
摘要
为研究外置式的电磁感应加热装置对压光机加热辊的加热情况,选取(加热)功率、(加热辊辊面与加热装置的)间距、(辊面)线速度3个对直径为300 mm的加热辊影响因素进行了单因素实验和正交实验。实验结果表明,功率和间距对加热温度的影响较大,线速度对加热温度的影响不显著;随着功率的增大或间距的减小,加热辊温度变化加快,最终温度较高;当功率为8 kW、间距为10 mm、线速度为49.00 m/min时,加热速率最大。
压光机是用于提高纸张光泽度的设备,是压光上光工艺的一种。从20世纪80年代开始,软辊压光机成功应用于造纸行业,因其性能优越,压光后成纸质量高、工作速度快而得到快速发
随着自动化水平的提高,将压光机应用于皮革、无纺布、防弹衣材料等的加工领域已成为发展趋势。在造纸行业,国内外厂家广泛采用的仍然是以传统的蒸汽和导热油加热的方式进行加热的造纸压光
电磁感应加热是一种很好的加热方式,依靠高频交流电流产生感应磁场,高频交变磁场又在工件中产生涡流,从而使工件迅速发热,达到加热的目的。其加热速度快、热效率高、无污染,极大缩短预热时间,同时可减少加热辊的设计工作。
本实验是将电磁感应加热作为加热方式,完成加热辊的加热工作。为研究电磁感应加热装置对加热辊的加热情况,本课题组设计制造了简易压光机样机,并进行了实验研究。选取加热功率(简称功率)、加热辊辊面与加热装置的间距(简称间距)和辊面线速度(简称线速度)3个因素进行实
实验所使用的设备包括自制的简易压光机样机、变频电磁加热器和控制柜、温控仪(REX-C700)和热电偶(WRKM-301)等。
简易压光机样机整体结构如
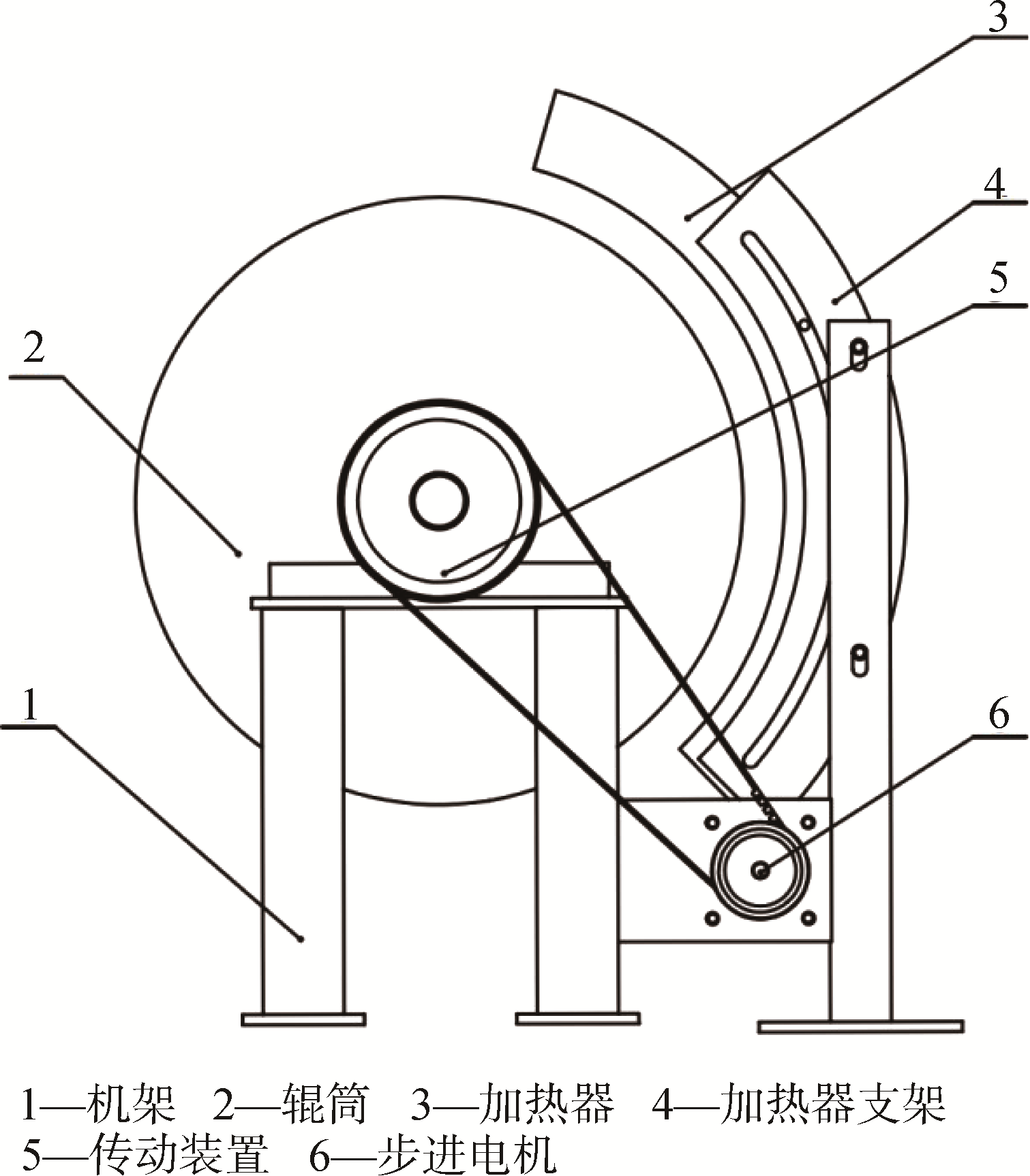
图1 简易压光机样机结构示意图
以温度360℃为限,研究在不同功率、间距和线速度下加热辊辊面温度的变化速率。以室温至240℃为第Ⅰ阶段,240~320℃为第Ⅱ阶段,320~360℃为第Ⅲ阶段。采用加权评分法对3个阶段的加热速率进行综合计算,以各个阶段的温度范围的比例为加权标准,以综合评价值Rs 作为实验指标,计算公式见式(1)。
Rs =0.64Rs 1+0.24Rs 2+0.12Rs 3 (1)
式中,Rs 1为Ⅰ段的加热速率;Rs 2为Ⅱ段的加热速率;Rs 3为Ⅲ段的加热速率;Rs 为评价指标。
以综合评价值Rs
为实验指标,选择功率、间距、线速度3因素进行L
9(
| 水平 | (A)功率/kW | (B)间距/mm | (C)线速度/m·mi |
|---|---|---|---|
| 1 | 4 | 10 | 24.50 |
| 2 | 6 | 15 | 36.75 |
| 3 | 8 | 20 | 49.00 |
以间距为15 mm、线速度为36.75 m/min,选取功率为4、5、6、8 kW进行实验,结果如
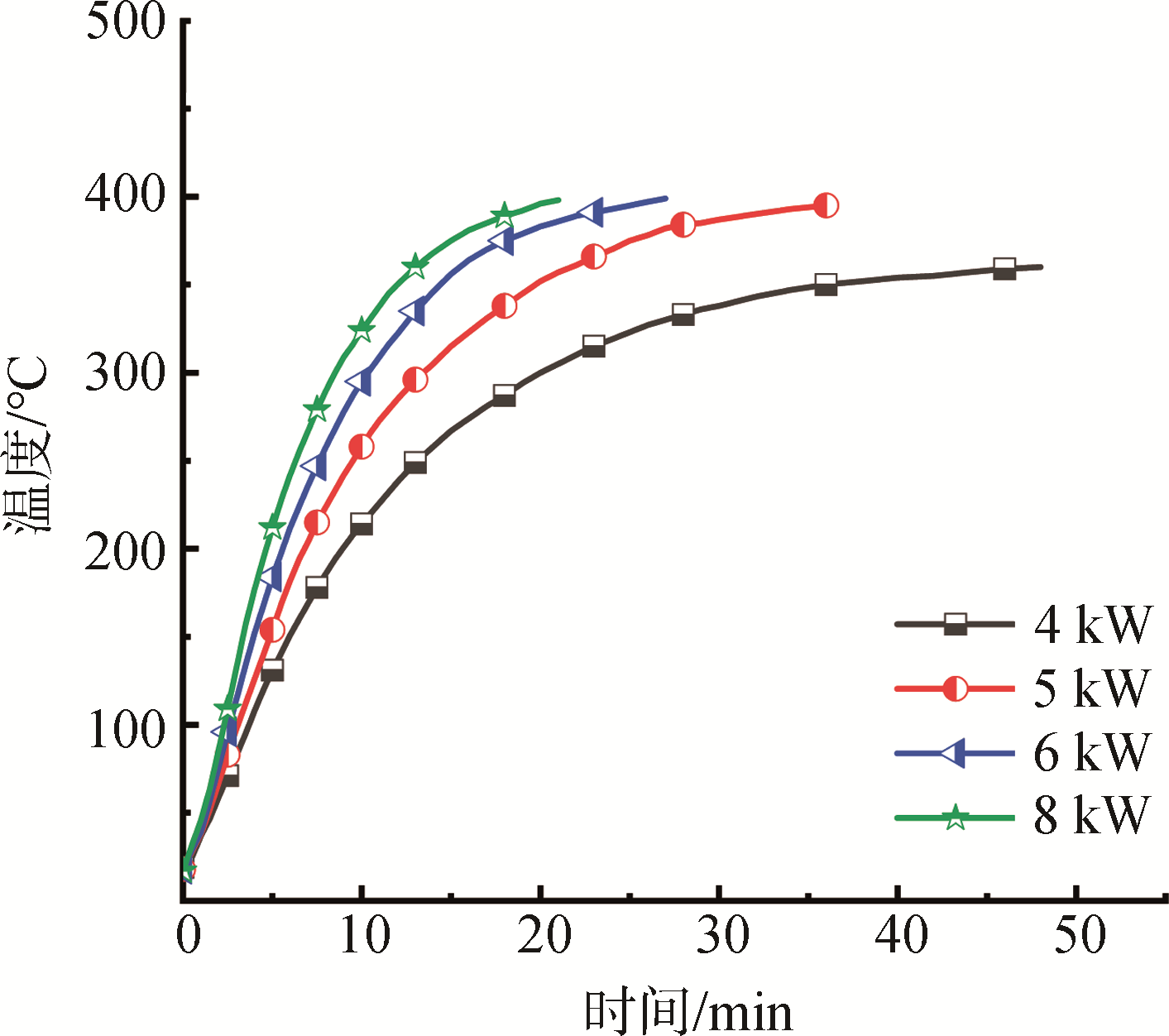
图2 功率对温度的影响
由


根据单因素实验的结果,选用功率、间距、线速度为实验因素进行正交实验。实验方案设计和实验结果如
| 实验编号 | (A)功率/kW | (B)间距/mm | (C)线速度/ m·mi | 空白列 |
Rs
1/℃·mi |
Rs
2/℃·mi |
Rs
3/℃·mi |
Rs
/℃·mi |
|---|---|---|---|---|---|---|---|---|
| 1 | 1 | 1 | 1 | 1 | 18.89 | 7.08 | 2.22 | 14.055 |
| 2 | 1 | 2 | 2 | 2 | 18.14 | 6.63 | 1.68 | 13.402 |
| 3 | 1 | 3 | 3 | 3 | 12.94 | 6.15 | 1.54 | 9.942 |
| 4 | 2 | 1 | 2 | 3 | 33.21 | 16.99 | 10.55 | 26.598 |
| 5 | 2 | 2 | 3 | 1 | 32.20 | 19.54 | 10.82 | 26.596 |
| 6 | 2 | 3 | 1 | 2 | 14.67 | 8.00 | 3.64 | 11.746 |
| 7 | 3 | 1 | 3 | 2 | 38.48 | 21.01 | 11.03 | 30.993 |
| 8 | 3 | 2 | 1 | 3 | 36.70 | 19.84 | 10.37 | 29.494 |
| 9 | 3 | 3 | 2 | 1 | 18.20 | 9.43 | 4.75 | 14.481 |
| K 1 | 12.466 | 23.882 | 18.432 | 18.377 | ||||
| K 2 | 21.647 | 23.164 | 18.160 | 18.714 | ||||
| K 3 | 24.989 | 12.056 | 22.510 | 22.011 | ||||
| 极差R | 12.523 | 11.826 | 4.350 | 3.634 | ||||
| 因素主→次 | A→B→C | |||||||
| 最优组合 | A 3 B 1 C 3 | |||||||
由
本实验为3因素3水平的正交实验,不考虑交互作用,经过方差分
| 因素 | 离差平方和 | 自由度 | 平均离差平方和 | F值 | F临界值 | 显著性 |
|---|---|---|---|---|---|---|
| A | 252.277 | 2 | 126.139 | 10.427 | 9.00 | * |
| B | 263.742 | 2 | 131.871 | 10.901 | 9.00 | * |
| C | 35.632 | 2 | 17.816 | 1.473 | 9.00 | |
| e | 24.194 | 2 | 12.097 |
注 选取α=0.10,*表示显著。
正交实验的效应趋势图如
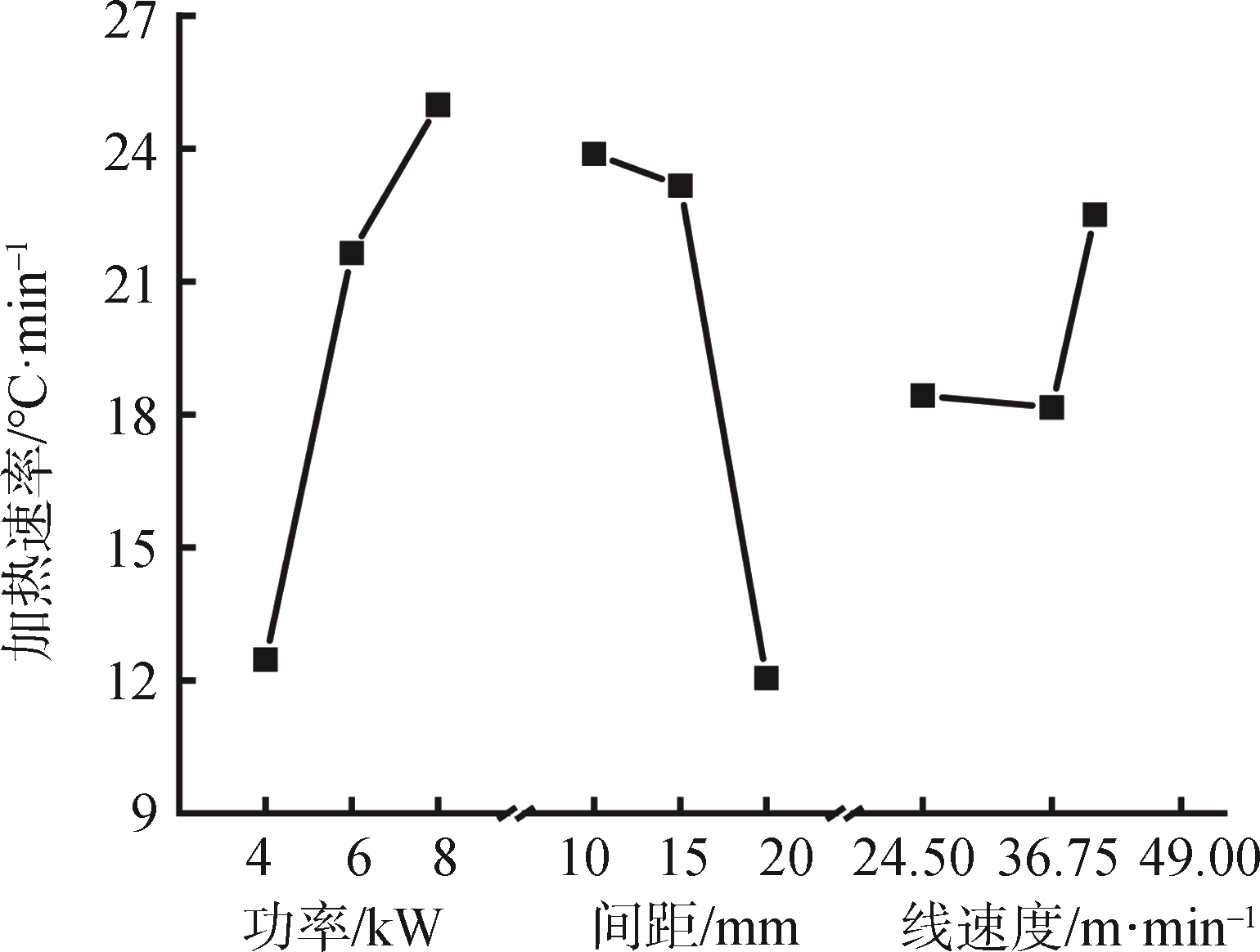
图5 正交实验效应趋势图
根据正交实验所得的最优条件A
3
B
1
C
3,即功率为8 kW、间距为10 mm、线速度为49.00 m/min,进行了3组最优条件的验证实验,实验结果如
| 实验编号 | (A)功率/kW | (B)间距/mm | (C)线速度/m·mi |
Rs
1/℃·mi |
Rs
2/℃·mi |
Rs
3/℃·mi |
Rs
/℃·mi |
|---|---|---|---|---|---|---|---|
| 1 | 8 | 10 | 49.00 | 38.30 | 19.85 | 13.00 | 30.836 |
| 2 | 8 | 10 | 49.00 | 37.38 | 21.29 | 9.83 | 30.212 |
| 3 | 8 | 10 | 49.00 | 37.29 | 20.93 | 10.02 | 30.091 |
由
选取(加热)功率、(加热辊辊面与加热装置的)间距和(辊面)线速度3个因素进行实验研究,以得到最好的加热参数,为电磁感应加热式压光机的设计提供相关数据理论。
3.1 单因素实验结果表明,功率和间距对加热温度的影响较大,线速度对加热温度的影响不显著。当加热功率为8 kW或间距为10 mm时,加热辊温度变化较快,最终温度也较高;随着功率的减小和间距的增大,温度变化随之变慢,最终温度降低;当功率为4 kW或间距为25 mm时,加热辊温度变化较慢,趋于平稳后的温度较低;线速度变化对加热辊温度变化的影响较小。
3.2 正交实验和验证实验结果表明,当加热功率为8 kW、间距为10 mm、线速度为49.00 m/min时,加热速率最大。
3.3 在较高温度(400℃左右)要求的工作环境下,宜采用大功率(8 kW)和小间距(10 mm)的方式,避免因功率过小或间距过大而造成温度难以满足工艺要求。
3.4 实验结果只是针对现有的条件进行的研究,对于更大功率或线速度的影响还需进一步研究。
参考文献
Bie Zhibing . Principle and Application of Controllable Medium and High Soft Calendering Machine [J]. Huadong Paper,2015,46(1):24.
别志兵 . 可控中高软压光机的原理及应用[J]. 华东纸业,2015,46(1):24.
MENG Yanjing,LI Haiyan . Auxiliary Control System for Controllable Medium and High Roller Soft Calender [J]. China Pulp & Paper,2003, 22(9):47.
孟彦京,李海燕 . 可控中高辊软压光机的辅助控制系统[J]. 中国造纸,2003, 22(9):47.
YU Zhangshu . Technical Improvement of Calender System[J]. China Pulp & Paper,2015,34(6):59.
余章书 . 压光机系统的技术改进[J]. 中国造纸,2015,34(6):59.
LI Yan,ZHANG Peng,QIN Heyong . Modal Finite Element Analysis of Double Rollers Plastic Calender Equipment[J]. Advanced Materials Research,2013,2517(744).
Ding Xiaotian,Wei Zhengyuan,Zhao Shulei . Fluid-solid Coupling Analysis and Thermal-structural Analysis of Calender Hot Roll based on ANSYS [C]//Proceedings of the 15th Annual Conference of China Papermaking Society. Technical Association of China Paper Industry,2012.
丁笑天,魏正园,赵树雷 . 基于ANSYS的压光机热辊流-固耦合分析及热-结构分析[C]//中国造纸学会第十五届学术年会论文集. 中国造纸学会,2012.
MAO Tingting,ZHENG Jiahong,LI Jun,et al . Numerical Simulation Analysis of Heat flow Coupling based on Heating Roller of Fluent Calender [J]. China Pulp & Paper,2018,37 (11):48.
毛廷廷,郑甲红,李 均,等 . 基于Fluent压光机加热辊的热流耦合数值模拟分析[J]. 中国造纸,2018,37(11):48.
Su Lan,Zhang Chubo,Wang Zhen,et al . Finite Element Simulation of Electromagnetic Induction Heating in Hot Metal Pneumatic Forming [J]. Materials Review,2017,31(24):182.
苏 岚,张楚博,汪 振,等 . 热金属气压成型电磁感应加热有限元模拟[J]. 材料导报,2017,31(24):182.
Han Shuo . Design of Inner Hole Induction Heater and Numerical Study on Its Influence on the Heating Temperature Field of Large Cylinder [D]. Qingdao :Qingdao University of Science and Technology,2018.
韩 硕 . 内孔感应加热器的设计及其对大型筒体加热温度场影响的数值研究[D]. 青岛: 青岛科技大学,2018.
Zhao Xuanmin . Experimental Design Method [M]. Beijing:Science Press,2006.
赵选民 . 试验设计方法[M]. 北京:科学出版社,2006.
Pan Lijun,Chen Jinquan . Experimental Design and Data Processing [M]. Nanjing:Southeast University Press,2008.
潘丽军,陈锦权 . 试验设计与数据处理[M]. 南京:东南大学出版社,2008.
CPP