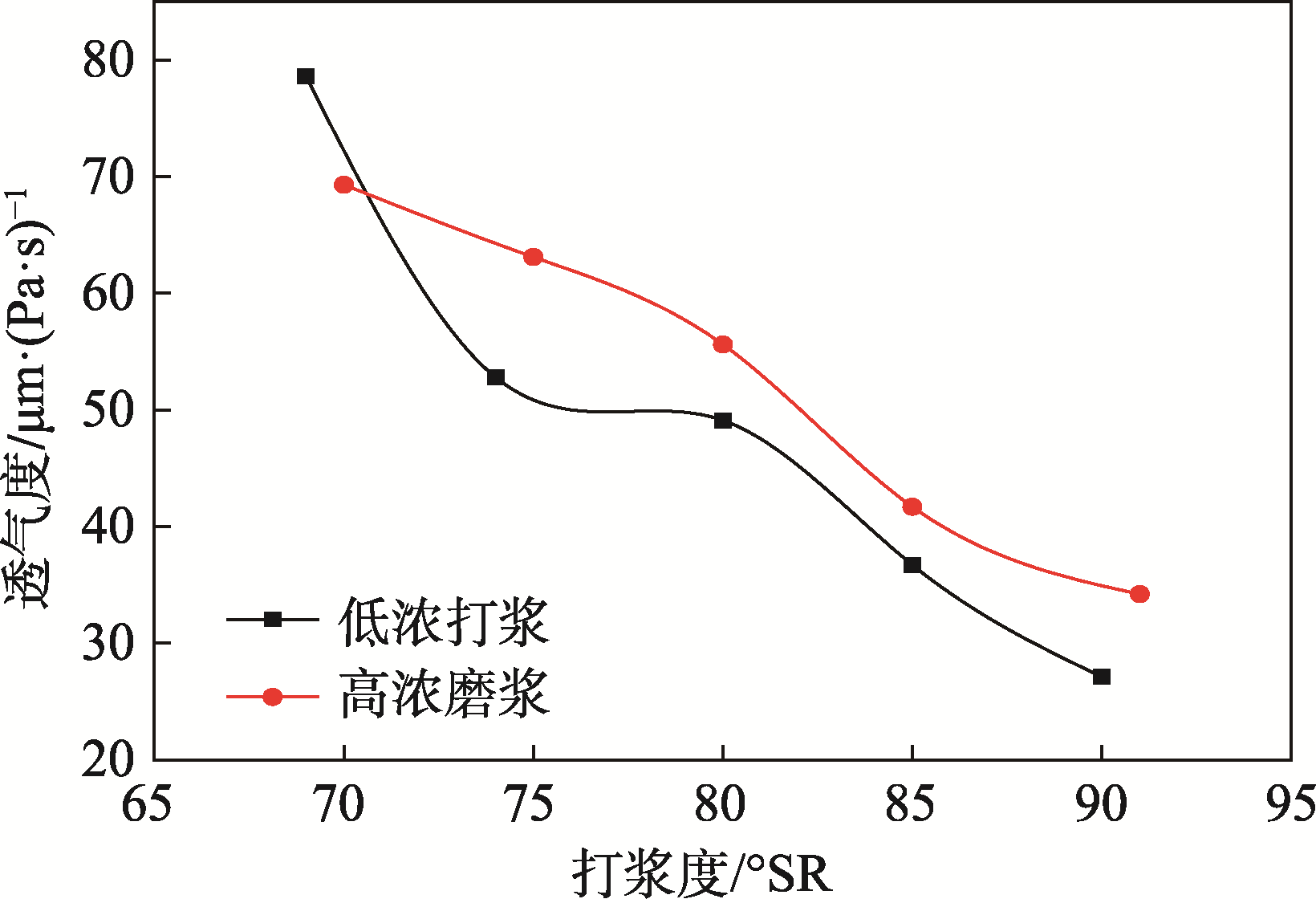
图6 打浆度对两种打浆方式所制隔膜透气度的影响
为进一步探究超级电容器性能与隔膜孔隙率之间的关系,将不同孔隙率的隔膜进行了超级电容器恒流充放电实验,以电极质量来计算比电容,其比电容计算见公式(2)[
| (2) |
式中, 为电流,A;m为电极质量,g; t为放电时间,s; V为电压窗口,V。孔隙率为68%、66%、65%、64%的隔膜制作而成的超级电容器,在0.5 A/g电流密度时,经计算其比电容分别为44.4、38.1、32.3、26.7 F/g,由此可知,在同一电流密度下,隔膜孔隙率越大,比电容越大。
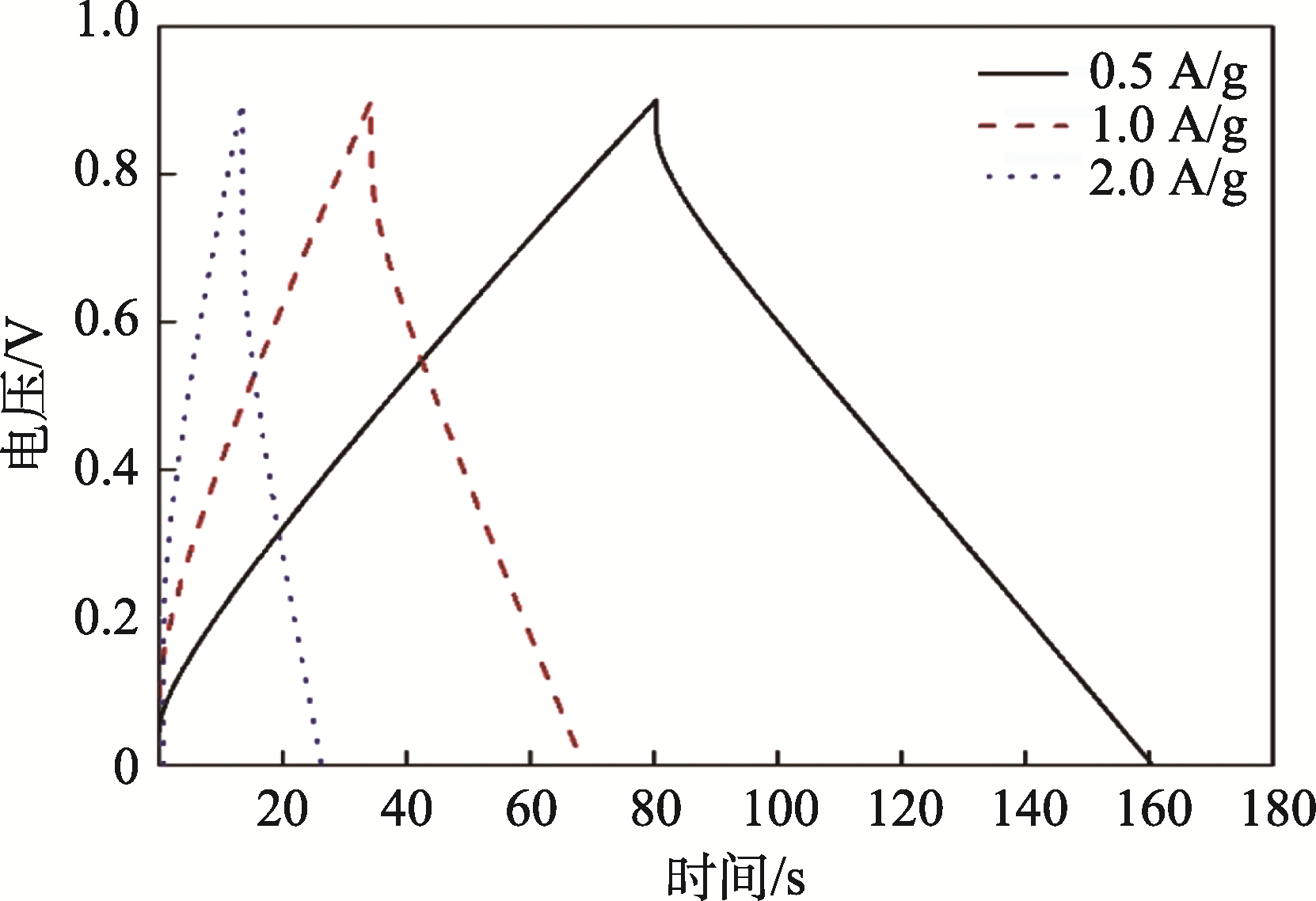
图7 孔隙率68%隔膜超级电容器恒流充放电曲线

3.1 采用低浓轻刀打浆工艺制备的LW微纤化纤维分丝帚化明显,但微纤丝容易发生卷曲,使抄造出来的隔膜匀度降低,抗张强度相较于高浓磨浆制备的LW微纤化纤维隔膜有一定差距。高浓磨浆工艺能够制 得分丝帚化良好、纤维长径比较大的LW微纤化纤维。当打浆度为85°SR时,抄造出的隔膜抗张强度 达到0.55 kN/m,孔隙率为68%,葛尔莱透气度为41.7 μm/(Pa s)。
3.2 高孔隙率隔膜制备的超级电容器循环伏安曲线呈现明显的矩形,展现了良好的电容性能;恒流充放电测试表明,孔隙率为68%的隔膜制备的超级电容器在电流密度为0.5 A/g时比电容为44.4 F/g,在电流密度为1.0、2.0 A/g时,其比电容保持率达到了82.6%、71.1%,表现出良好的比电容保持率。
参考文献
Sharma P, Bhatti T S . A review on electrochemical double-layer capacitors[J]. Energy Conversion and Management, 2010, 51(12): 2901.
Pandolfo A G, Hollenkamp A F . Carbon properties and their role in supercapacitors[J]. Journal of Power Sources, 2006, 157(1): 11.
LIN Kuangye, LIU Wen, CHEN Xuefeng . Supercapacitor Separator and Its Research Progress[J]. China Pulp & Paper, 2018, 37(12): 67.
林旷野, 刘 文, 陈雪峰 . 超级电容器隔膜及其研究进展[J]. 中国造纸, 2018, 37(12): 67.
HAO Jingyi, Wang Xiwen . The Development of Separator Paper for Super Capacitor[J]. China Pulp & Paper, 2014, 33(11): 62.
郝静怡, 王习文 . 超级电容器隔膜纸的特性和发展趋势[J]. 中国造纸, 2014, 33(11): 62.
Hironori Tanaka , Naomi Fujimoto . Capacitor Diaphragms and Capacitors: CN105917429A[P]. 2016-08-31.
田中宏典, 藤本直树 . 电容器用隔膜及电容器: CN105917429A[P]. 2016-08-31.
LIU Yanbo, LI Hui, YANG Wenxiu, et al . Electrospinning preparation of PAN/PVDF-HFP composite nanofiber membrane and its mechanical performance as separators in supercapacitors[J]. Journal of Tianjin Polytechnic University, 2015(3): 6.
刘延波, 李 辉, 杨文秀, 等 . 静电纺丝法制备PAN/PVDF-HFP超级电容器隔膜及其力学性能分析[J]. 天津工业大学学报, 2015(3): 6.
Yu H, Tang Q, Wu J, et al . Using eggshell membrane as a separator in supercapacitor[J]. Journal of Power Sources, 2012, 206(1): 463.
YANG Shuhui . Plant Fiber Chemistry [M]. 3rd Edition.Beijing: China Light Industry Press, 2001.
杨淑蕙 . 植物纤维化学 [M]. 3版.北京: 中国轻工业出版社, 2001.
HE Beihai . Papermaking Principle and Engineering [M]. 3rd Edition.Beijing: China Light Industry Press, 2013.
何北海 . 造纸原理与工程[M]. 3版.北京: 中国轻工业出版社, 2013.
LI Yuanlu . Study on High Yield Pulping (I) Effect of KRK Disk Mill Characteristics and Refining Concentration and Inter-disc Gap on Pulp Quality[J]. Tianjin Paper Making, 1983(3): 81.
李元禄 . 高得率制浆的研究(I) KRK盘磨机特征与磨浆浓度和盘间间隙对纸浆质量的影响[J]. 天津造纸, 1983(3): 81.
Conway B E .Electrochemical supercapacitor[J]. Materials Chemistry and Physics, 1999, 92(9): 6.
CPP